TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024056023
公報種別
公開特許公報(A)
公開日
2024-04-19
出願番号
2024034370,2023553135
出願日
2024-03-06,2023-03-31
発明の名称
モータコアの製造装置及びモータコアの製造方法
出願人
日本発條株式会社
代理人
弁理士法人太陽国際特許事務所
主分類
H02K
15/12 20060101AFI20240412BHJP(電力の発電,変換,配電)
要約
【課題】樹脂組成物のロスを抑えることが可能な、モータコアの製造装置及びモータコアの製造方法を提供すること。
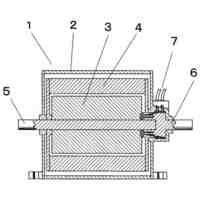
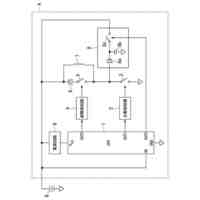
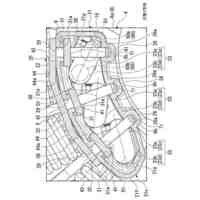
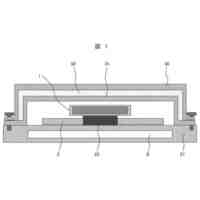
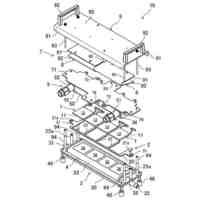
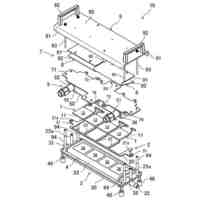
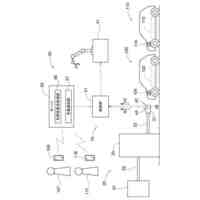
【解決手段】本開示のモータコアの製造装置は、樹脂充填部含むモータコアを保持する金型と、前記金型に形成されその一端部が前記樹脂充填部に連通する樹脂組成物充填路に連通するチャンバと、前記チャンバに搬送された樹脂組成物を前記樹脂組成物充填路に向けて搬送するプランジャと、前記金型内、あるいは前記金型内及び前記チャンバの周囲に配設された第1の加熱器と、予め計測された量の前記樹脂組成物を前記チャンバに投入するために、前記チャンバへ向けて前記樹脂組成物を混練しつつ搬送する押出機と、を含むものである。
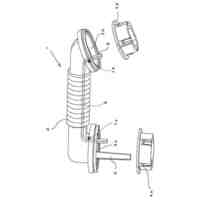
【選択図】図1
特許請求の範囲
【請求項1】
樹脂充填部を含むモータコアを保持する金型と、
前記金型に形成されその一端部が前記樹脂充填部に連通する樹脂組成物充填路に連通するチャンバと、
前記チャンバに搬送された樹脂組成物を前記樹脂組成物充填路に向けて搬送するプランジャと、
前記金型内、又は前記金型内及び前記チャンバの周囲に配設された第1の加熱器と、
予め計測された量の前記樹脂組成物を前記チャンバに投入するために、前記チャンバへ向けて前記樹脂組成物を混練しつつ搬送する押出機と、を備える、
モータコアの製造装置。
続きを表示(約 1,100 文字)
【請求項2】
前記押出機は、前記樹脂組成物を搬送する押出搬送路と、前記押出搬送路の周囲に配設されて前記押出搬送路内を搬送される前記樹脂組成物を加熱する第2の加熱器と、を備える、
請求項1に記載のモータコアの製造装置。
【請求項3】
前記第2の加熱器は、前記押出搬送路内を搬送される前記樹脂組成物を70~100℃に加熱する、
請求項2に記載のモータコアの製造装置。
【請求項4】
前記押出機は、前記樹脂組成物を搬送する押出搬送路内に配設されて、前記樹脂組成物を混練しつつ搬送するスクリューを備える、
請求項1乃至請求項3のいずれか1項に記載のモータの製造装置。
【請求項5】
前記金型は、前記モータコアの上部を支持する上型と、前記モータコアの下部を支持する下型とを備え、前記下型は、前記樹脂組成物充填路が形成された複数のステージと、前記複数のステージのうちの一のステージを前記上型に対向する位置に配設させる移送ユニットと、を備える、
請求項1乃至請求項4のいずれか1項に記載のモータコアの製造装置。
【請求項6】
モータコアの樹脂充填部に充填する樹脂組成物充填量を計測する工程と、
樹脂組成物充填路が形成された金型内に、前記樹脂組成物充填路と前記樹脂充填部とが連通するように前記モータコアを保持する工程と、
樹脂組成物を搬送可能な押出機を用いて、計測された前記樹脂組成物充填量の前記樹脂組成物を前記樹脂組成物充填路に連通するチャンバへ向けて搬送する工程と、
前記チャンバ内を移動可能なプランジャを動作させて、前記チャンバ内の軟化された前記樹脂組成物を前記樹脂充填部内へ充填する工程と、
前記樹脂充填部内に充填された前記軟化された樹脂組成物を硬化させる工程と、を備える、
モータコアの製造方法。
【請求項7】
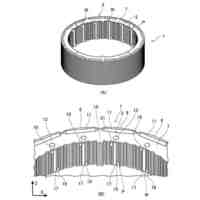
前記モータコアは、ロータコアで構成され、前記樹脂充填部は、内部に永久磁石が挿入可能な、前記ロータコアの軸心方向に沿って形成された1乃至複数のスロット部で構成され、
前記ロータコアの前記スロット部内に前記永久磁石を挿入する工程をさらに備える、
請求項6に記載のモータコアの製造方法。
【請求項8】
前記押出機内を搬送される前記樹脂組成物を加熱する工程をさらに備える、
請求項6又は請求項7に記載のモータコアの製造方法。
【請求項9】
前記金型及び前記モータコアの少なくとも一方を予熱する工程をさらに備える、
請求項6乃至請求項8のいずれか1項に記載のモータコアの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、モータコアの製造装置及びモータコアの製造方法に関するものである。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
回転電機には、モータコア、例えばロータコアに永久磁石を取り付けたものがある。このように、モータコアに永久磁石を取り付ける場合には、モータコアに設けられたスロット内に永久磁石を挿入した後、周囲に樹脂組成物を充填し硬化させる方法が知られている(例えば特開2013-009453号公報参照)。
【0003】
特開2013-009453号公報には、ロータコアのスロット内に樹脂組成物を充填する際、事前に成型された所定の大きさの樹脂タブレットをポットに投入し、ポット内で加熱することで充填前に軟化・溶融させているものが記載されている。
【発明の概要】
【発明が解決しようとする課題】
【0004】
特開2013-009453号公報に記載された装置においては、スロット内に充填される樹脂が不足しないように、製品の寸法公差等をも考慮して規定の充填量よりも多めに樹脂を用意しておくのが通常であるが、当該寸法公差が小さい場合には樹脂のムダが多くなってしまう。また、モータコアは様々な形状が採用されており、それにより磁石が挿入されるスロット形状も様々な形状を取り得るため、異なる車種でスロット形状が同じ形状になることはほとんどない。したがって、各モータコアに最適なサイズの樹脂タブレットを準備しようとすれば、保管スペースの確保等が必要となり管理コストが高くなる。また多種の樹脂タブレットの管理が煩雑になる等の問題もある。
【0005】
本開示は、上述した課題に鑑み、樹脂組成物のロスを抑えることが可能な、モータコアの製造装置及びモータコアの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するために、本開示の第1の態様に係るモータコアの製造装置は、樹脂充填部を含むモータコアを保持する金型と、前記金型に形成されその一端部が前記樹脂充填部に連通する樹脂組成物充填路に連通するチャンバと、前記チャンバに搬送された樹脂組成物を前記樹脂組成物充填路に向けて搬送するプランジャと、前記金型内、又は前記金型内及び前記チャンバの周囲に配設された第1の加熱器と、予め計測された量の前記樹脂組成物を前記チャンバに投入するために、前記チャンバへ向けて前記樹脂組成物を混練しつつ搬送する押出機と、を含むものである。
【0007】
上記のようなモータコアの製造装置においては、チャンバに投入する樹脂組成物として事前に成型されたタブレット状のものを用いないため、樹脂組成物のロスを抑制することができ、また、供給量の制御を容易に変更することができる。
【0008】
本開示の第2の態様に係るモータコアの製造装置は、上記本開示の第1の態様に係るモータコアの製造装置において、前記押出機は、前記樹脂組成物を搬送する押出搬送路と、前記押出搬送路の周囲に配設されて前記押出搬送路内を搬送される前記の樹脂組成物を加熱する第2の加熱器と、を含む。
【0009】
上記のようなモータコアの製造装置においては、チャンバに投入する前の樹脂組成物、具体的には粉状あるいはペースト状の樹脂組成物を加熱することで、チャンバ内で軟化するために要する時間を短縮あるいは省略でき、生産効率を向上させることができる。また、チャンバ内の樹脂組成物の均一な加熱が可能となる。
【0010】
本開示の第3の態様に係るモータコアの製造装置は、上記本開示の第2の態様に係るモータコアの製造装置において、前記第2の加熱器は、前記押出搬送路内を搬送される前記樹脂組成物を70~100℃に加熱する。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
個人
2軸モーター
6日前
個人
バッテリーの補助装置
14日前
個人
磁力のみを動力とするモーター
15日前
日産自動車株式会社
発電装置
14日前
トヨタ自動車株式会社
モータ
今日
富士電機株式会社
電力変換装置
2日前
株式会社ミツバ
制動装置
7日前
株式会社ミツバ
回転電機
1日前
オムロン株式会社
電力変換装置
7日前
個人
非対称鏡像力駆動型の静電発電機
2日前
株式会社ミツバ
回転電機
14日前
株式会社ミツバ
回転電機
14日前
ヴィガラクス株式会社
電気供給システム
8日前
富士電機株式会社
半導体モジュール
7日前
矢崎総業株式会社
電気接続箱
8日前
ニチコン株式会社
電源装置
14日前
個人
超電導ロータリー式発電原動機
7日前
株式会社ダイヘン
双方向コンバータ
1日前
トヨタ自動車株式会社
駆動装置
8日前
株式会社デンソー
電力変換装置
8日前
株式会社日立製作所
電気機器
14日前
株式会社日立製作所
電気機器
14日前
株式会社デンソー
電力変換装置
8日前
トヨタ紡織株式会社
ロータの製造方法
15日前
ボーンズ株式会社
放電回路
14日前
ダイハツ工業株式会社
グロメット
7日前
株式会社テイエルブイ
発電装置
8日前
株式会社ダイフク
非接触給電設備
8日前
住友電装株式会社
配線部材
9日前
株式会社テイエルブイ
発電装置及び蒸気システム
8日前
トヨタホーム株式会社
建物の給電システム
2日前
株式会社明電舎
直流負荷装置
2日前
トヨタ自動車株式会社
ロータのバランス調整方法
今日
株式会社テイエルブイ
発電装置及び蒸気システム
8日前
株式会社アイシン
給電補助システム
7日前
日本発條株式会社
積層鉄心及びその製造方法
今日
続きを見る
他の特許を見る









 特許ウォッチ
特許ウォッチ