TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024059093
公報種別
公開特許公報(A)
公開日
2024-04-30
出願番号
2023174956
出願日
2023-10-10
発明の名称
金属精錬における中間排滓方法
出願人
JFEスチール株式会社
代理人
個人
主分類
C21C
5/46 20060101AFI20240422BHJP(鉄冶金)
要約
【課題】転炉型精錬炉を傾動させて中間排滓するに際し、溶融金属の歩留りを低下させることなく、所定の量の溶融スラグを炉から短時間で速やかに排出することができる中間排滓方法を提供する。
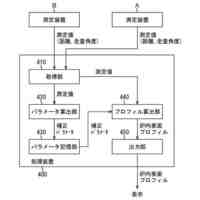
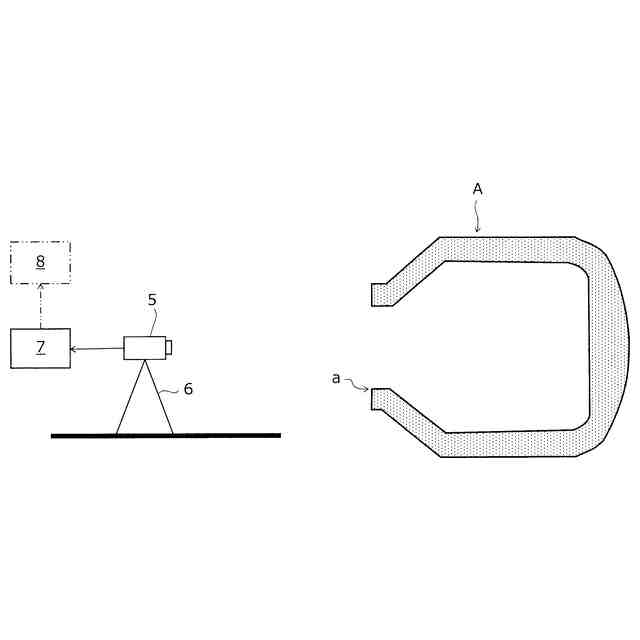
【解決手段】転炉型精錬炉を用いた金属精錬の中間排滓において炉体を傾動させる際に、実測した転炉型精錬炉の耐火物形状(但し、付着地金がある場合の耐火物形状を含む。)、好ましくは炉内形状または/および炉口形状を基に炉体の傾動角を制御する。転炉型精錬炉の耐火物形状を実測する際には、非接触型距離計による計測値または/および撮像装置による画像によりプロファイル測定を行う。
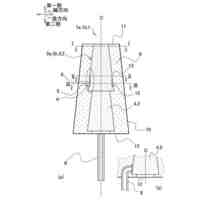
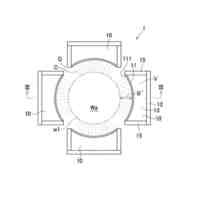
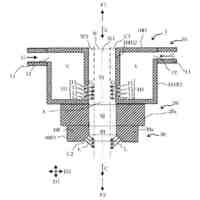
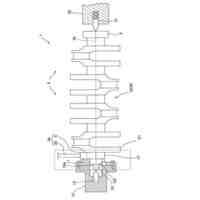
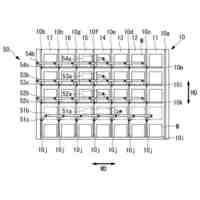
【選択図】図3
特許請求の範囲
【請求項1】
転炉型精錬炉(A)を用いた金属精錬における中間排滓工程において、炉体を傾動させることで溶融スラグの少なくとも一部を炉から排出するに際し、
実測した転炉型精錬炉(A)の耐火物形状(但し、付着地金がある場合の耐火物形状を含む。)を基に炉体の傾動角度を制御することを特徴とする金属精錬における中間排滓方法。
続きを表示(約 1,200 文字)
【請求項2】
実測した転炉型精錬炉(A)の耐火物形状が、炉内形状または/および炉口形状であることを特徴とする請求項1に記載の金属精錬における中間排滓方法。
【請求項3】
炉口形状は、付着地金を含む炉口形状であることを特徴とする請求項2に記載の金属精錬における中間排滓方法。
【請求項4】
転炉型精錬炉(A)の耐火物形状を実測するにあたっては、炉内形状を含む耐火物形状の測定と炉口形状のみの測定をそれぞれ行うとともに、炉内形状を含む耐火物形状の測定頻度を炉口形状のみの測定頻度よりも少なくすることを特徴とする請求項2または3に記載の金属精錬における中間排滓方法。
【請求項5】
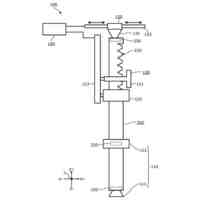
転炉型精錬炉(A)の耐火物形状を実測する際に、非接触型距離計による計測値または/および撮像装置による画像によりプロファイル測定を行うことを特徴とする請求項1~3のいずれかに記載の金属精錬における中間排滓方法。
【請求項6】
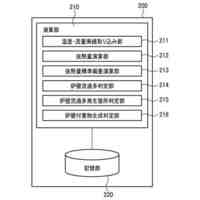
転炉型精錬炉(A)に投入した被精錬溶融物量および精錬剤量などに基づいて中間排滓時における炉内の溶融金属量と溶融スラグ量を算出し、この溶融金属量および溶融スラグ量と実測した耐火物形状に基づき、中間排滓の際に排滓が終了するときの炉体傾動角度である排滓終了角を求め、
中間排滓時には、前記排滓終了角に応じて炉体の傾動角度を制御することを特徴とする請求項1~3のいずれかに記載の金属精錬における中間排滓方法。
【請求項7】
転炉型精錬炉(A)に投入した被精錬溶融物量および精錬剤量などに基づいて中間排滓時における炉内の溶融金属量と溶融スラグ量を算出し、この溶融金属量および溶融スラグ量と実測した耐火物形状に基づき、中間排滓の際に排滓が開始するときの炉体傾動角度である排滓開始角と、排滓が終了するときの炉体傾動角度である排滓終了角を求め、
中間排滓時には、前記排滓開始角と排滓終了角に応じて炉体の傾動角度と傾動速度を制御することを特徴とする請求項1~3のいずれかに記載の金属精錬における中間排滓方法。
【請求項8】
中間排滓時には、炉体の傾動開始から排滓開始角に至るまでの傾動速度に較べて、排滓開始後の傾動速度を低くするとともに、排滓開始後は排滓終了角に近くなるにしたがって傾動速度を低下させ、排滓終了角にて一定時間保持することを特徴とする請求項7に記載の金属精錬における中間排滓方法。
【請求項9】
1つの転炉型精錬炉(A)を用い、中間排滓を挟んで脱珪処理と脱燐処理をこの順序で行う溶銑予備処理方法において、
請求項1~3のいずれかに記載の中間排滓方法により前記中間排滓を行うことを特徴とする溶銑予備処理方法。
【請求項10】
請求項9に記載の溶銑予備処理方法による溶銑予備処理を経て溶鋼を得ることを特徴とする溶鋼の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、転炉型精錬炉を用いた金属精錬において、溶融スラグの少なくとも一部を炉から排出する中間排滓方法に関するものである。
続きを表示(約 2,900 文字)
【背景技術】
【0002】
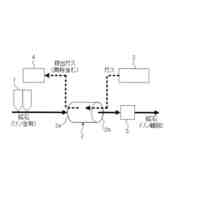
近年、鋼材に対する要求品質は益々厳格化しており、珪素や燐といった不純物元素の低減が求められている。このような要求に対応するため、製鉄所の製鋼工程では、溶銑の段階で予め予備処理を実施し、溶銑中の珪素や燐をある程度除去することが一般的になっている。このプロセスでは、転炉型精錬炉(以下、転炉という)内の溶銑に脱珪処理を実施した後、炉体を傾動させて炉内の溶融スラグ(脱珪スラグ)の少なくとも一部を排出する中間排滓を行い、その後、炉内にCaO系媒溶剤を投入して溶銑に脱燐処理を実施する。このプロセスでは、脱珪処理後の中間排滓において、如何に短時間で多くの脱珪スラグを排出できるかが、操業上の重要なポイントとなる。
【0003】
中間排滓において、脱珪スラグの排滓量を高めるために、例えば、炉体の傾動角度を大きくすると、脱珪スラグは多く排出されるが、脱珪スラグとともに溶銑も炉口から流出することになる。溶銑が流出することによって鉄の歩留りが低下してしまうため、むやみに炉体の傾動角度を大きくして中間排滓率を向上させることは好ましくない。
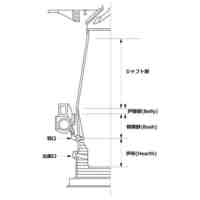
また、脱珪処理で発生する脱珪スラグの量が同じであっても、転炉内の耐火物形状(炉の使用によって損耗した耐火物の形状)によって脱珪スラグの湯面レベルが異なるため、脱珪スラグの排滓が開始される排滓開始角や排滓終了角(いずれも炉体の傾動角度)についても耐火物形状によって大きな違いを生じる。このため耐火物形状を考慮した中間排滓を行う必要がある。
従来技術として、例えば、特許文献1、2には、転炉炉回数で転炉の傾動角度を補正する方法が提案されている。また、特許文献3には、スラグの排滓が開始される傾動角度やスラグの全排出過程における精錬容器の最大傾動角度を用いて排出スラグの質量の推定を行う方法が提案されている。
【先行技術文献】
【特許文献】
【0004】
特開2007-308773号公報
特開2017-106110号公報
特開2018-119195号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1、2では、転炉炉回数による耐火物形状については言及されているものの、炉代ごとや転炉の部位ごとの耐火物形状については言及されていない。実際の転炉操業では、炉代や部位ごとに損耗挙動は大きく異なっており、これらの影響を無視することはできない。また、特許文献3の方法では、操業時の耐火物の形状を考慮できるものの、排滓挙動に大きな影響を及ぼす炉口近傍の耐火物形状については考慮しておらず、大きな誤差を生じる可能性がある。
以上のことから特許文献1、2や特許文献3などの従来技術を用いても、鉄の歩留りを低下させることなく、所定の量の脱珪スラグを転炉から短時間で速やかに排出することは難しい。
【0006】
したがって本発明の目的は、以上のような従来技術の課題を解決し、転炉型精錬炉を用いた金属精錬における中間排滓工程において、炉を傾動させることで溶融スラグの少なくとも一部を炉から排出するに際し、溶融金属の歩留りを低下させることなく、所定の量の溶融スラグを炉から短時間で速やかに排出することができる中間排滓方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明者らは、転炉型精錬炉における中間排滓工程おいて、転炉型精錬炉の耐火物形状が溶融スラグの排滓挙動に及ぼす影響について鋭意研究を行った結果、実測した耐火物形状を基に炉体の傾動角度を制御することで、溶融金属の歩留りを低下させることなく、所定の量の溶融スラグを炉から短時間で速やかに排出することが可能となることを見出した。
本発明は、このような知見に基づきなされたもので、以下を要旨とするものである。
【0008】
[1]転炉型精錬炉(A)を用いた金属精錬における中間排滓工程において、炉体を傾動させることで溶融スラグの少なくとも一部を炉から排出するに際し、
実測した転炉型精錬炉(A)の耐火物形状(但し、付着地金がある場合の耐火物形状を含む。)を基に炉体の傾動角度を制御することを特徴とする金属精錬における中間排滓方法。
[2]上記[1]の中間排滓方法において、実測した転炉型精錬炉(A)の耐火物形状が、炉内形状または/および炉口形状であることを特徴とする金属精錬における中間排滓方法。
[3]上記[2]の中間排滓方法において、炉口形状は、付着地金を含む炉口形状であることを特徴とする金属精錬における中間排滓方法。
[4]上記[2]または[3]の中間排滓方法において、転炉型精錬炉(A)の耐火物形状を実測するにあたっては、炉内形状を含む耐火物形状の測定と炉口形状のみの測定をそれぞれ行うとともに、炉内形状を含む耐火物形状の測定頻度を炉口形状のみの測定頻度よりも少なくすることを特徴とする金属精錬における中間排滓方法。
【0009】
[5]上記[1]~[4]のいずれかの中間排滓方法において、転炉型精錬炉(A)の耐火物形状を実測する際に、非接触型距離計による計測値または/および撮像装置による画像によりプロファイル測定を行うことを特徴とする金属精錬における中間排滓方法。
[6]上記[1]~[5]のいずれかの中間排滓方法において、転炉型精錬炉(A)に投入した被精錬溶融物量および精錬剤量などに基づいて中間排滓時における炉内の溶融金属量と溶融スラグ量を算出し、この溶融金属量および溶融スラグ量と実測した耐火物形状に基づき、中間排滓の際に排滓が終了するときの炉体傾動角度である排滓終了角を求め、
中間排滓時には、前記排滓終了角に応じて炉体の傾動角度を制御することを特徴とする金属精錬における中間排滓方法。
【0010】
[7]上記[1]~[5]のいずれかの中間排滓方法において、転炉型精錬炉(A)に投入した被精錬溶融物量および精錬剤量などに基づいて中間排滓時における炉内の溶融金属量と溶融スラグ量を算出し、この溶融金属量および溶融スラグ量と実測した耐火物形状に基づき、中間排滓の際に排滓が開始するときの炉体傾動角度である排滓開始角と、排滓が終了するときの炉体傾動角度である排滓終了角を求め、
中間排滓時には、前記排滓開始角と排滓終了角に応じて炉体の傾動角度と傾動速度を制御することを特徴とする金属精錬における中間排滓方法。
[8]上記[7]の中間排滓方法において、中間排滓時には、炉体の傾動開始から排滓開始角に至るまでの傾動速度に較べて、排滓開始後の傾動速度を低くするとともに、排滓開始後は排滓終了角に近くなるにしたがって傾動速度を低下させ、排滓終了角にて一定時間保持することを特徴とする金属精錬における中間排滓方法。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
製鋼用取鍋精錬炉
1か月前
株式会社プロテリアル
耐熱鋼の製造方法
今日
東京窯業株式会社
ガス吹き込みプラグ
2か月前
豊和工業株式会社
チャックボディの焼入れ方法
1か月前
株式会社神戸製鋼所
鉄源の製造方法
1か月前
株式会社ジェイテクト
焼入装置、および焼入方法
1か月前
日本製鉄株式会社
鉱石の脱リン方法
1か月前
高周波熱錬株式会社
冷却装置
2か月前
株式会社神戸製鋼所
銑鉄製造方法
2か月前
日本製鉄株式会社
配合計画支援方法
1か月前
合同会社KESS
直接還元鉄の製造設備及び製造方法
1か月前
株式会社神戸製鋼所
高窒素鋼の精錬方法
2か月前
JFEスチール株式会社
金属精錬における中間排滓方法
16日前
株式会社光栄
低熱膨張合金の製造方法および熱間鍛造部品
1か月前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
1日前
トヨタ自動車株式会社
焼入れ装置
1か月前
日本製鉄株式会社
バッチ式加熱炉の操業方法
1か月前
JFEスチール株式会社
方向性電磁鋼帯の製造方法
2か月前
大同プラント工業株式会社
熱処理方法及び熱処理炉
28日前
日本発條株式会社
コイルばねの製造方法
29日前
日本製鉄株式会社
低りん溶鉄製造方法
3日前
日本発條株式会社
コイルばねの製造方法
29日前
高周波熱錬株式会社
加熱処理装置
2か月前
日本製鉄株式会社
鉄源の溶解精錬方法
3日前
セージ セラピューティクス, インコーポレイテッド
19-ノルC3,3-二置換C21-N-ピラゾリルステロイドおよびその使用方法
2か月前
日本製鉄株式会社
鉄源の溶解精錬方法
3日前
日本発條株式会社
コイルばねの製造方法
29日前
株式会社プロテリアル
析出硬化型マルテンサイト系ステンレス鋼の製造方法
1か月前
JFEスチール株式会社
高炉操業方法
1か月前
東京窯業株式会社
環流管と浸漬管との連結方法および連結構造
2か月前
富士電子工業株式会社
ワーク固定治具及びそれを備えた焼き入れ装置
2か月前
JFEスチール株式会社
転炉の操業方法
29日前
JFEスチール株式会社
微粉炭の製造装置及び製造方法
16日前
JFEスチール株式会社
高炉ガス流判定方法、高炉設備、および、高炉操業方法
2か月前
JFEスチール株式会社
転炉型の精錬炉の排滓方法及び転炉の操業方法
15日前
栗田鑿岩機株式会社
マッド材供給装置およびマッド材供給装置の制御方法
今日
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ