TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024047786
公報種別
公開特許公報(A)
公開日
2024-04-08
出願番号
2022153472
出願日
2022-09-27
発明の名称
チャックボディの焼入れ方法
出願人
豊和工業株式会社
代理人
主分類
C21D
9/00 20060101AFI20240401BHJP(鉄冶金)
要約
【課題】 チャックボディに複数形成されるガイド溝の摺動面の硬化を均一にすることが容易なチャックボディの焼入れ方法を提供する。
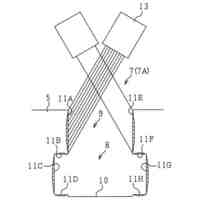
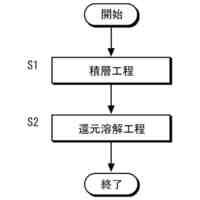
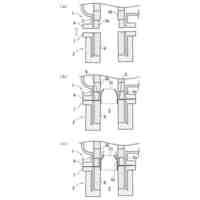
【解決手段】 チャックボディ5の上方または側方にレーザを照射するノズル13が配置され、チャックボディ5のガイド溝7の上部9の摺動面11Aにレーザ焼入れを行った後、基部8の摺動面11Cにレーザ焼入れを行う。その後、ガイド溝7の上部9の摺動面11E、基部8の摺動面11Gにレーザ焼入れを行う。続けて基部8の摺動面11B、11Dにレーザ焼入れを行った後、基部8の摺動面11F、11Hにレーザ焼入れを行うようにした。
【選択図】 図3
特許請求の範囲
【請求項1】
チャック軸線方向に移動する駆動部材によってチャック半径方向に往復動するマスタジョーには爪が固着され、その爪によりワークをクランプ、アンクランプするように構成されたチャックであって、前記駆動部材はチャックボディに形成される貫通孔に収容され、前記マスタジョーはチャックボディに複数形成されるガイド溝に収容され、駆動部材とマスタジョーの往復動により貫通孔やガイド溝に設けた摺動面が摩耗するのを防止するために摺動面を硬化させるようにしたチャックボディの焼入れ方法において、貫通孔やガイド溝に設けた摺動面にレーザ焼入れを行うことで摺動面を硬化させるようにしたことを特徴とするチャックボディの焼入れ方法。
続きを表示(約 220 文字)
【請求項2】
前記ガイド溝はチャックボディの円周方向に複数形成され、各ガイド溝は幅広の基部と基部より幅狭の上部とを有するT字形状の断面であって、基部と上部には複数の摺動面が設けられ、第1のガイド溝のいずれかの摺動面にレーザ焼入れを行った後、チャックボディの回転により、前記摺動面と同一位置にある第2のガイド溝の摺動面、第3のガイド溝の摺動面に順次レーザ焼入れを行うようにしたことを特徴とする請求項1記載のチャックボディの焼入れ方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、チャック軸線方向に移動する駆動部材によってチャック半径方向に往復動するマスタジョーには爪が固着され、その爪によりワークをクランプ、アンクランプするように構成されたチャックであって、前記駆動部材はチャックボディに形成される貫通孔に収容され、前記マスタジョーはチャックボディに複数形成されるガイド溝に収容され、駆動部材とマスタジョーの往復動により貫通孔やガイド溝に設けた摺動面が摩耗するのを防止するために摺動面を硬化させるようにしたチャックボディの焼入れ方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
特許文献1に記載のように、チャック本体20(チャックボディ)のガイド溝40の表面を焼入れによって硬化させることが知られている。従来のチャックボディでは前記焼入れは主に高周波焼入れが採用されている。高周波焼入れは部品が摺動する摺動面のある貫通孔やガイド溝の近傍にコイルを配置し、そのコイルに流す高周波誘導電流を利用して貫通孔やガイド溝の摺動面を急速に加熱し、その後直ちに、水などの冷却液で急速に冷やすことで貫通孔やガイド溝の摺動面の表面を硬化させるようになっている。
【先行技術文献】
【特許文献】
【0003】
特許第5735086号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記のチャックボディのガイド溝は、幅広の基部と基部より幅狭の上部とを有するT字形状の断面であって、基部と上部には複数の摺動面が設けられている。従来のような高周波焼入れによってガイド溝の複数の摺動面の表面を一度に硬化させるには、ガイド溝に対応した形状のコイルを設けなければならない。そのコイルをガイド溝に対して常に一定な距離となるように配置しなければ各摺動面に均一に熱を加えることができず、各摺動面の硬度が均一となるように硬化させることができない。よって、硬度の低い摺動面がマスタジョーの往復動により摩耗することでマスタジョーの往復動に影響を与えるおそれがあった。
そこで本発明の課題は、上記問題点に鑑み、チャックボディに設けた摺動面の硬化を均一にすることが容易なチャックボディの焼入れ方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
本発明は、チャック軸線方向に移動する駆動部材によってチャック半径方向に往復動するマスタジョーには爪が固着され、その爪によりワークをクランプ、アンクランプするように構成されたチャックであって、前記駆動部材はチャックボディに形成される貫通孔に収容され、前記マスタジョーはチャックボディに複数形成されるガイド溝に収容され、駆動部材とマスタジョーの往復動により貫通孔やガイド溝に設けた摺動面が摩耗するのを防止するために摺動面を硬化させるようにしたチャックボディの焼入れ方法において、貫通孔やガイド溝に設けた摺動面にレーザ焼入れを行うことで摺動面を硬化させるようにしたことを特徴とする。具体的には、前記ガイド溝は、幅広の基部と基部より幅狭の上部とを有するT字形状の断面であって、基部と上部には複数の摺動面が設けられ、第1のガイド溝の摺動面にレーザ焼入れを行った後、チャックボディを回転させ、前記摺動面と同一位置にある残りのガイド溝の摺動面にレーザ焼入れを行うようにしたことを特徴とする。
【発明の効果】
【0006】
本発明では、チャックボディに複数形成されるガイド溝の摺動面にレーザ焼入れを行うことで、ガイド溝に対してコイルを一定な距離となるように配置する煩わしさがなくなり、各ガイド溝の摺動面の硬度が均一となるように硬化させることが可能となる。更に、硬度の低い摺動面がないためにマスタジョーの往復動への影響を防ぐことが可能となる。また、円周方向に複数形成されるガイド溝の摺動面に焼入れを行う場合に、各ガイド溝の同一位置にある摺動面に焼入れし、連続した摺動面にレーザ焼入れを行わないようにしたことで、焼き戻しにつながる焼入れ箇所の重なりを防ぐことが可能となる。
【図面の簡単な説明】
【0007】
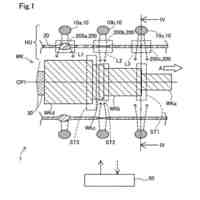
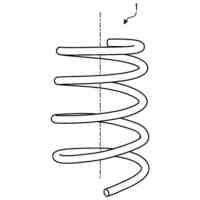
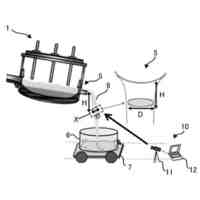
チャックを示す図であり、一部の爪を外した状態を示す図である。
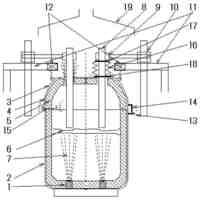
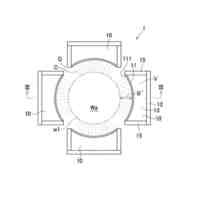
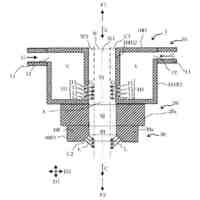
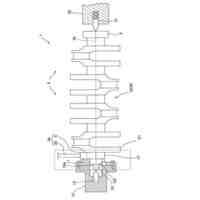
図1のII―II線断面図である。
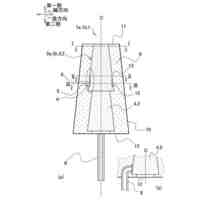
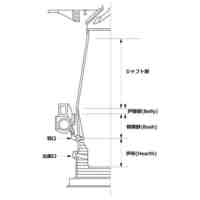
図2のIII視図であり、ガイド溝を示す図である。
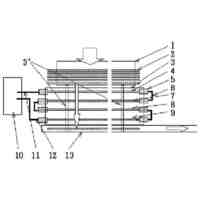
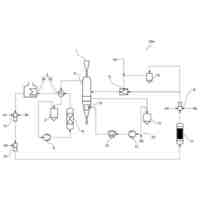
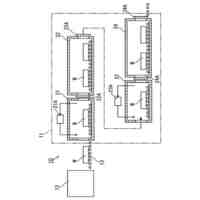
他の実施形態を示す図である。
他のガイド溝の形状を示す図である。
【発明を実施するための形態】
【0008】
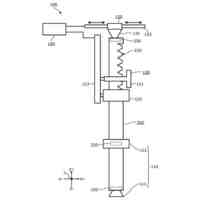
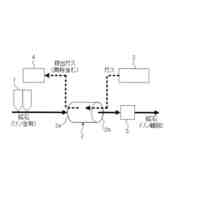
図1に示すチャック1は、駆動部材2の往復動によりチャック半径方向へ往復動させるマスタジョー3に装着した爪4によってワークをクランプ、アンクランプするように構成されたものである。前記駆動部材2はチャックボディ5に形成される貫通孔6に収容され、前記マスタジョー3はチャックボディ5の円周方向に複数形成されるガイド溝7に収容されている。図3に示すように、ガイド溝7は幅広の基部8と基部8より幅狭の上部9とを有するT字形状の断面である。前記上部9はチャックボディ5の前方へ開口している。基部8の中央部には溝部10が設けられている。
【0009】
前記ガイド溝7にはマスタジョー3を案内する複数の摺動面11A~11Hが設けられ、その摺動面11A~11Hはマスタジョー3の往復動により摩耗するのを防止するために焼入れによって硬化してある。前記貫通孔6には駆動部材2のウエッジプランジャ12を案内する摺動面6Aが設けられ、その摺動面6Aはウエッジプランジャ12の往復動により摩耗するのを防止するために焼入れによって硬化してある。
【0010】
前記ガイド溝7の摺動面11A~11Hと貫通孔6の摺動面6Aの焼入れはレーザ焼入れで行うようにした。そのレーザ焼入れは、レーザを照射してガイド溝7の摺動面11A~11Hや貫通孔6の摺動面6Aを急速に加熱し、ガイド溝7の摺動面11A~11Hや貫通孔6の摺動面6Aの表面温度を一気に上げる。その後、レーザ焼入れの箇所を移動すると自己冷却によってレーザ焼入れの箇所の表面温度が急激に下がりガイド溝7の摺動面11A~11Hや貫通孔6の摺動面6Aの表面を硬化させることができる。更に、レーザの移動を均一とすることで焼入れの箇所の硬度を均一にできる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
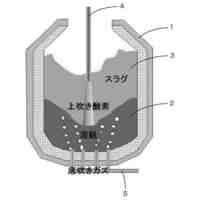
製鋼用取鍋精錬炉
1か月前
個人
鋼片の直接通電加熱装置
2か月前
東京窯業株式会社
ガス吹き込みプラグ
2か月前
豊和工業株式会社
チャックボディの焼入れ方法
25日前
株式会社神戸製鋼所
鉄源の製造方法
1か月前
日本製鉄株式会社
高炉の操業方法
2か月前
株式会社ジェイテクト
焼入装置、および焼入方法
18日前
日本製鉄株式会社
鉱石の脱リン方法
1か月前
合同会社KESS
直接還元鉄の製造設備及び製造方法
25日前
日本製鉄株式会社
配合計画支援方法
1か月前
高周波熱錬株式会社
冷却装置
1か月前
株式会社神戸製鋼所
銑鉄製造方法
1か月前
JFEスチール株式会社
金属精錬における中間排滓方法
3日前
株式会社神戸製鋼所
高窒素鋼の精錬方法
1か月前
株式会社光栄
低熱膨張合金の製造方法および熱間鍛造部品
28日前
トヨタ自動車株式会社
焼入れ装置
1か月前
日本製鉄株式会社
バッチ式加熱炉の操業方法
25日前
JFEスチール株式会社
方向性電磁鋼帯の製造方法
1か月前
大同プラント工業株式会社
熱処理方法及び熱処理炉
15日前
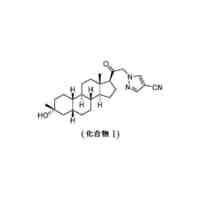
セージ セラピューティクス, インコーポレイテッド
19-ノルC3,3-二置換C21-N-ピラゾリルステロイドおよびその使用方法
1か月前
日本発條株式会社
コイルばねの製造方法
16日前
日本発條株式会社
コイルばねの製造方法
16日前
日本発條株式会社
コイルばねの製造方法
16日前
高周波熱錬株式会社
加熱処理装置
1か月前
JFEスチール株式会社
高炉操業方法
1か月前
株式会社プロテリアル
析出硬化型マルテンサイト系ステンレス鋼の製造方法
1か月前
東京窯業株式会社
環流管と浸漬管との連結方法および連結構造
1か月前
富士電子工業株式会社
ワーク固定治具及びそれを備えた焼き入れ装置
2か月前
JFEスチール株式会社
転炉の操業方法
16日前
スチールプランテック株式会社
転炉排ガス処理設備及び転炉排ガス処理方法
2か月前
JFEスチール株式会社
微粉炭の製造装置及び製造方法
3日前
JFEスチール株式会社
高炉ガス流判定方法、高炉設備、および、高炉操業方法
1か月前
JFEスチール株式会社
転炉型の精錬炉の排滓方法及び転炉の操業方法
2日前
日本製鉄株式会社
電気炉のスラグ流出量推定システム及び電気炉における精錬方法
1か月前
JFEスチール株式会社
還元鉄の製造方法
23日前
株式会社神戸製鋼所
転炉型精錬容器における溶銑の脱Si処理および脱りん処理方法
17日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ