TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024054699
公報種別
公開特許公報(A)
公開日
2024-04-17
出願番号
2022161107
出願日
2022-10-05
発明の名称
コイルばねの製造方法
出願人
日本発條株式会社
代理人
弁理士法人酒井国際特許事務所
主分類
C21D
9/02 20060101AFI20240410BHJP(鉄冶金)
要約
【課題】複数種の形状のコイルばねを作製する際の生産性の低下を抑制することができるコイルばねの製造方法を提供すること。
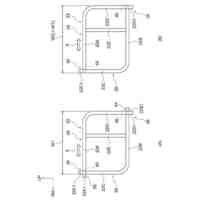
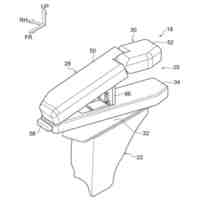
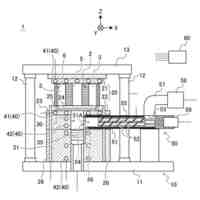
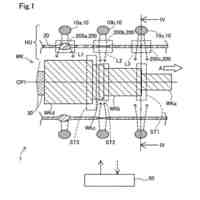
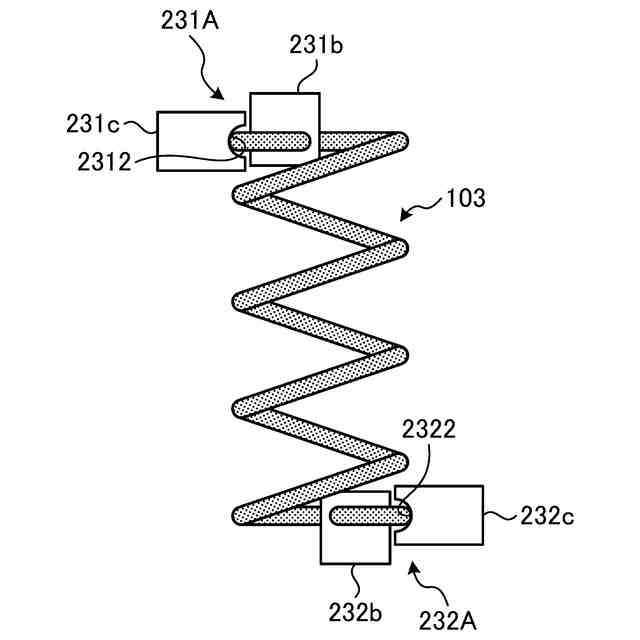
【解決手段】本発明に係るコイルばねの製造方法は、母材に対して冷間成形を行って、螺旋状をなす成形材を作製する冷間成形ステップと、成形材に対して焼入れを施す焼入れステップと、焼入れ後の成形材に対して通電加熱によって焼戻しを施す通電焼戻しステップと、を含み、通電焼戻しステップは、焼入れ後の成形材の一端を把持する第1通電部材と、焼入れ後の成形材の他端を把持する第2通電部材とによって成形材の両端が把持された状態で通電され、第1および第2通電部材は、第1把持部材と、第1把持部材とによって成形材を挟み込む第2把持部材であって、成形材と接触する面の曲率半径が、成形材の内周のなす曲率半径よりも小さく、第1把持部材とによって成形材を挟み込む第2把持部材と、によって成形材を把持する。
【選択図】図1
特許請求の範囲
【請求項1】
線材からなる母材を処理してなるコイルばねの製造方法であって、
前記母材に対して冷間成形を行って、螺旋状をなす成形材を作製する冷間成形ステップと、
前記成形材に対して焼入れを施す焼入れステップと、
前記焼入れ後の成形材に対して通電加熱によって焼戻しを施す通電焼戻しステップと、
を含み、
前記通電焼戻しステップは、
前記焼入れ後の成形材の一端を把持する第1通電部材と、前記焼入れ後の成形材の他端を把持する第2通電部材とによって前記成形材の両端が把持された状態で通電され、
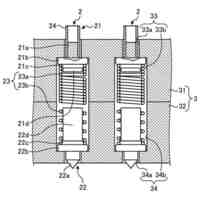
前記第1および第2通電部材は、前記成形材の外周側に位置する第1把持部材と、前記成形材の内周側に位置し、前記第1把持部材とによって前記成形材を挟み込む第2把持部材であって、前記成形材と接触する面の曲率半径が、前記成形材の内周のなす曲率半径よりも小さく、前記第1把持部材とによって前記成形材を挟み込む第2把持部材と、によって前記成形材を把持する、
ことを特徴とするコイルばねの製造方法。
続きを表示(約 700 文字)
【請求項2】
前記第1把持部材は、前記成形材と接触する面に設けられる平面状をなす平面部を有し、
前記通電焼戻しステップは、前記第1把持部材の前記平面部と、前記第2把持部材の外周曲面とによって前記成形材を把持し、該成形材を通電加熱する、
ことを特徴とする請求項1に記載のコイルばねの製造方法。
【請求項3】
前記第1把持部材は、前記成形材と接触する面に設けられ、凹状に湾曲してなる湾曲面であって、湾曲面の曲率半径が前記成形材の線材径よりも大きい湾曲面を有し、
前記通電焼戻しステップは、前記第1把持部材の前記湾曲面と、前記第2把持部材の外周曲面とによって前記成形材を把持し、該成形材を通電加熱する、
ことを特徴とする請求項1に記載のコイルばねの製造方法。
【請求項4】
前記第1把持部材は、前記成形材と接触する面に設けられ、V字状の溝形状をなす溝部を有し、
前記通電焼戻しステップは、前記第1把持部材の前記溝部と、前記第2把持部材の外周曲面とによって前記成形材を把持し、該成形材を通電加熱する、
ことを特徴とする請求項1に記載のコイルばねの製造方法。
【請求項5】
前記通電焼戻しステップは、温度上昇率を段階的に変えて前記成形材を加熱する、
ことを特徴とする請求項1に記載のコイルばねの製造方法。
【請求項6】
前記焼入れステップの前に行われ、前記冷間成形後の成形材に対して通電加熱を行う通電加熱ステップ、
をさらに含むことを特徴とする請求項1に記載のコイルばねの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、コイルばねの製造方法に関するものである。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
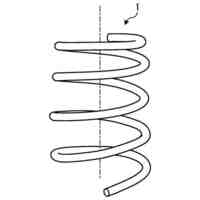
従来、コイルばねを作製する工程では、熱間成形や冷間成形が採用される。このうち、熱間成形は、太い線材の成形が可能であるが、成形する形状の自由度が小さい。一方、冷間成形は、成形する形状の自由度が高いものの、太い線材の成形が困難であった。形状の自由度が高く、かつ太い線材の成形が可能な技術として、線材を冷間成形した後、焼入れ、焼戻し等の熱処理を行う技術が知られている(例えば、特許文献1を参照)。特許文献1では、冷間成形後のコイル状成形物(ワーク)の両端に電極を取り付けて通電することによって、熱処理を行う。
【先行技術文献】
【特許文献】
【0003】
特許第5574772号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1では、電極部に、ワークの表面性状に倣った接触面を形成しており、ワークの形状(線形やコイル径)ごとに電極部を作製する必要があった。このため、様々な形状のコイルばねを作製するうえで、用意すべき電極部の種類が多くなり、治工具が増えたり、製造に係る段取り回数が増加したりして、複数種の形状のコイルばねを作製する生産性が低下するという問題があった。
【0005】
本発明は、上記に鑑みてなされたものであって、複数種の形状のコイルばねを作製する際の生産性の低下を抑制することができるコイルばねの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上述した課題を解決し、目的を達成するために、本発明に係るコイルばねの製造方法は、線材からなる母材を処理してなるコイルばねの製造方法であって、前記母材に対して冷間成形を行って、螺旋状をなす成形材を作製する冷間成形ステップと、前記成形材に対して焼入れを施す焼入れステップと、前記焼入れ後の成形材に対して通電加熱によって焼戻しを施す通電焼戻しステップと、を含み、前記通電焼戻しステップは、前記焼入れ後の成形材の一端を把持する第1通電部材と、前記焼入れ後の成形材の他端を把持する第2通電部材とによって前記成形材の両端が把持された状態で通電され、前記第1および第2通電部材は、前記成形材の外周側に位置する第1把持部材と、前記成形材の内周側に位置し、前記第1把持部材とによって前記成形材を挟み込む第2把持部材であって、前記成形材と接触する面の曲率半径が、前記成形材の内周のなす曲率半径よりも小さく、前記第1把持部材とによって前記成形材を挟み込む第2把持部材と、によって前記成形材を把持する、ことを特徴とする。
【0007】
また、本発明に係るコイルばねの製造方法は、上記発明において、前記第1把持部材は、前記成形材と接触する面に設けられる平面状をなす平面部を有し、前記通電焼戻しステップは、前記第1把持部材の前記平面部と、前記第2把持部材の外周曲面とによって前記成形材を把持し、該成形材を通電加熱する、ことを特徴とする。
【0008】
また、本発明に係るコイルばねの製造方法は、上記発明において、前記第1把持部材は、前記成形材と接触する面に設けられ、凹状に湾曲してなる湾曲面であって、湾曲面の曲率半径が前記成形材の線材径よりも大きい湾曲面を有し、前記通電焼戻しステップは、前記第1把持部材の前記湾曲面と、前記第2把持部材の外周曲面とによって前記成形材を把持し、該成形材を通電加熱する、ことを特徴とする。
【0009】
また、本発明に係るコイルばねの製造方法は、上記発明において、前記第1把持部材は、前記成形材と接触する面に設けられ、V字状の溝形状をなす溝部を有し、前記通電焼戻しステップは、前記第1把持部材の前記溝部と、前記第2把持部材の外周曲面とによって前記成形材を把持し、該成形材を通電加熱する、ことを特徴とする。
【0010】
また、本発明に係るコイルばねの製造方法は、上記発明において、前記通電焼戻しステップは、温度上昇率を段階的に変えて前記成形材を加熱する、ことを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本発條株式会社
電気接続構造
今日
日本発條株式会社
車両用シート
9日前
日本発條株式会社
車両用シート
1日前
日本発條株式会社
乗物用シート
2日前
日本発條株式会社
車両用シート
9日前
日本発條株式会社
車両用シート
9日前
日本発條株式会社
車両用シート
9日前
日本発條株式会社
車両用シート
9日前
日本発條株式会社
車両用シート
9日前
日本発條株式会社
積層鉄心及びその製造方法
今日
日本発條株式会社
アームレスト及び車両用シート
2日前
日本発條株式会社
シートパッド及びその製造方法
2日前
日本発條株式会社
アクチュエータ及び車両用シート
7日前
日本発條株式会社
ハンドレスト装置及び乗員支持装置
8日前
日本発條株式会社
シートパッド、シートパッド組立体及び車両用シート
8日前
日本発條株式会社
車両用シートのエアサスペンション装置及びその製造方法
9日前
日本発條株式会社
コンタクトプローブ
13日前
日本発條株式会社
モータコアの製造装置及びモータコアの製造方法
13日前
個人
製鋼用取鍋精錬炉
1か月前
豊和工業株式会社
チャックボディの焼入れ方法
24日前
株式会社神戸製鋼所
鉄源の製造方法
1か月前
株式会社ジェイテクト
焼入装置、および焼入方法
17日前
日本製鉄株式会社
鉱石の脱リン方法
1か月前
合同会社KESS
直接還元鉄の製造設備及び製造方法
24日前
日本製鉄株式会社
配合計画支援方法
1か月前
株式会社神戸製鋼所
銑鉄製造方法
1か月前
株式会社神戸製鋼所
高窒素鋼の精錬方法
1か月前
JFEスチール株式会社
金属精錬における中間排滓方法
2日前
株式会社光栄
低熱膨張合金の製造方法および熱間鍛造部品
27日前
トヨタ自動車株式会社
焼入れ装置
1か月前
日本製鉄株式会社
バッチ式加熱炉の操業方法
24日前
大同プラント工業株式会社
熱処理方法及び熱処理炉
14日前
JFEスチール株式会社
方向性電磁鋼帯の製造方法
1か月前
日本発條株式会社
コイルばねの製造方法
15日前
日本発條株式会社
コイルばねの製造方法
15日前
日本発條株式会社
コイルばねの製造方法
15日前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ