TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024035540
公報種別
公開特許公報(A)
公開日
2024-03-14
出願番号
2022140063
出願日
2022-09-02
発明の名称
高窒素鋼の精錬方法
出願人
株式会社神戸製鋼所
代理人
安田岡本弁理士法人
主分類
C21C
7/00 20060101AFI20240307BHJP(鉄冶金)
要約
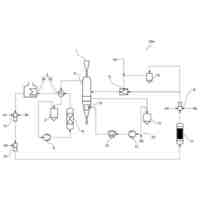
【課題】RH処理開始前に溶鋼中[N]濃度を十分高めておき、RH処理での減圧処理時に生じる脱窒反応の影響を受けることなく且つ溶鋼に窒化合金を添加することないRH処理条件で行うことで、RH処理後の[N]≧150ppmとすることを可能とする高窒素鋼の精錬方法を提供する。
【解決手段】本発明の高窒素鋼の精錬方法は、転炉から出鋼された溶鋼2に対して、取鍋精練処理とN
2
ガス環流を実施するRH真空脱ガス処理とを実施する高窒素鋼の精錬方法において、転炉での処理、及び/又は、取鍋精練処理では、N
2
ガスによる攪拌を実施することで溶鋼2に対して加窒が行われるものであり、RH真空脱ガス処理では、少なくとも「RH真空脱ガス処理前の溶鋼成分値を変数として含む式」から求められた指数Aの値が50以上となる処理条件となっている。
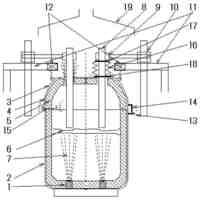
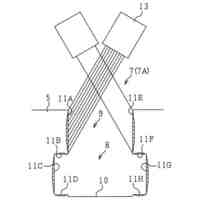
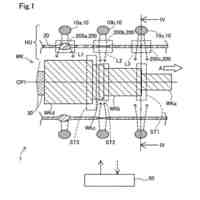
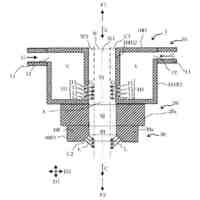
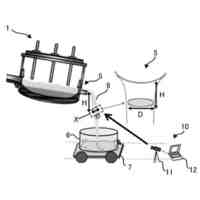
【選択図】図1C
特許請求の範囲
【請求項1】
転炉から出鋼された溶鋼に対して、取鍋精練処理とN
2
ガス環流を実施するRH真空脱ガス処理とを実施する高窒素鋼の精錬方法において、
前記転炉での処理、及び/又は、取鍋精練処理では、N
2
ガスによる攪拌を実施することで前記溶鋼に対して加窒が行われるものであり、
前記RH真空脱ガス処理では、少なくとも「前記RH真空脱ガス処理前の溶鋼成分値を変数として含む式(1)」から求められた指数Aの値が50以上となる処理条件となっている
ことを特徴とする高窒素鋼の精錬方法。
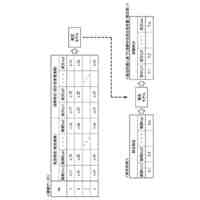
TIFF
2024035540000011.tif
19
170
ただし、[N]
ini
(ppm):RH処理前の溶鋼中[N]濃度
[N]
e,S
(ppm):真空槽内の溶鋼浴面の平衡[N]濃度
k
r,before
(m/min/%):S添加前の[N]化反応の界面反応速度定数
k
r,after
(m/min/%):S添加後の[N]化反応の界面反応速度定数
t(min):RH処理時間
t
s
(min):S添加の開始時間
発明の詳細な説明
【技術分野】
【0001】
本発明は、高窒素鋼の精錬方法において、N
2
ガスを吹き込むことによる溶鋼中[N]濃度を調整する技術に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
一般に、溶鋼は転炉などの製鋼炉で脱炭処理が実施され、処理後の溶鋼は二次精錬工程へ搬送される。その二次精錬工程では、溶鋼の真空脱ガス処理などの処理が行われている。真空脱ガス処理(RH処理)では、主に溶鋼の成分調整や溶鋼の脱ガス処理が行われている。それに加えて、RH処理では溶鋼中の窒素濃度([N])の調整が行われる場合がある。
【0003】
さて、溶鋼処理工程では、溶鋼に対して取鍋精練処理~真空脱ガス処理などが実施される。この溶鋼処理工程における溶鋼中[N]濃度の調整は、N
2
ガスバブリングによる加窒(窒素を加えること)をベースに実施されている。ところが、真空脱ガス工程において脱窒反応が生じる。そのため、従来の技術では、例えば[N]≧150ppmといった高窒素領域にするには、N
2
ガス環流のみによる調整では困難となっている。なお、[N]≧150ppmに溶鋼中[N]濃度を調整するには、窒化合金添加による補填が必要になるのが一般的である。例えば、特許文献1では、RH真空脱ガス処理における減圧真空度や環流ガス流量(ArもしくはAr+N
2
)を規定することで、溶鋼中[N]濃度の調整の高精度化を図っている。
【先行技術文献】
【特許文献】
【0004】
特開2013-224461号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、「転炉→取鍋精練処理→RH処理」のプロセスで鋼を溶製する場合、脱水素を目的としたRH処理での減圧処理のときに、溶鋼の脱窒反応も同時に起こることがある。このことから、従来技術では、[N]≧150ppmの高窒素領域への溶鋼中[N]濃度の調整は不可能であった。この対応として、[N]の不足分を補う必要があり、高価な窒化合金を用いて添加していた。これにより、溶製に関するコストが嵩んでいた。
【0006】
このようなことより、特許文献1では、真空度や環流ガス条件の調整だけを行っているため、[N]<100ppmの範囲にするにとどまっている。つまり、従来技術では、[N]≧150ppmといった高窒素領域へ上昇させることは困難である。
【0007】
そこで、本発明では、上記問題点に鑑み、RH処理開始前に溶鋼中[N]濃度を十分高めておき、RH処理での減圧処理時に生じる脱窒反応の影響を受けることなく且つ溶鋼に窒化合金を添加することないRH処理条件で行うことで、RH処理後の[N]≧150ppmとすることを可能とする高窒素鋼の精錬方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記の目的を達成するため、本発明においては以下の技術的手段を講じた。
【0009】
本発明にかかる高窒素鋼の精錬方法は、転炉から出鋼された溶鋼に対して、取鍋精練処理とN
2
ガス環流を実施するRH真空脱ガス処理とを実施する高窒素鋼の精錬方法において、前記転炉での処理、及び/又は、取鍋精練処理では、N
2
ガスによる攪拌を実施することで前記溶鋼に対して加窒が行われるものであり、前記RH真空脱ガス処理では、少なくとも「前記RH真空脱ガス処理前の溶鋼成分値を変数として含む式(1)」から求められた指数Aの値が50以上となる処理条件となっていることを特徴とする。
【0010】
TIFF
2024035540000002.tif
22
170
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
製鋼用取鍋精錬炉
1か月前
個人
鋼片の直接通電加熱装置
2か月前
日本製鉄株式会社
高純度鋼の溶製方法
2か月前
東京窯業株式会社
ガス吹き込みプラグ
2か月前
豊和工業株式会社
チャックボディの焼入れ方法
25日前
株式会社神戸製鋼所
鉄源の製造方法
1か月前
日本製鉄株式会社
高炉の操業方法
2か月前
日本製鉄株式会社
鉱石の脱リン方法
1か月前
株式会社ジェイテクト
焼入装置、および焼入方法
18日前
日本製鉄株式会社
配合計画支援方法
1か月前
合同会社KESS
直接還元鉄の製造設備及び製造方法
25日前
高周波熱錬株式会社
冷却装置
1か月前
株式会社神戸製鋼所
銑鉄製造方法
1か月前
株式会社神戸製鋼所
高窒素鋼の精錬方法
1か月前
JFEスチール株式会社
金属精錬における中間排滓方法
3日前
株式会社光栄
低熱膨張合金の製造方法および熱間鍛造部品
28日前
日本製鉄株式会社
溶鋼の真空脱ガス処理方法
2か月前
日本製鉄株式会社
バッチ式加熱炉の操業方法
25日前
トヨタ自動車株式会社
焼入れ装置
1か月前
大同プラント工業株式会社
熱処理方法及び熱処理炉
15日前
JFEスチール株式会社
方向性電磁鋼帯の製造方法
1か月前
日本発條株式会社
コイルばねの製造方法
16日前
セージ セラピューティクス, インコーポレイテッド
19-ノルC3,3-二置換C21-N-ピラゾリルステロイドおよびその使用方法
1か月前
高周波熱錬株式会社
加熱処理装置
1か月前
日本発條株式会社
コイルばねの製造方法
16日前
日本発條株式会社
コイルばねの製造方法
16日前
富士電子工業株式会社
ワーク固定治具及びそれを備えた焼き入れ装置
2か月前
JFEスチール株式会社
高炉操業方法
1か月前
東京窯業株式会社
環流管と浸漬管との連結方法および連結構造
1か月前
株式会社プロテリアル
析出硬化型マルテンサイト系ステンレス鋼の製造方法
1か月前
JFEスチール株式会社
転炉の操業方法
16日前
スチールプランテック株式会社
転炉排ガス処理設備及び転炉排ガス処理方法
2か月前
JFEスチール株式会社
微粉炭の製造装置及び製造方法
3日前
JFEスチール株式会社
高炉ガス流判定方法、高炉設備、および、高炉操業方法
1か月前
JFEスチール株式会社
転炉型の精錬炉の排滓方法及び転炉の操業方法
2日前
日本製鉄株式会社
電気炉のスラグ流出量推定システム及び電気炉における精錬方法
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ