TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024042564
公報種別
公開特許公報(A)
公開日
2024-03-28
出願番号
2022147356
出願日
2022-09-15
発明の名称
電気炉のスラグ流出量推定システム及び電気炉における精錬方法
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
主分類
C21C
5/52 20060101AFI20240321BHJP(鉄冶金)
要約
【課題】連続的な操業が可能な方法であり、かつ、高い精度で電気炉からのスラグ流出量を推定することができる電気炉のスラグ流出量推定システムを提供する。
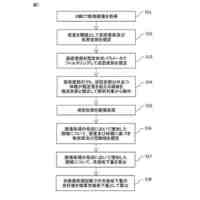
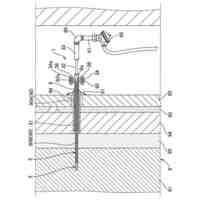
【解決手段】電気炉から流出するスラグ流を検知する検知部と、スラグ流を検知した場合にスラグ流を撮影する撮影部と、撮影された画像からスラグ流の体積流量を求める演算部と、体積流量を基に、電気炉から流出するスラグ量を推定する推定部と、を有する、電気炉のスラグ流出量推定システムである。
【選択図】図3
特許請求の範囲
【請求項1】
電気炉から流出するスラグ流を検知する検知部と、
前記スラグ流を検知した場合に前記スラグ流を撮影する撮影部と、
撮影された画像から前記スラグ流の体積流量を求める演算部と、
前記体積流量を基に、前記電気炉から流出するスラグ量を推定する推定部と、を有する、
電気炉のスラグ流出量推定システム。
続きを表示(約 1,300 文字)
【請求項2】
前記検知部は、256階調で表現される輝度値を測定し、背景よりも輝度値が30以上高い高輝度値物質を前記スラグ流として検知する、請求項1に記載の電気炉のスラグ流出量推定システム。
【請求項3】
前記演算部は、下記式(1)により前記スラグ流の体積流量Q(m
3
/s)を求める、請求項1又は2に記載の電気炉のスラグ流出量推定システム。
Q=SV=αD
2
・V (1)
Q:スラグ流の体積流量(m
3
/s)
S:幅Dの計測位置におけるスラグ流の断面積(m
2
)
V:幅Dの計測位置におけるスラグ流の流速V(m/s)
α:スラグ流の断面形状を補正するパラメータ
D:スラグ流が撮影された画像から算出されたスラグ流の幅(m)
【請求項4】
前記推定部は、下記式(2)によりスラグの嵩密度ρ(kg/m
3
)を求め、下記式(3)により前記スラグ流の重量M(kg)を求める、請求項3に記載の電気炉のスラグ流出量の推定方法。
ρ=ρ
L
・(100-φ)/100 (2)
M=ρ・Σ(Δt・Q) (3)
ρ:スラグの嵩密度(kg/m
3
)
ρ
L
:均一液相スラグの密度(kg/m
3
)
φ:電気炉における通電開始時からスラグ流出時までのスラグ高さの変化から計算したスラグ中の気相率
Δt:画像の撮影時刻の間隔(s)
【請求項5】
前記演算部は、前記スラグ流の幅Dの計測位置から電気炉における前記スラグ流の流出開始位置までの鉛直方向の距離H(m)を求め、
前記幅Dの計測位置における流速V(m/s)を前記スラグ流の自由落下と仮定して(2gH)
0.5
として求める、
請求項3に記載の電気炉の電気炉のスラグ流出量推定システム。
【請求項6】
前記演算部は、前記スラグ流の移動距離を少なくとも2枚以上の画像からパターンマッチングにより求め、
前記移動距離を求めた画像の撮影時刻の差(s)で前記スラグ流の移動距離を割ることで、幅Dの計測位置における流速V(m/s)を求める、
請求項3に記載の電気炉の電気炉のスラグ流出量推定システム。
【請求項7】
前記演算部は、スラグを構成する成分のマスバランスから算出した理論流出スラグ量(kg)、又は、秤量器によって計測した流出スラグ量(kg)を真値として、パラメータフィッティングにより前記パラメータαを決定する、
請求項3に記載の電気炉のスラグ流出量推定システム。
【請求項8】
請求項1又は2に記載の電気炉のスラグ流出量推定システムで推定されたスラグ流出量に基づいて、
前記電気炉内に添加する精錬材の種類及び添加量、並びに電圧、電流、及び電極高さのうち少なくとも1つを調整する、電気炉における精錬方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、電気炉スラグ流出量の推定方法及び電気炉における精錬方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
現在、日本の粗鋼生産の多くは高炉-転炉法によって製造されているが、近年、世界的なゼロカーボン社会への関心の高まりから、電気炉による粗鋼生産量が増加傾向にある。
【0003】
電気炉では、炉内に装入したスクラップ等の鉄源の精錬時に生成したスラグの流滓(オペレータが意図せず、スラグ量の増加やスラグフォーミングによってスラグ排出用のドアから突発的かつ断続的にあふれ出ること)により、精錬中の炉内のスラグ量が常に変化する。また、掻き出し排滓(水冷のデレッキ・パイプ等によりスラグを機械的に掻き出して排出させること)や傾動排滓(電気炉を傾動させ、炉内のスラグを排出すること)も行う。
そのため、精錬工程の安定化、つまり製造する鋼の品質の安定化のためには、炉内のスラグ量や流出したスラグ量の把握が重要である。
【0004】
しかし、炉内は高温・粉じん環境となっており、炉内スラグ量のセンシングは容易ではない。そこで、流出したスラグ量の把握によって、炉内に残留したスラグ量の推定が行われている。各種精錬容器において、流出したスラグ量の定量評価方法及び推定方法を開示する文献として、特許文献1~3が知られている。
【0005】
特許文献1には、電気炉において、スラグ排出部に、所望する排出量毎にあらかじめ決定しておいたリング状の治具を取り付け、スラグ排出流量を制御して排出量をコントロールする方法が開示されている。特許文献2には、転炉において、炉内の形状と炉の傾動角から計算される排出量からスラグの排出量を見積もる方法が開示されている。特許文献3には、転炉において、スラグパンに設置した秤量機を用いて排滓量を直接秤量し、精錬反応によるスラグ発生量と、直接秤量した排滓量から炉内残留スラグ量を推定する方法が開示されている。
【先行技術文献】
【特許文献】
【0006】
特開昭63-12338号
特開2018-119195号
特開平7-041813
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところで、特許文献1では、所望する排出量毎にスラグ排出部へのリング状の治具の取り換えが必要であり、連続的な操業が困難という課題がある。一方、特許文献2では、スラグの排出量を、装入溶融金属量や精錬容器内耐火物の幾何学的形状を用いて求めるため、炉内耐火物の損耗状態及びスラグと高温溶融物(溶銑)の状態の影響を強く受け、これに起因して排滓量の推定精度が低いという課題がある。また、特許文献3では、受滓台車等に取り付けた秤量機による計測では、秤量機自体が高額である点や、秤量機と高温溶融物(溶融スラグや溶融金属)との接触による故障のリスクが課題であった。
【0008】
そこで本開示の主な目的は、上記実情を鑑み、連続的な操業が可能な方法であり、かつ、高い精度で電気炉からのスラグ流出量を推定することができる電気炉のスラグ流出量推定システム及びこれを用いた電気炉の精錬方法を提供することである。
【課題を解決するための手段】
【0009】
本開示は、上記課題を解決するための一態様として、電気炉から流出するスラグ流を検知する検知部と、スラグ流を検知した場合にスラグ流を撮影する撮影部と、撮影された画像からスラグ流の体積流量を求める演算部と、体積流量を基に、電気炉から流出するスラグ量を推定する推定部と、を有する、電気炉のスラグ流出量推定システムを提供する。
【0010】
上記推定システムにおいて、検知部は、256階調で表現される輝度値を測定し、背景よりも輝度値が30以上高い高輝度値物質をスラグ流として検知してもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
ボルト
1か月前
日本製鉄株式会社
ボルト
1か月前
日本製鉄株式会社
塗装鋼板
1か月前
日本製鉄株式会社
接合継手
6日前
日本製鉄株式会社
接合継手
6日前
日本製鉄株式会社
熱交換器
1か月前
日本製鉄株式会社
継目無鋼管
1か月前
日本製鉄株式会社
クランク軸
1か月前
日本製鉄株式会社
表面処理鋼板
6日前
日本製鉄株式会社
シャフト部材
今日
日本製鉄株式会社
表面処理鋼板
6日前
日本製鉄株式会社
ノズルシステム
1か月前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
被還元性評価方法
25日前
日本製鉄株式会社
スチールピストン
13日前
日本製鉄株式会社
鋼の連続鋳造方法
1か月前
日本製鉄株式会社
鋼管の水圧試験方法
27日前
日本製鉄株式会社
鉄源の溶解精錬方法
今日
日本製鉄株式会社
コークスの製造方法
12日前
日本製鉄株式会社
鉄源の溶解精錬方法
今日
日本製鉄株式会社
低りん溶鉄製造方法
今日
日本製鉄株式会社
流体の電気加熱装置
4日前
日本製鉄株式会社
流体の電気加熱装置
4日前
日本製鉄株式会社
スプリング圧接式温度計
1か月前
日本製鉄株式会社
高力ボルト摩擦接合構造
4日前
日本製鉄株式会社
コークス炉の耐火物構造
25日前
日本製鉄株式会社
バッチ式加熱炉の操業方法
1か月前
日本製鉄株式会社
建築物及び建築物の施工方法
4日前
日本製鉄株式会社
鋼歯車及び鋼歯車の製造方法
13日前
日本製鉄株式会社
鋼部品及び鋼部品の製造方法
1か月前
日本製鉄株式会社
チタン製刃物およびチタン板
1か月前
日本製鉄株式会社
金属製部材の受熱温度の推定方法
4日前
日本製鉄株式会社
溶接継手の応力拡大係数推定方法
1か月前
日本製鉄株式会社
摺動部品及び摺動部品の製造方法
1か月前
日本製鉄株式会社
管状部材及び管状部材を含む構造体
4日前
日本製鉄株式会社
鋼摺動部品及び鋼摺動部品の製造方法
13日前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ