TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024048732
公報種別
公開特許公報(A)
公開日
2024-04-09
出願番号
2022154807
出願日
2022-09-28
発明の名称
コイルばねの製造方法及びコイルばね
出願人
日本製鉄株式会社
代理人
個人
,
個人
主分類
F16F
1/06 20060101AFI20240402BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
【課題】疲労特性に優れたコイルばねの製造方法を提供する。
【解決手段】コイルばねの製造方法は、常温における基地の線膨張係数との差が13.0×10
-6
K
-1
以上である介在物を含む鋼材からなるコイルばねを製造する方法であって、常温又は常温よりも低い温度でセッチングをする工程を含み、前記コイルばねは、表面から深さ0.50~1.50mmの位置に存在する前記介在物に隣接する前記基地における、前記コイルばねに荷重を負荷したときの最大主応力面に垂直に作用する残留応力の最大値が300MPa以下である。
【選択図】図15
特許請求の範囲
【請求項1】
常温における基地の線膨張係数との差が13.0×10
-6
K
-1
以上である介在物を含む鋼材からなるコイルばねを製造する方法であって、
常温又は常温よりも低い温度でセッチングをする工程を含み、
前記コイルばねは、表面から深さ0.50~1.50mmの位置に存在する前記介在物に隣接する前記基地における、前記コイルばねに荷重を負荷したときの最大主応力面に垂直に作用する残留応力の最大値が300MPa以下である、コイルばねの製造方法。
続きを表示(約 1,100 文字)
【請求項2】
請求項1に記載のコイルばねの製造方法であって、
前記セッチングの際の温度が常温よりも低い、コイルばねの製造方法。
【請求項3】
請求項2に記載のコイルばねの製造方法であって、
前記セッチングの際の温度が10℃以下である、コイルばねの製造方法。
【請求項4】
請求項3に記載のコイルばねの製造方法であって、
前記セッチングの際の温度が0℃以下である、コイルばねの製造方法。
【請求項5】
請求項1~4のいずれか一項に記載のコイルばねの製造方法であって、
前記介在物がTiB
2
、TiC、TiN、ZrB
2
、ZrC、ZrN、VB
2
、VC、VN、NbB
2
、NbC、TaB
2
、TaC、CrN、Mo
2
B
5
、Mo
2
C、W
2
B
5
、WC、B
4
C、SiC、SiB
6
、Si
3
N
4
、AlN、Al
2
O
3
、AlTi
4
、TiO
2
、及びSiO
2
からなる群から選択される1種又は2種以上である、コイルばねの製造方法。
【請求項6】
請求項1~4のいずれか一項に記載のコイルばねの製造方法であって、
前記介在物の円相当径が50.0μm以下であり、
円相当径が1.0~50.0μmの前記介在物の数密度が断面100mm
2
当たり1個以上である、コイルばねの製造方法。
【請求項7】
請求項1~4のいずれか一項に記載のコイルばねの製造方法であって、
前記セッチングをする工程の前に、300~600℃で熱処理する工程をさらに含む、コイルばねの製造方法。
【請求項8】
常温における基地の線膨張係数との差が13×10
-6
K
-1
以上である介在物を含む鋼材からなり、
前記コイルばねは、表面から深さ0.50~1.50mmの位置に存在する前記介在物に隣接する前記基地における、前記コイルばねに荷重を負荷したときの最大主応力面に垂直に作用する残留応力の最大値が300MPa以下である、コイルばね。
【請求項9】
請求項8に記載のコイルばねであって、
前記残留応力の最大値が100MPa以下である、コイルばね。
発明の詳細な説明
【技術分野】
【0001】
本発明は、コイルばねの製造方法及びコイルばねに関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
高サイクルの負荷を受ける高張力鋼の機械部品では、介在物等の内部欠陥を起点とする内部疲労破壊による部品の折損のリスクを低減することが必要となる。内部疲労破壊では、その起点となる介在物の大きさや高応力部位での介在物の存在確率が大きく影響を及ぼすと考えられる。従来、介在物を起点とする疲労限を予想する方法が定式化されており、一様な応力下ではこのような推定式による疲労限を予想することができる。このような考え方から、ショットピーニングや窒化を施し、圧縮残留応力を表面部に付与したコイルばねが開発されている。
【0003】
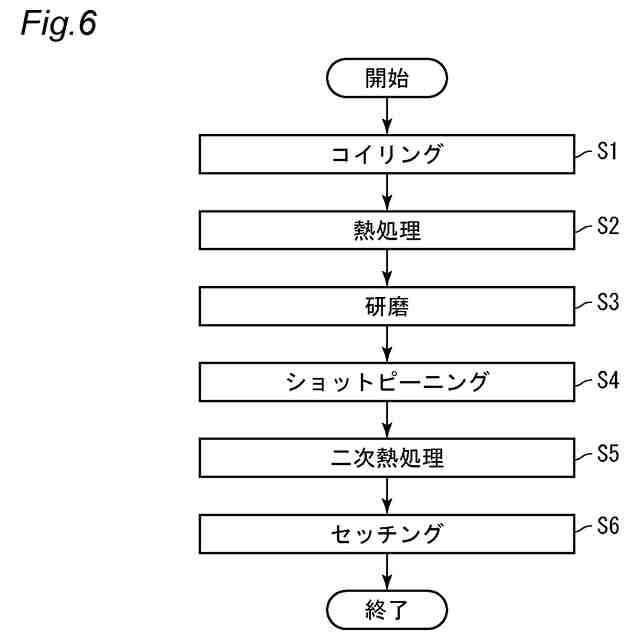
特許第3930715号公報には、非金属介在物の大きさを15μm以下とした鋼を素材とし、コイリング後460℃以上で窒化処理を施して表面硬さをHv700以上となるようにし、少なくとも2回のショットピーニングを施した後、210℃以上でセッチングを施した高強度ばねが開示されている。
【0004】
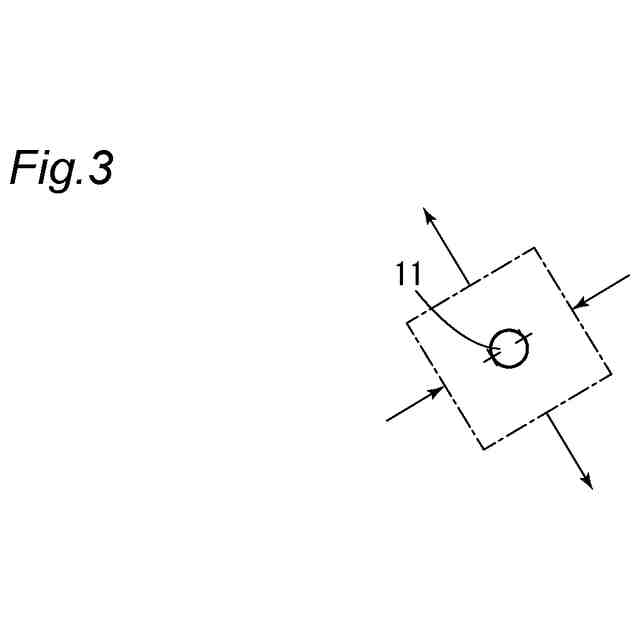
特開2010-117191号公報には、表面に欠陥を有する部材に過大応力を負荷してセッチングを行うことにより、欠陥の先端部に引張塑性変形領域を形成し、過大応力を除荷して欠陥の先端部に圧縮残留応力場を形成することにより、部材の疲労限度を向上させる表面欠陥材の疲労限度向上方法が開示されている。
【先行技術文献】
【特許文献】
【0005】
特許第3930715号公報
特開2010-117191号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ショットピーニングによって圧縮残留応力を付与する方法では、ショットピーニングによって圧縮残留応力を付与できる深さ(クロッシングポイント、0.5mm未満)までに存在する介在物の周りの鋼材の疲労特性を向上させることはできるものの、それよりも深い領域に存在する介在物の周りの鋼材の疲労特性を改善することはできない。より深部の領域に存在する介在物の周りの鋼材の疲労特性を改善することができれば、清浄度の低い材料でも高疲労強度を実現することが可能となり、プロセス削減による環境負荷低減や製造コストの低減につながるものと期待される。
【0007】
特開2010-117191号公報には、表面に欠陥を有する部材に過大応力を負荷してセッチングを行うことによって欠陥の先端部に圧縮残留応力場を形成することが記載されている。同公報には、圧縮残留応力場を形成するために必要な過大応力の大きさを算出する方法が詳しく記載されているが、過大応力を加えるための具体的な方法は記載されていない。また同公報は、表面欠陥がき裂である場合を想定しており、介在物による疲労破壊に関するものではない。
【0008】
本発明の課題は、疲労特性に優れたコイルばねの製造方法を提供すること、及び疲労特性に優れたコイルばねを提供することである。
【課題を解決するための手段】
【0009】
本発明の一実施形態によるコイルばねの製造方法は、常温における基地の線膨張係数との差が13.0×10
-6
K
-1
以上である介在物を含む鋼材からなるコイルばねを製造する方法であって、常温又は常温よりも低い温度でセッチングをする工程を含み、前記コイルばねは、表面から深さ0.50~1.50mmの位置に存在する前記介在物に隣接する前記基地における、前記コイルばねに荷重を負荷したときの最大主応力面に垂直に作用する残留応力の最大値が300MPa以下である。
【0010】
本発明の一実施形態によるコイルばねは、常温における基地の線膨張係数との差が13×10
-6
K
-1
以上である介在物を含む鋼材からなり、前記コイルばねは、表面から深さ0.50~1.50mmの位置に存在する前記介在物に隣接する前記基地における、前記コイルばねに荷重を負荷したときの最大主応力面に垂直に作用する残留応力の最大値が300MPa以下である。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
被還元性評価方法
12日前
日本製鉄株式会社
スチールピストン
今日
日本製鉄株式会社
鋼管の水圧試験方法
14日前
日本製鉄株式会社
コークス炉の耐火物構造
12日前
日本製鉄株式会社
鋼歯車及び鋼歯車の製造方法
今日
日本製鉄株式会社
鋼摺動部品及び鋼摺動部品の製造方法
今日
日本製鉄株式会社
処理装置、処理方法、およびプログラム
5日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
13日前
日本製鉄株式会社
水砕スラグ製造設備の管理方法及び水砕スラグ製造設備の管理設備
今日
日本製鉄株式会社
炭酸エステルの製造方法および炭酸エステル製造用触媒構造体
7日前
個人
脚装置
2か月前
個人
配管固定金具
2か月前
個人
チェーン
4か月前
個人
ポール制振装置
3か月前
個人
家具
1か月前
個人
ジャイロの軸受装置
1か月前
個人
締結具
4か月前
個人
アンカーボルト
20日前
カヤバ株式会社
ダンパ
28日前
株式会社ジェイテクト
玉軸受
3か月前
カヤバ株式会社
緩衝器
2か月前
株式会社ミクニ
弁装置
2か月前
株式会社ミクニ
弁装置
2か月前
株式会社ミクニ
弁装置
2か月前
日東精工株式会社
シールねじ
3か月前
マフレン株式会社
自動給脂器
2か月前
株式会社テイエルブイ
自動弁
25日前
カヤバ株式会社
バルブ
28日前
株式会社フジキン
バルブ装置
20日前
株式会社奥村組
制振機構
3か月前
個人
圧入成形物の製造法
1か月前
株式会社テイエルブイ
熱応動弁
2か月前
株式会社ナジコ
自在継手
1か月前
日星電気株式会社
多層チューブ
2か月前
イワブチ株式会社
締結具
3か月前
株式会社不二工機
電磁弁
2か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ