TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024062256
公報種別
公開特許公報(A)
公開日
2024-05-09
出願番号
2022170127
出願日
2022-10-24
発明の名称
高力ボルト摩擦接合構造
出願人
日本製鉄株式会社
代理人
弁理士法人太陽国際特許事務所
主分類
F16B
5/02 20060101AFI20240430BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
【課題】接触圧が小さいほどすべり係数が大きくなる表面処理が施された接合面を有する鋼材を含む高力ボルト摩擦接合において、接合部のすべり係数を効率的に向上できる。
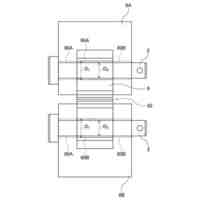
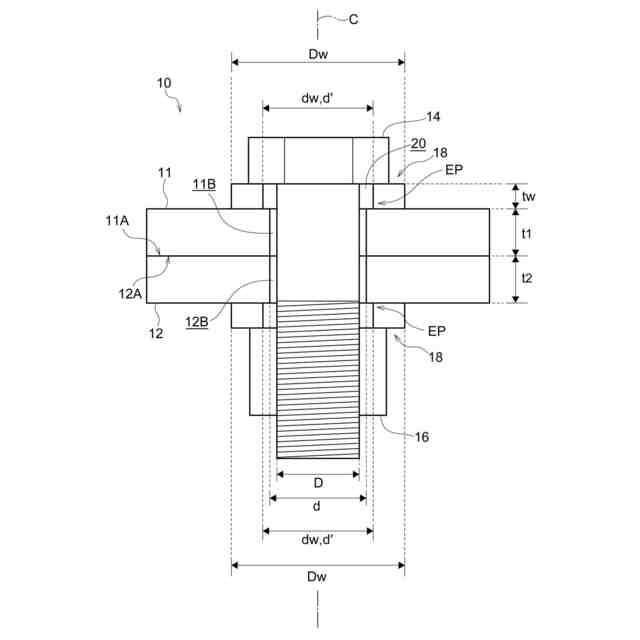
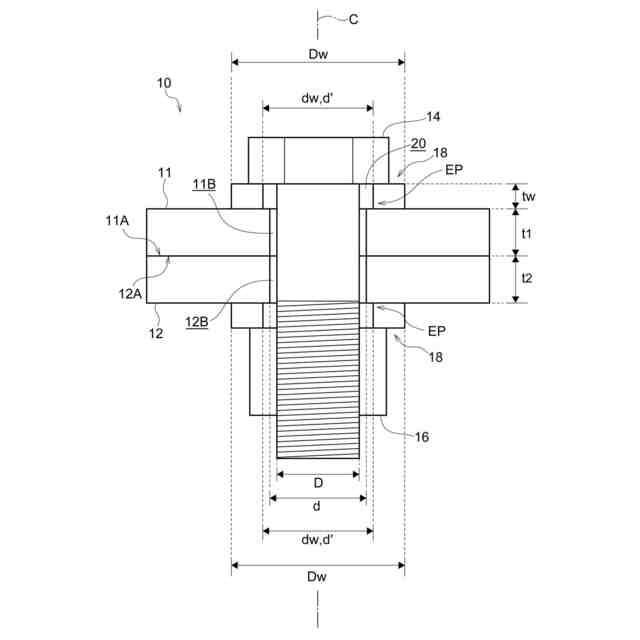
【解決手段】高力ボルト摩擦接合構造10は、第一ボルト孔11Bの周囲に接触圧が小さいほどすべり係数が大きくなる表面処理が施された第一接合面11Aを有する第一鋼材11と、第一鋼材11の第一接合面11Aに重ねられる第二接合面12Aと、第二ボルト孔12Bとを有する第二鋼材12と、第一鋼材11と第二鋼材12とを摩擦接合させる高力ボルト14及びナット16と、第一鋼材11に接し、第一ボルト孔11Bの第一鋼材11の第一接合面11Aの側に第一鋼材11の第一ボルト孔11Bの孔径d以上の孔径d´を有する拡径部EPが形成されたボルト孔20を有する座金部材18と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
第一ボルト孔の周囲に接触圧が小さいほどすべり係数が大きくなる表面処理が施された第一接合面を有する第一鋼材と、
前記第一鋼材の前記第一接合面に重ねられる第二接合面と、第二ボルト孔とを有する第二鋼材と、
前記第一鋼材と前記第二鋼材とを摩擦接合させる高力ボルト及びナットと、
前記第一鋼材に接し、前記第一接合面の側に前記第一ボルト孔の孔径以上の孔径を有する拡径部が形成されたボルト孔を有する座金部材と、
を備える、高力ボルト摩擦接合構造。
続きを表示(約 650 文字)
【請求項2】
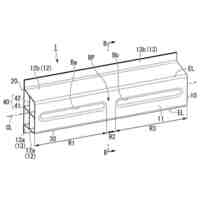
前記座金部材は、
一方の面が前記高力ボルト又は前記ナットに接する平座金部と、
前記平座金部と前記第一鋼材との間に配置され、前記拡径部としての底部と、前記底部の外側から前記高力ボルトの側又はナットの側に延びる側壁部とを有し、前記底部と前記側壁部とによって前記平座金部に対応する凹部が形成された補助座金部と、を有する、
請求項1に記載の高力ボルト摩擦接合構造。
【請求項3】
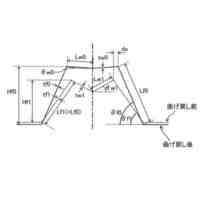
前記拡径部の前記第一鋼材の側の孔径と前記第一ボルト孔の孔径との孔径差をdx、前記第一鋼材の板厚をt1としたとき、
前記孔径差dxを前記板厚t1で除した、対板厚孔径差dx/t1は、0超、1.5以下である、
請求項1又は2に記載の高力ボルト摩擦接合構造。
【請求項4】
前記第一鋼材は、めっき鋼板であり、
前記表面処理は、りん酸塩処理である、
請求項1又は2に記載の高力ボルト摩擦接合構造。
【請求項5】
一対の前記座金部材を備え、
一対の前記座金部材のうち一方の前記座金部材は、前記高力ボルトの頭部と前記第一鋼材との間に配置され、
他方の前記座金部材は、前記ナットと前記第二鋼材との間に配置される、
請求項1又は2に記載の高力ボルト摩擦接合構造。
【請求項6】
前記第一鋼材の板厚は、前記第二鋼材の板厚より薄い、
請求項1又は2に記載の高力ボルト摩擦接合構造。
発明の詳細な説明
【技術分野】
【0001】
本開示は、高力ボルト摩擦接合構造に関する。
続きを表示(約 1,100 文字)
【背景技術】
【0002】
従来、特許文献1及び2のように、鋼材同士が高力ボルトで摩擦接合される高力ボルト摩擦接合構造が知られている。高力ボルト摩擦接合構造では、高力ボルトから鋼材に加えられる接触圧と、すべり係数との積によって、すべり耐力が決定される。
【0003】
特許文献1には、めっき鋼板の接合面にりん酸塩処理を施すことによって、接合部のすべり係数を向上させる技術が開示されている。
【0004】
特許文献2には、接合面にアルミニウム溶射処理を施すことによって接合部のすべり係数を向上させる技術が開示されている。アルミニウム溶射処理は、接触圧が小さいほどすべり係数が高くなる摩擦面処理である。また、特許文献2では、高力ボルトと鋼材との間に板状の板厚増設部材が設けられる。板厚増設部材によって、高力ボルトと鋼材との間の板厚方向に沿った長さが延長されることによって、接触圧が制御される。
【先行技術文献】
【特許文献】
【0005】
特開2022-049008号公報
特開2015-121252号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ここで、本開示者らは、特許文献1に開示されているめっき鋼板の接合面にりん酸塩処理された接合部のすべり係数は、特許文献2のように接触圧が小さいほどすべり係数が大きくなる表面処理が施された接合面と同様の挙動を示すと考え、高力ボルト摩擦接合構造を対象として、座金の内縁の位置とすべり係数の値との関係を検討した。
【0007】
なお、座金の内径は、施工時の位置合わせ作業を容易にするため、一般に、鋼材のボルト孔の孔径より小さい。このため、鋼材同士が高力ボルトで摩擦接合された状態では、座金の内縁は、鋼材のボルト孔の内壁より高力ボルトの側に突出する。
【0008】
検討の結果、座金の内縁が鋼材のボルト孔の内壁より高力ボルトの軸部側に突出した状態では、接触圧の分布状態に起因して、接合面の表面処理によって得られるすべり係数が限定されることが分かった。すなわち、すべり係数を効率的に得られず、結果、すべり耐力が向上し難い。
【0009】
この点、特許文献2には、接触圧のピーク位置と接合面の表面処理によるすべり係数向上効果との関係は、何ら検討されていない。
【0010】
本開示は、接触圧が小さいほどすべり係数が大きくなる表面処理が施された接合面を有する鋼材を含む高力ボルト摩擦接合において、接合部のすべり係数を効率的に向上できる技術を提供する。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
20日前
日本製鉄株式会社
鋼材
20日前
日本製鉄株式会社
部品
12日前
日本製鉄株式会社
鋼材
26日前
日本製鉄株式会社
溶接継手
11日前
日本製鉄株式会社
柱梁接合構造
21日前
日本製鉄株式会社
鋼の製造方法
20日前
日本製鉄株式会社
衝撃吸収部材
4日前
日本製鉄株式会社
捻回試験装置
12日前
日本製鉄株式会社
表面処理鋼材
12日前
日本製鉄株式会社
衝撃吸収部材
4日前
日本製鉄株式会社
衝撃吸収部材
4日前
日本製鉄株式会社
衝撃吸収部材
4日前
日本製鉄株式会社
多角形筒形構造
20日前
日本製鉄株式会社
高炉の操業方法
4日前
日本製鉄株式会社
焼結鉱の製造方法
7日前
日本製鉄株式会社
焼結鉱の製造方法
7日前
日本製鉄株式会社
焼結鉱の製造方法
7日前
日本製鉄株式会社
鋳片の連続鋳造方法
4日前
日本製鉄株式会社
固定具および固定構造
7日前
日本製鉄株式会社
コイルばねの製造方法
21日前
日本製鉄株式会社
高力ボルト摩擦接合構造
20日前
日本製鉄株式会社
ラインパイプ用電縫鋼管
21日前
日本製鉄株式会社
素形材及びその製造方法
12日前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
13日前
日本製鉄株式会社
試験システム及び試験方法
25日前
日本製鉄株式会社
衝撃吸収部材及び車体部品
4日前
日本製鉄株式会社
衝撃吸収部材及び車体部品
4日前
日本製鉄株式会社
ハット形鋼矢板の製造方法
26日前
日本製鉄株式会社
鉄鉱石の還元気化脱リン方法
26日前
日本製鉄株式会社
鉄鉱石の還元気化脱リン方法
26日前
日本製鉄株式会社
転炉の吹錬終了温度設定方法
21日前
日本製鉄株式会社
溶接継手の応力拡大係数推定方法
18日前
日本製鉄株式会社
応力分布測定方法及びプログラム
26日前
日本製鉄株式会社
応力分布測定方法及びプログラム
26日前
日本製鉄株式会社
回転機械の異常診断支援方法及び装置
26日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ