TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024059022
公報種別
公開特許公報(A)
公開日
2024-04-30
出願番号
2022166497
出願日
2022-10-17
発明の名称
鋼歯車及び鋼歯車の製造方法
出願人
日本製鉄株式会社
代理人
アセンド弁理士法人
主分類
F16H
55/06 20060101AFI20240422BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
【課題】摩擦係数を低減可能な鋼歯車を提供する。
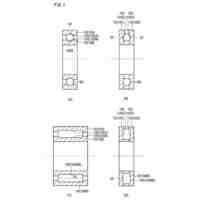
【解決手段】本実施形態の鋼歯車(1)は、複数の歯(GT)の歯面を含む表層に形成されている焼入れ硬化層と、焼入れ硬化層以外の部分である芯部とを備える。焼入れ硬化層において、歯面の法線方向及び歯(GT)の歯すじ方向を含む断面のうち、歯面を含み、歯面から深さ10μm、歯すじ方向の長さ50μmの領域を最表層矩形域と定義したとき、焼入れ硬化層の少なくとも一部では、最表層矩形域での法線方向の結晶方位解析により得られる{203}結晶方位の面積率が7.0%以上である。
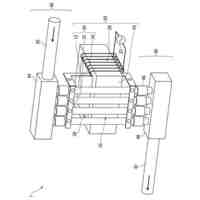
【選択図】図1
特許請求の範囲
【請求項1】
複数の歯の歯面を含む表層に形成されている焼入れ硬化層と、
前記焼入れ硬化層以外の部分である芯部とを含み、
前記焼入れ硬化層において、前記歯面の法線方向及び前記歯の歯すじ方向を含む断面のうち、前記歯面を含み、前記歯面から深さ10μm、前記歯すじ方向の長さ50μmの領域を最表層矩形域と定義したとき、
前記焼入れ硬化層の少なくとも一部では、
前記最表層矩形域での法線方向の結晶方位解析により得られる{203}結晶方位の面積率が7.0%以上である、
鋼歯車。
続きを表示(約 1,000 文字)
【請求項2】
請求項1に記載の鋼歯車であって、
前記{203}結晶方位の面積率が10.0%以上である、
鋼歯車。
【請求項3】
請求項1に記載の鋼歯車であって、
前記{203}結晶方位の面積率が12.5%以上である、
鋼歯車。
【請求項4】
請求項1~請求項3のいずれか1項に記載の鋼歯車の製造方法であって、
複数の歯の歯面を含む表層に形成されている焼入れ硬化層と、前記焼入れ硬化層以外の部分である芯部とを備え、前記焼入れ硬化層の旧オーステナイト粒径が20μm以下であり、JIS B 0601:2013に準拠した前記焼入れ硬化層の前記歯面での算術平均粗さRaが0.05~2.00μmであり、前記焼入れ硬化層のKAM値が0.40°以上である、中間品を準備する中間品準備工程と、
前記中間品の複数の前記歯と噛み合い前記中間品の前記歯の歯面よりも硬い歯面を有する複数の工具歯を含む鋼歯車工具を、前記中間品に噛み合わせ、かつ、前記中間品に8.5~15.0GPaで押し当てながら回転させることにより、前記工具歯を前記中間品の前記歯の歯すじ方向に摺動させて前記焼入れ硬化層の最表層を塑性変形させ、前記焼入れ硬化層の少なくとも一部で、前記最表層矩形域での法線方向の結晶方位解析により得られる{203}結晶方位の面積率を7.0%以上とする、最表層結晶方位調整工程とを備える、
鋼歯車の製造方法。
【請求項5】
請求項4に記載の鋼歯車の製造方法であって、
前記中間品準備工程は、
鋼材を加工する加工工程と、
加工された前記鋼材に対して高周波焼入れを実施して、前記鋼材の表層に前記焼入れ硬化層を形成し、前記焼入れ硬化層の旧オーステナイト粒径を20μm以下とする高周波焼入れ工程とを含む、
鋼歯車の製造方法。
【請求項6】
請求項5に記載の鋼歯車の製造方法であって、
前記中間品準備工程はさらに、
前記熱処理工程後の前記鋼材の前記焼入れ硬化層の前記歯面を機械加工して、JIS B 0601:2013に準拠した前記焼入れ硬化層の前記歯面での算術平均粗さRaが0.05~2.00μmであり、かつ、前記焼入れ硬化層のKAM値が0.40°以上である前記中間品を製造する表層調整工程を含む、
鋼歯車の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、鋼歯車及び鋼歯車の製造方法に関し、さらに詳しくは、表層に焼入れ硬化層を含む鋼歯車及び鋼歯車の製造方法に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
鋼歯車は、例えば、自動車のエンジンやモータといったパワーユニットの部品として利用される。これらの鋼歯車の多くは、鋼からなる。
【0003】
上述の用途に用いられる鋼歯車には、高い疲労強度が求められる。これらの鋼歯車の疲労強度を高める手段として、高周波焼入れが知られている。
【0004】
高周波焼入れされた鋼歯車の表層には、焼入れ硬化層が形成されている。焼入れ硬化層により、鋼歯車の表層の硬さが高まる。そのため、鋼歯車の疲労強度が高まる。
【0005】
高周波焼入れにより疲労強度を高めた鋼部品は、例えば、特開2020-100896号公報(特許文献1)に提案されている。
【0006】
特許文献1に開示された鋼部品は、化学組成が、質量%で、C:0.40~0.60%、Si:0.20%以上、0.60%未満、Mn:0.20%以上、0.40%未満、Cr:1.60~2.00%、V:0.02~0.30%、S:0.001~0.040%、P:0.020%以下、O:0.0015%以下、Al:0.005~0.060%、及びN:0.0020~0.0080%を含有し、残部がFeおよび不純物からなる。上記化学組成はさらに、次の式を満たす。C+Si/7+Mn/5+Cr/9+Mo/2.5≦1.100、(Cr/Mn)+V≧5.00。高周波焼入れ部品はさらに、表面のビッカース硬さが730HV1以上であり、全硬化層深さが0.50~2.00mmであり、表面における残留応力が-400MPa以下である。
【先行技術文献】
【特許文献】
【0007】
特開2020-100896号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
ところで、最近、自動車の燃費のさらなる向上が求められている。トランスミッションでのエネルギー損失を抑制できれば、燃費のさらなる向上が実現できる。トランスミッションでのエネルギー損失のうちの一つに、動力伝達の摩擦損失がある。この摩擦損失を低減できれば、エネルギー損失を低減できる。
【0009】
動力伝達の摩擦損失を低減するためには、動力伝達に関与する鋼歯車の摩擦係数(静止摩擦係数及び動摩擦係数)を低減することが有効である。ここで、静止摩擦係数とは、鋼歯車が回転等の動作を開始するときに、その動作を妨げるように作用する摩擦力に比例する係数である。動摩擦係数とは、鋼歯車が回転中に、その動作を妨げるように作用する摩擦力に比例する係数である。摩擦係数(静止摩擦係数及び動摩擦係数)を抑えることができれば、静止摩擦力及び動摩擦力が抑えられる。その結果、動力伝達の摩擦損失を低減できる。
【0010】
本開示の目的は、摩擦係数を低減可能な鋼歯車及び鋼歯車の製造方法を提供することである。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
1日前
日本製鉄株式会社
溶接継手
2日前
日本製鉄株式会社
熱交換器
1か月前
日本製鉄株式会社
構造部品
3日前
日本製鉄株式会社
接合継手
11日前
日本製鉄株式会社
接合継手
11日前
日本製鉄株式会社
クランク軸
1か月前
日本製鉄株式会社
シャフト部材
5日前
日本製鉄株式会社
表面処理鋼板
11日前
日本製鉄株式会社
表面処理鋼板
11日前
日本製鉄株式会社
被還元性評価方法
1か月前
日本製鉄株式会社
スチールピストン
18日前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
鉄源の溶解精錬方法
5日前
日本製鉄株式会社
流体の電気加熱装置
9日前
日本製鉄株式会社
鉄源の溶解精錬方法
5日前
日本製鉄株式会社
低りん溶鉄製造方法
5日前
日本製鉄株式会社
コークスの製造方法
17日前
日本製鉄株式会社
流体の電気加熱装置
9日前
日本製鉄株式会社
鋼管の水圧試験方法
1か月前
日本製鉄株式会社
高力ボルト摩擦接合構造
9日前
日本製鉄株式会社
コークス炉の耐火物構造
1か月前
日本製鉄株式会社
鋼歯車及び鋼歯車の製造方法
18日前
日本製鉄株式会社
建築物及び建築物の施工方法
9日前
日本製鉄株式会社
重ね隅肉溶接継手の製造方法
1日前
日本製鉄株式会社
塊成化状高炉用原料の製造方法
2日前
日本製鉄株式会社
金属製部材の受熱温度の推定方法
9日前
日本製鉄株式会社
管状部材及び管状部材を含む構造体
9日前
日本製鉄株式会社
コイルばねの製造方法及びコイルばね
1か月前
日本製鉄株式会社
鋼摺動部品及び鋼摺動部品の製造方法
18日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
3日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
9日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
1か月前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
23日前
日本製鉄株式会社
流体の電気加熱装置および流体の電気加熱方法
9日前
日本製鉄株式会社
流体の電気加熱装置および流体の電気加熱方法
9日前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ