TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024054700
公報種別
公開特許公報(A)
公開日
2024-04-17
出願番号
2022161108
出願日
2022-10-05
発明の名称
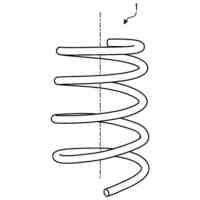
コイルばねの製造方法
出願人
日本発條株式会社
代理人
弁理士法人酒井国際特許事務所
主分類
C21D
9/02 20060101AFI20240410BHJP(鉄冶金)
要約
【課題】コイルばねの品質のばらつきを低減することができるコイルばねの製造方法を提供すること。
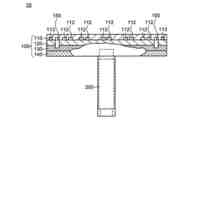
【解決手段】本発明に係るコイルばねの製造方法は、線材からなる母材を処理してなるコイルばねの製造方法であって、母材に対して冷間成形を行って、螺旋状をなす成形材を作製する冷間成形ステップと、成形材に対して焼入れを施す焼入れステップと、焼入れ後の成形材に対して通電加熱によって焼戻しを施す通電焼戻しステップと、を含み、通電焼戻しステップは、成形材への加熱開始から所定時間経過時までの第1通電期間と、所定時間経過時から加熱終了までの第2通電期間が設定され、第2通電期間における成形材の温度の上昇率は、第1通電期間における成形材の温度の上昇率よりも低い。
【選択図】図1
特許請求の範囲
【請求項1】
線材からなる母材を処理してなるコイルばねの製造方法であって、
前記母材に対して冷間成形を行って、螺旋状をなす成形材を作製する冷間成形ステップと、
前記成形材に対して焼入れを施す焼入れステップと、
前記焼入れ後の成形材に対して通電加熱によって焼戻しを施す通電焼戻しステップと、
を含み、
前記通電焼戻しステップは、
前記成形材への加熱開始から所定時間経過時までの第1通電期間と、前記所定時間経過時から加熱終了までの第2通電期間が設定され、
前記第2通電期間における前記成形材の温度の上昇率は、前記第1通電期間における前記成形材の温度の上昇率よりも低い、
ことを特徴とするコイルばねの製造方法。
続きを表示(約 510 文字)
【請求項2】
前記通電焼戻しステップは、前記第2通電期間の電流値を、前記第1通電期間の電流値よりも小さくする、
ことを特徴とする請求項1に記載のコイルばねの製造方法。
【請求項3】
前記通電焼戻しステップは、
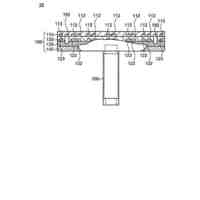
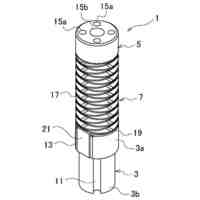
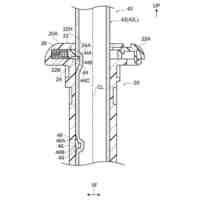
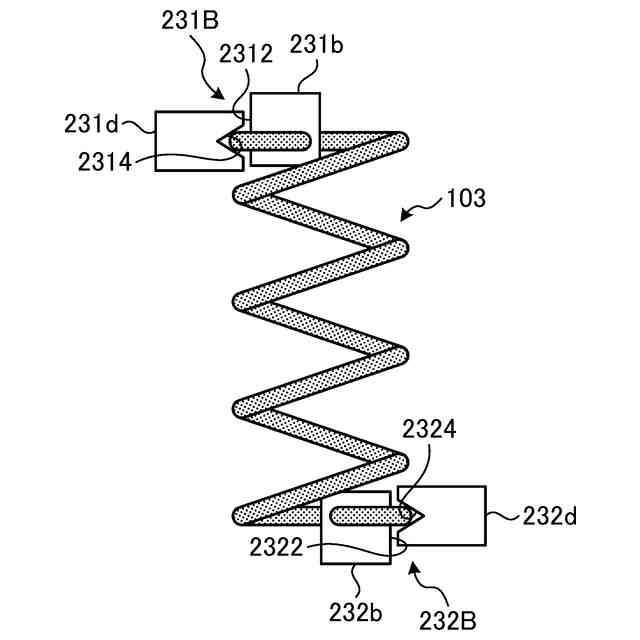
前記焼入れ後の成形材の一端を把持する第1通電部材と、前記焼入れ後の成形材の他端を把持する第2通電部材とによって前記成形材の両端が把持された状態で通電され、
前記第1および第2通電部材は、前記成形材の外周側に位置する第1把持部材と、前記成形材の内周側に位置し、前記第1把持部材とによって前記成形材を挟み込む第2把持部材であって、前記成形材と接触する面の曲率半径が、前記成形材の内周のなす曲率半径よりも小さく、前記第1把持部材とによって前記成形材を挟み込む第2把持部材と、によって前記成形材を把持する、
ことを特徴とする請求項1に記載のコイルばねの製造方法。
【請求項4】
前記焼入れステップの前に行われ、前記冷間成形後の成形材に対して通電加熱を行う通電加熱ステップ、
をさらに含むことを特徴とする請求項1に記載のコイルばねの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、コイルばねの製造方法に関するものである。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
従来、コイルばねを作製する工程では、熱間成形や冷間成形が採用される。このうち、熱間成形は、太い線材の成形が可能であるが、成形する形状の自由度が小さい。一方、冷間成形は、成形する形状の自由度が高いものの、太い線材の成形が困難であった。形状の自由度が高く、かつ太い線材の成形が可能な技術として、線材を冷間成形した後、焼入れ、焼戻し等の熱処理を行う技術が知られている(例えば、特許文献1を参照)。特許文献1では、冷間成形後のコイル状成形物(ワーク)の両端に電極を取り付けて通電することによって、熱処理を行う。
【先行技術文献】
【特許文献】
【0003】
特許第5574772号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、通電による熱処理時、ワークを短時間で加熱しようとすると、ワークに投入する電力量が大きくなり、ワークが目標温度に達するタイミングで通電を停止しても、ワークの温度が上昇し続けてしまう場合があった。この場合、加熱温度がワーク間でばらつき、作製されるコイルばねの品質もばらつくおそれがあった。
【0005】
本発明は、上記に鑑みてなされたものであって、コイルばねの品質のばらつきを低減することができるコイルばねの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上述した課題を解決し、目的を達成するために、本発明に係るコイルばねの製造方法は、線材からなる母材を処理してなるコイルばねの製造方法であって、前記母材に対して冷間成形を行って、螺旋状をなす成形材を作製する冷間成形ステップと、前記成形材に対して焼入れを施す焼入れステップと、前記焼入れ後の成形材に対して通電加熱によって焼戻しを施す通電焼戻しステップと、を含み、前記通電焼戻しステップは、前記成形材への加熱開始から所定時間経過時までの第1通電期間と、前記所定時間経過時から加熱終了までの第2通電期間が設定され、前記第2通電期間における前記成形材の温度の上昇率は、前記第1通電期間における前記成形材の温度の上昇率よりも低い、ことを特徴とする。
【0007】
また、本発明に係るコイルばねの製造方法は、上記発明において、前記第1および第2通電期間では、電流値または電圧値を制御し、前記通電焼戻しステップは、前記第2通電期間の電流値/電圧値を、前記第1通電期間の電流値/電圧値よりも小さくする、ことを特徴とする。
【0008】
また、本発明に係るコイルばねの製造方法は、上記発明において、前記通電焼戻しステップは、前記焼入れ後の成形材の一端を把持する第1通電部材と、前記焼入れ後の成形材の他端を把持する第2通電部材とによって前記成形材の両端が把持された状態で通電され、前記第1および第2通電部材は、前記成形材の外周側に位置する第1把持部材と、前記成形材の内周側に位置し、前記第1把持部材とによって前記成形材を挟み込む第2把持部材であって、前記成形材と接触する面の曲率半径が、前記成形材の内周のなす曲率半径よりも小さく、前記第1把持部材とによって前記成形材を挟み込む第2把持部材と、によって前記成形材を把持する、ことを特徴とする。
【0009】
また、本発明に係るコイルばねの製造方法は、上記発明において、前記焼入れステップの前に行われ、前記冷間成形後の成形材に対して通電加熱を行う通電加熱ステップ、をさらに含むことを特徴とする。
【発明の効果】
【0010】
本発明によれば、コイルばねの品質のばらつきを低減することができるという効果を奏する。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本発條株式会社
ステージ
21日前
日本発條株式会社
ステージ
21日前
日本発條株式会社
車両用シート
9日前
日本発條株式会社
車両用シート
9日前
日本発條株式会社
車両用シート
9日前
日本発條株式会社
車両用シート
9日前
日本発條株式会社
車両用シート
9日前
日本発條株式会社
車両用シート
9日前
日本発條株式会社
電気接続構造
今日
日本発條株式会社
車両用シート
24日前
日本発條株式会社
乗物用シート
27日前
日本発條株式会社
乗物用シート
2日前
日本発條株式会社
車両用シート
1か月前
日本発條株式会社
車両用シート
1か月前
日本発條株式会社
車両用シート
1日前
日本発條株式会社
加工品仕分装置
22日前
日本発條株式会社
コイルばねの製造方法
15日前
日本発條株式会社
コイルばねの製造方法
15日前
日本発條株式会社
コイルばねの製造方法
15日前
日本発條株式会社
筒状部材の防錆処理方法
15日前
日本発條株式会社
積層鉄心及びその製造方法
今日
日本発條株式会社
接合用ろう材および接合体
27日前
日本発條株式会社
屈曲構造体及びその半製品
17日前
日本発條株式会社
屈曲構造体及びワッシャー
27日前
日本発條株式会社
乗物用シート及び製造方法
27日前
日本発條株式会社
バックボードの取り付け構造
1か月前
日本発條株式会社
車両用シート及びばね組立体
24日前
日本発條株式会社
アームレスト及び車両用シート
2日前
日本発條株式会社
シートパッド及びその製造方法
2日前
日本発條株式会社
流体塗布装置及び流体塗布方法
14日前
日本発條株式会社
アクチュエータ及び車両用シート
7日前
日本発條株式会社
ハンドレスト装置及び乗員支持装置
8日前
日本発條株式会社
シートクッション及び車両用シート
1か月前
日本発條株式会社
積層構造体および積層構造体の製造方法
15日前
日本発條株式会社
ヘッドレストステー及びその抜け止め構造
1か月前
日本発條株式会社
易洗性連続通気型スポンジ、および易洗性化粧用パフ
21日前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ