TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024054586
公報種別
公開特許公報(A)
公開日
2024-04-17
出願番号
2022160899
出願日
2022-10-05
発明の名称
ロータの製造方法
出願人
トヨタ紡織株式会社
代理人
個人
,
個人
主分類
H02K
15/03 20060101AFI20240410BHJP(電力の発電,変換,配電)
要約
【課題】高い生産効率で複数種類のロータを製造することができるロータの製造方法を提供する。
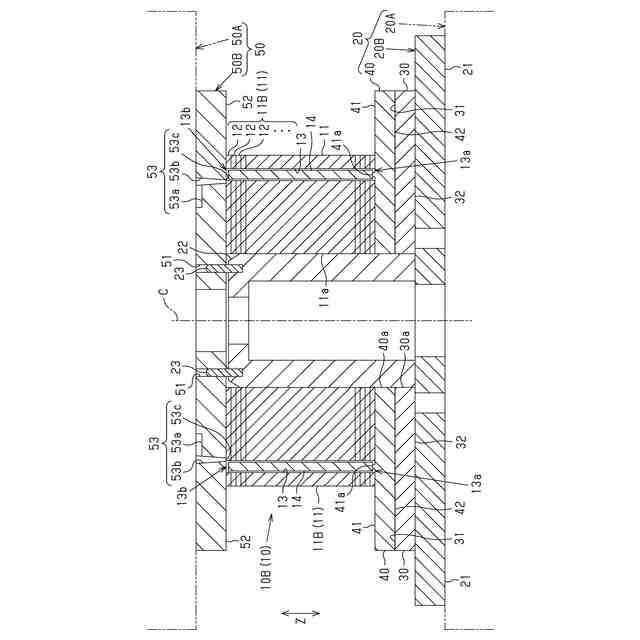
【解決手段】ロータ10の製造方法は、対向して配置された第1型部20と第2型部50との間に複数の磁石収容孔13を有する第1コアを配置するとともに各磁石収容孔13に磁石14を収容した状態で樹脂材を充填して磁石14を固定する。第1型部20は、第1コアに隣接して配置されるワークスペーサ40と、ワークスペーサ40における第1コア側とは反対側に隣接して配置される基部21とを有する。第1型部20と第2型部50とが対向する対向方向Zの長さを第1コアよりも短くした第2コア11Bを第1コアの代わりに用いてロータ10を製造する場合には、ワークスペーサ40と基部21との間に対向方向Zにおける第1コアと第2コア11Bとの長さの差を補う調整部材30を配置する。
【選択図】図5
特許請求の範囲
【請求項1】
対向して配置された第1型部と第2型部との間に複数の磁石収容孔を有する第1コアを配置するとともに複数の前記磁石収容孔の各々に磁石を収容した状態で、複数の前記磁石収容孔の各々に樹脂材を充填して前記磁石を固定することによりロータを製造するロータの製造方法であって、
前記第1型部は、前記第1コアに隣接して配置されるワークスペーサと、前記ワークスペーサにおける前記第1コア側とは反対側に隣接して配置されるベース部材とを有し、
前記第1型部と前記第2型部とが対向する方向である対向方向の長さを前記第1コアよりも短くした第2コアを前記第1コアの代わりに用いて前記ロータを製造する場合には、前記ワークスペーサと前記ベース部材との間に、前記対向方向における前記第1コアと前記第2コアとの長さの差を補う調整部材を配置することを特徴とするロータの製造方法。
続きを表示(約 150 文字)
【請求項2】
前記調整部材は、前記対向方向において前記第2コアの全体が重なるように構成されていることを特徴とする請求項1に記載のロータの製造方法。
【請求項3】
前記調整部材は、前記対向方向から見て多角形状をなしていることを特徴とする請求項1または請求項2に記載のロータの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、磁石埋込型モータのロータの製造方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
磁石埋込型モータのロータは、複数の鉄心片が積層された構造のコアを有する。コアは、鉄心片の積層方向において貫通する複数の磁石収容孔を有している。磁石収容孔の各々には、磁石を収容した状態で樹脂材を充填することにより、磁石が固定されている。
【0003】
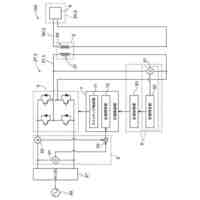
こうしたロータの製造装置としては、従来、例えば特許文献1に示すものが知られている。この特許文献1に記載のロータの製造装置は、コアを間に挟む態様で対向して配置される第1型部及び第2型部を備えている。第1型部及び第2型部のうちの一方は、樹脂材の充填のための充填口を有している。この製造装置では、複数の磁石収容孔の各々に磁石が収容された状態のコアが第1型部と第2型部との間に配置される。そして、この状態で複数の磁石収容孔の各々に樹脂材が充填されることにより、磁石が固定される。
【先行技術文献】
【特許文献】
【0004】
特開2015-100157号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ロータの製造に用いられるコアとしては、鉄心片の積層枚数が異なる複数種類のものがある。すなわち、コアには、鉄心片の積層方向の長さが異なる複数種類のものがある。こうした長さの異なるコアを用いた複数種類のロータの製造は、用いるコアに合わせてそれぞれ専用の製造装置を用意したり、用いるコアに合わせて毎回製造装置の設定や条件等を変更したりして行う必要がある。このような製造装置に関する制限が、ロータの製造にかかる生産効率の低下を招く一因になっている。
【課題を解決するための手段】
【0006】
以下、上記課題を解決するための手段及びその作用効果について記載する。
上記課題を解決するロータの製造方法は、対向して配置された第1型部と第2型部との間に複数の磁石収容孔を有する第1コアを配置するとともに複数の前記磁石収容孔の各々に磁石を収容した状態で、複数の前記磁石収容孔の各々に樹脂材を充填して前記磁石を固定することによりロータを製造するロータの製造方法であって、前記第1型部は、前記第1コアに隣接して配置されるワークスペーサと、前記ワークスペーサにおける前記第1コア側とは反対側に隣接して配置されるベース部材とを有し、前記第1型部と前記第2型部とが対向する方向である対向方向の長さを前記第1コアよりも短くした第2コアを前記第1コアの代わりに用いて前記ロータを製造する場合には、前記ワークスペーサと前記ベース部材との間に、前記対向方向における前記第1コアと前記第2コアとの長さの差を補う調整部材を配置することを要旨とする。
【0007】
上記製造方法によれば、第2コアを用いてロータを製造する場合に、ワークスペーサとベース部材との間に調整部材を配置することで、第1コアを用いてロータを製造する製造装置をそのまま使うことができる。このため、第2コアを用いてロータを製造するための製造装置を別途用意したり第1コアを用いる場合と第2コアを用いる場合との間でロータの製造装置の設定を変更したりしなくても、長さの異なるコアを用いた複数種類のロータを製造することができる。したがって、高い生産効率で複数種類のロータを製造することができる。
【図面の簡単な説明】
【0008】
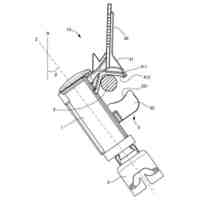
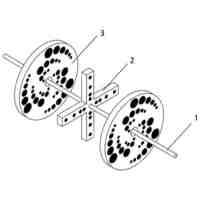
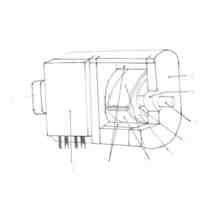
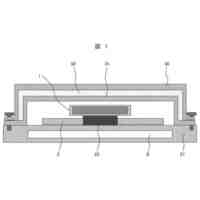
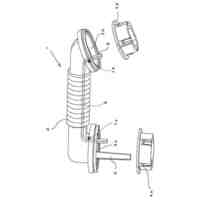
一実施形態の製造方法によって製造されるロータの斜視図である。
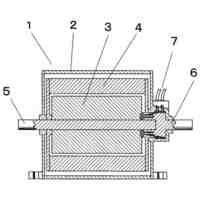
第1コアを用いて製造されたロータの断面図である。
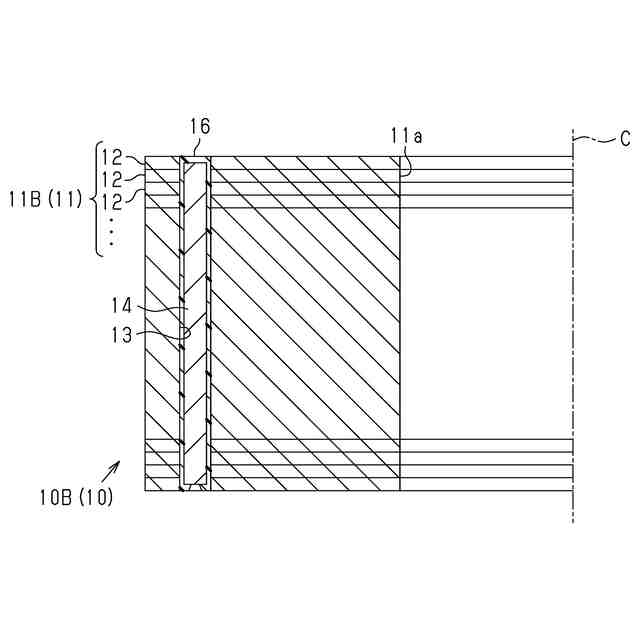
第2コアを用いて製造されたロータの断面図である。
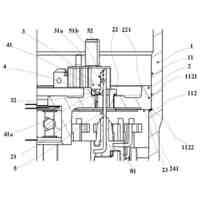
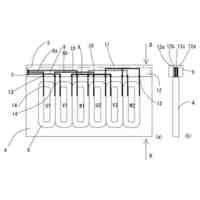
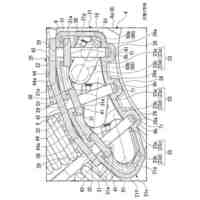
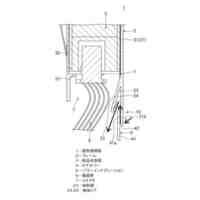
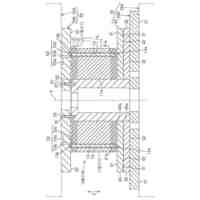
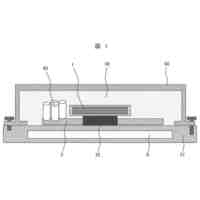
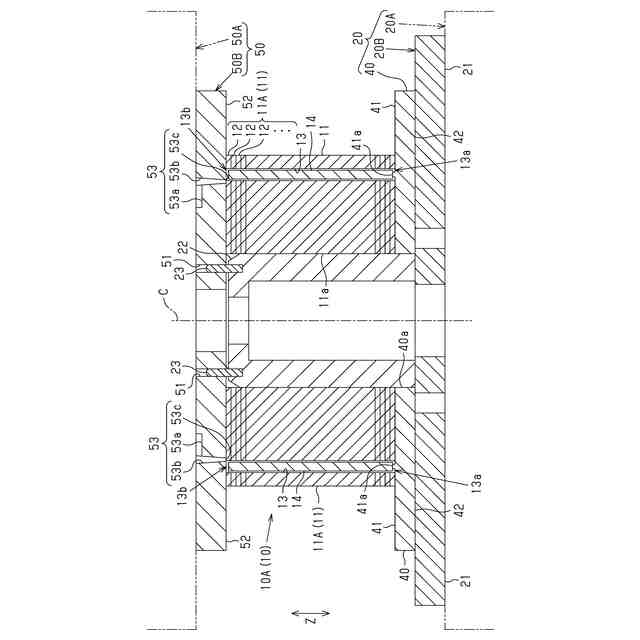
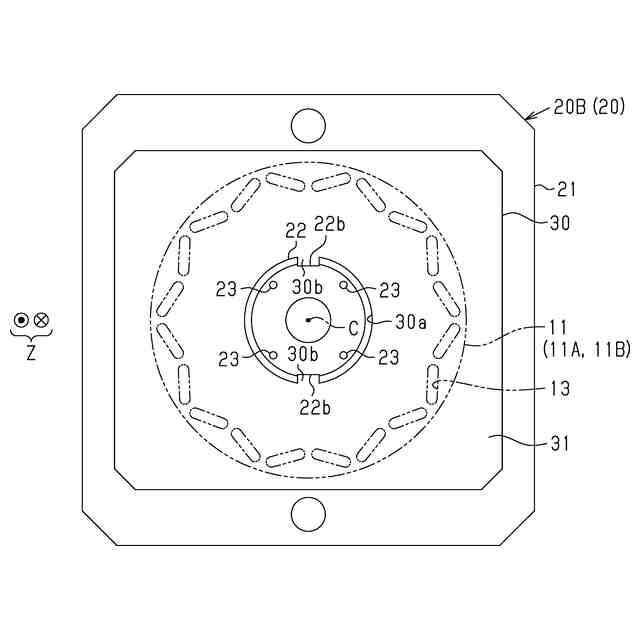
製造装置に第1コアをセットしたときの状態を示す断面図である。
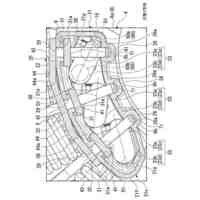
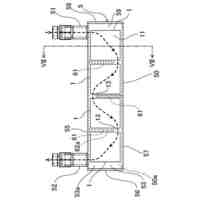
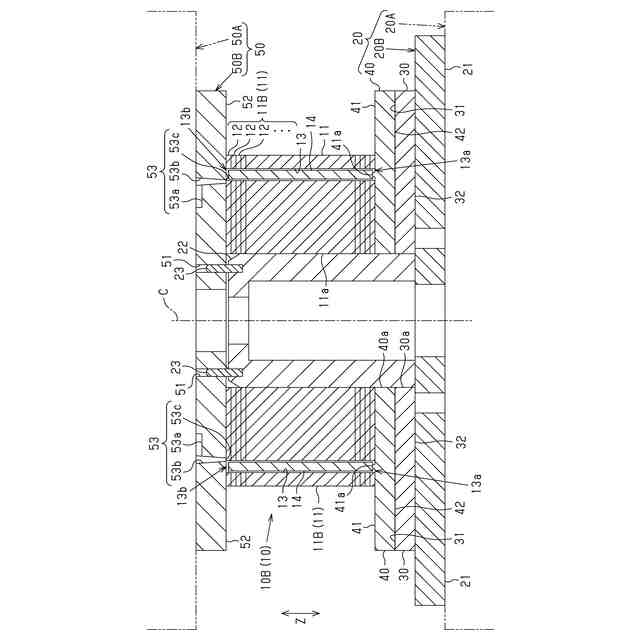
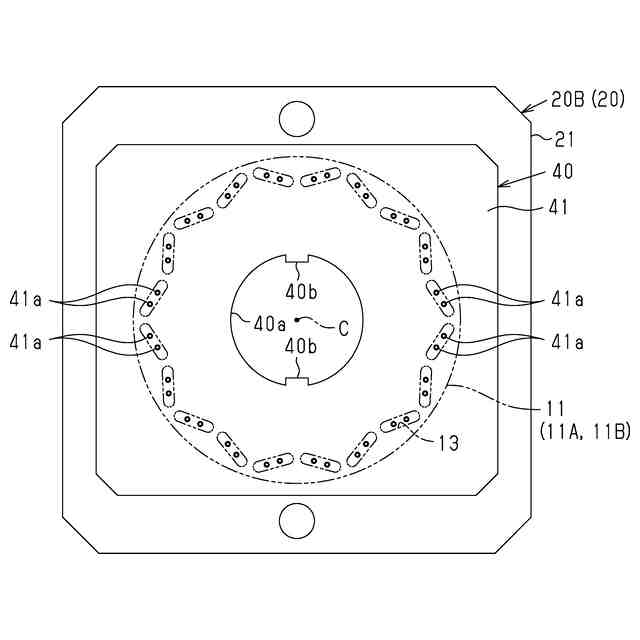
製造装置に第2コアをセットしたときの状態を示す断面図である。
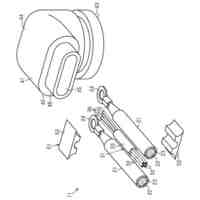
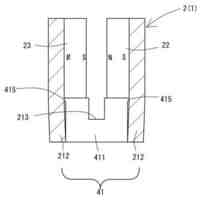
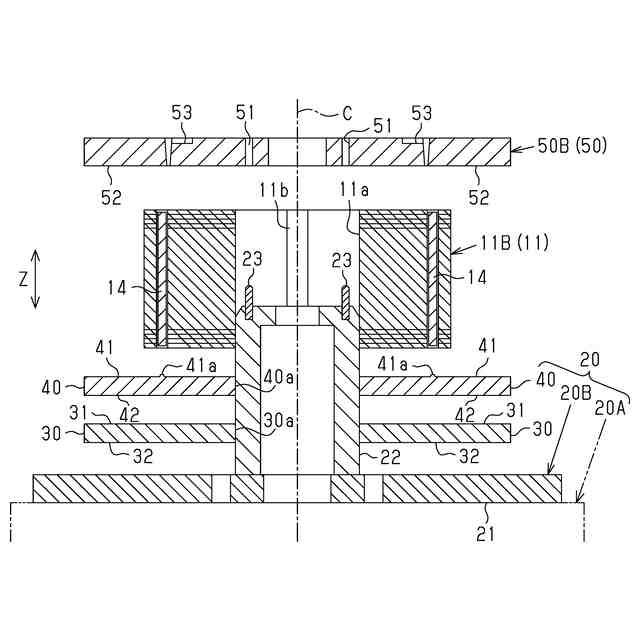
図5の分解図である。
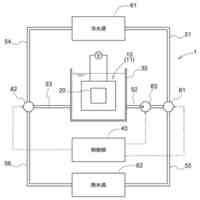
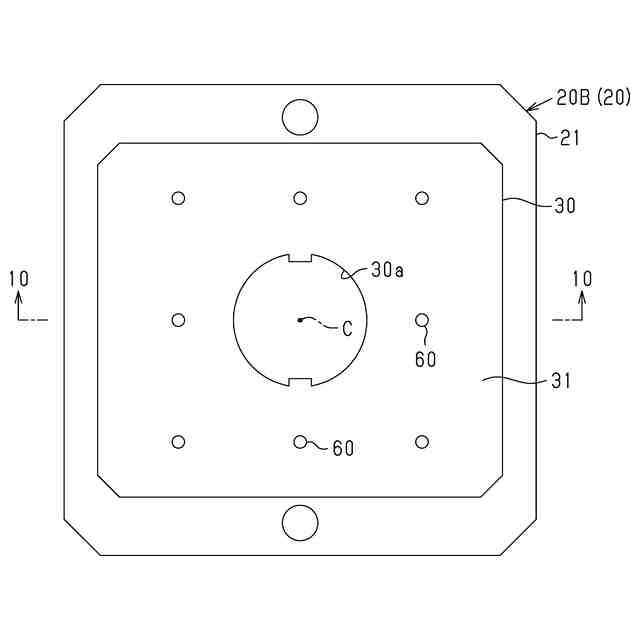
コアと調整部材との位置関係を示す平面図である。
コアとワークスペーサとの位置関係を示す平面図である。
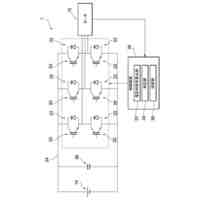
変更例の調整部材の平面図である。
図9の10-10線矢視断面図である。
図10において調整部材をひっくり返したときの状態を示す断面図である。
【発明を実施するための形態】
【0009】
以下、ロータの製造方法の一実施形態を図面に従って説明する。
<ロータ>
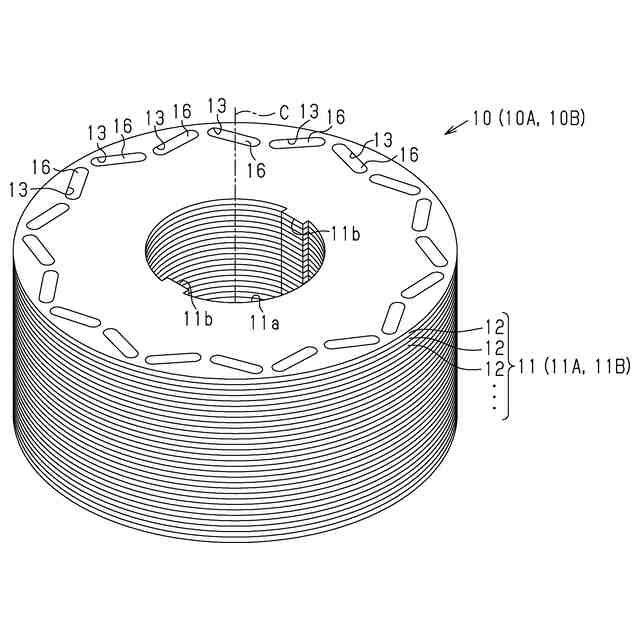
図1に示すように、ロータ10は、電磁鋼板からなる複数枚の鉄心片12を積層してなるコア11を備えている。すなわち、コア11は、複数枚の鉄心片12を積層してなる積層体によって構成されている。コア11は、中心孔11aと、中心孔11aの外周側に位置するとともに周方向に互いに間隔をおいて設けられた複数(本実施形態では、20個)の磁石収容孔13とを有している。中心孔11a及び各磁石収容孔13は、コア11を貫通する態様でコア11の軸線Cに沿って延びている。各磁石収容孔13の断面形状は、周方向に延びる形状をなしている。
【0010】
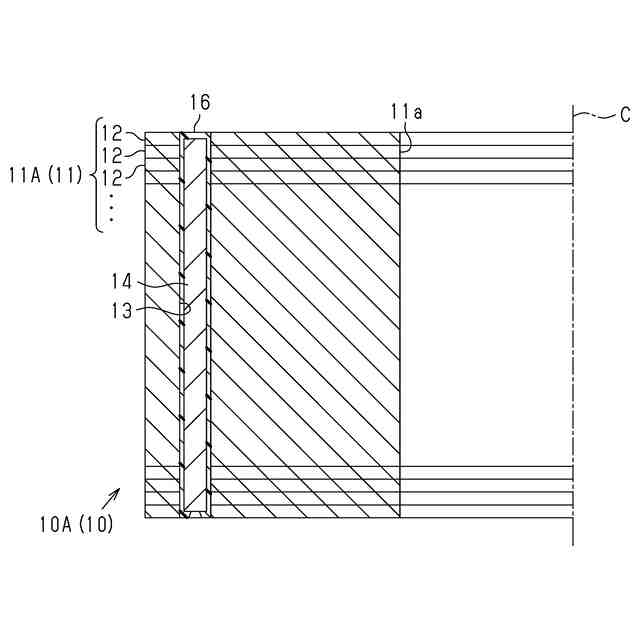
中心孔11aの内周面には、コア11の径方向において互いに対向する一対の突条11bが軸線Cに沿って突設されている。各磁石収容孔13には、磁石14が収容されている。磁石14は、軸線Cに沿って延在する直方体状をなしている。各磁石収容孔13の内部には、磁石14を固定するための樹脂材16が充填されている。樹脂材16としては、エポキシ樹脂などの熱硬化性樹脂を用いることが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
2軸モーター
4日前
ニデック株式会社
モータ
19日前
個人
バッテリーの補助装置
12日前
ヨツギ株式会社
鳥害防止具
20日前
株式会社プロテリアル
リニアモータ
20日前
個人
磁力のみを動力とするモーター
13日前
株式会社ターネラ
発電蓄電装置
25日前
株式会社アイドゥス企画
モータシリンダ
19日前
豊田合成株式会社
送電装置
22日前
日産自動車株式会社
発電装置
12日前
個人
非対称鏡像力駆動型の静電発電機
今日
富士電機株式会社
電力変換装置
今日
株式会社ミツバ
制動装置
5日前
株式会社ミツバ
回転電機
12日前
株式会社ミツバ
回転電機
12日前
ブラザー工業株式会社
制御装置
19日前
オムロン株式会社
電力変換装置
5日前
矢崎総業株式会社
電源装置
21日前
ヴィガラクス株式会社
電気供給システム
6日前
住友電装株式会社
ワイヤハーネス
20日前
富士電機株式会社
半導体モジュール
5日前
個人
超電導ロータリー式発電原動機
5日前
ニチコン株式会社
電源装置
12日前
矢崎総業株式会社
電気接続箱
6日前
株式会社デンソー
電力変換装置
6日前
株式会社デンソー
電力変換装置
6日前
大阪瓦斯株式会社
電力調達装置
19日前
株式会社日立製作所
電気機器
12日前
トヨタ紡織株式会社
ロータの製造方法
13日前
株式会社アイシン
熱電発電装置
20日前
トヨタ自動車株式会社
駆動装置
6日前
株式会社日立製作所
電気機器
12日前
株式会社テイエルブイ
発電装置
6日前
株式会社プロテリアル
ヨーク組立体及びリニアモータ
20日前
ダイハツ工業株式会社
グロメット
5日前
株式会社ダイフク
非接触給電設備
6日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ