TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024055102
公報種別
公開特許公報(A)
公開日
2024-04-18
出願番号
2022161735
出願日
2022-10-06
発明の名称
コークス炉の耐火物構造
出願人
日本製鉄株式会社
代理人
弁理士法人樹之下知的財産事務所
主分類
C10B
29/04 20060101AFI20240411BHJP(石油,ガスまたはコークス工業;一酸化炭素を含有する工業ガス;燃料;潤滑剤;でい炭)
要約
【課題】耐火物ブロックを用いたコークス炉の耐火物構造において、炉団長方向に隣接する蓄熱室間、ソールフリュー間のガスリークの発生を防止する。
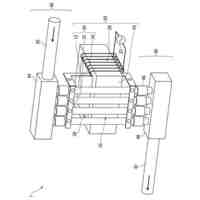
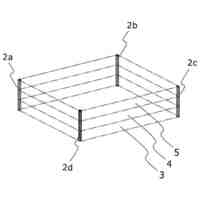
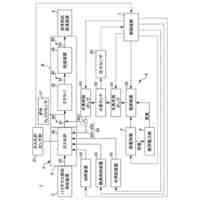
【解決手段】コークス炉の耐火物構造を構成する耐火物ブロックの少なくとも一部の隣接する耐火物ブロックにおいて、上下方向の積層形状について、上方の耐火物ブロックの下面側と下方の耐火物ブロックの上面側の一方に、凹ダボ(炉体支持凹ダボ2A)、他方に凸ダボ(炉体支持凸ダボ2B)を有して両者が嵌合するダボ構造(炉体支持ダボ2)を有し、この炉体支持ダボ2により、上方の耐火物ブロック1Aと下方の耐火物ブロック1Cの間の炉長方向31の相対的動きが拘束されていることを特徴とするコークス炉の耐火物構造。
【選択図】図1
特許請求の範囲
【請求項1】
上段に炭化室と燃焼室が配置され、下段に蓄熱室とソールフリューが配置されているコークス炉の耐火物構造であって、前記炭化室の長手方向を炉長方向、炉長方向と上下方向の双方に垂直な方向を炉団長方向と呼び、
前記コークス炉の耐火物構造を構成する耐火物ブロックのうち少なくとも一部の隣接する耐火物ブロックにおいて、上下方向の積層形状について、上方の耐火物ブロックの下面側と下方の耐火物ブロックの上面側の一方に凹ダボ、他方に凸ダボを有して両者が嵌合するダボ構造を有し(以下「炉体支持ダボ」という。)、前記炉体支持ダボにより、前記上方の耐火物ブロックと前記下方の耐火物ブロックの間の炉長方向の相対的動きが拘束されていることを特徴とするコークス炉の耐火物構造。
続きを表示(約 450 文字)
【請求項2】
前記炉体支持ダボを有する耐火物ブロックの一部又は全部において、前記耐火物ブロックの前記炉長方向端部には、前記炉団長方向に段差を形成する段違い部が構成され、前記炉長方向に隣接する別の耐火物ブロックの前記炉長方向端部にも前記炉団長方向に段差を形成する段違い部が構成され、両方の段違い部が重なって耐火物ブロックの接合部を構成してなることを特徴とする請求項1に記載のコークス炉の耐火物構造。
【請求項3】
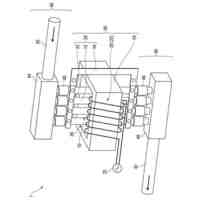
前記炉体支持ダボを有する耐火物ブロックの上下方向の積層形状において、前記炉体支持ダボを有するとともに、上方の耐火物ブロックの下面側と下方の耐火物ブロックの上面側の一方に凹ダボ、他方に凸ダボを有して両者が嵌合する別のダボ構造を有し(以下「ガスシール用ダボ」という。)、前記ガスシール用ダボの前記凹ダボと前記凸ダボは前記炉長方向に平行、かつそれぞれの耐火物ブロックの炉長方向全長にわたって配置されていることを特徴とする請求項1又は請求項2に記載のコークス炉の耐火物構造。
発明の詳細な説明
【技術分野】
【0001】
本発明は、コークス炉の耐火物構造に関するものであり、特に、コークス炉の蓄熱室あるいはソールフリューの耐火物構造に関するものである。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
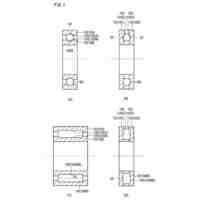
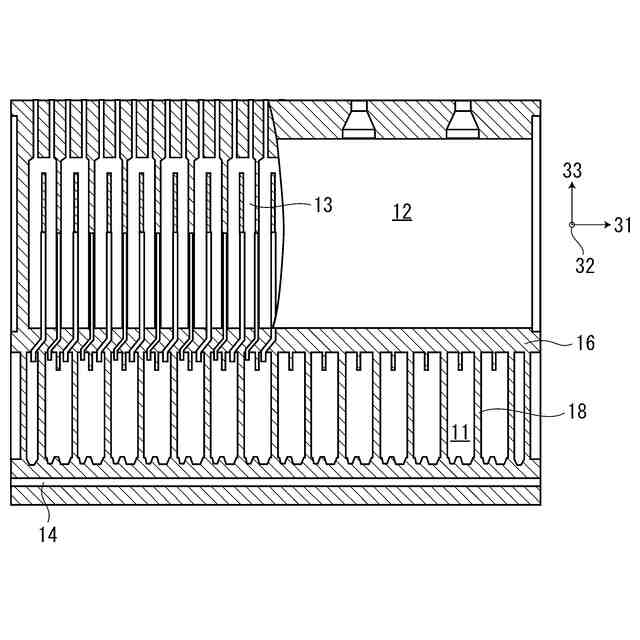
室炉式コークス炉においては、図5に記載のように、上段に炭化室12と燃焼室13が配置され、下段に蓄熱室11が配置される。炭化室12と燃焼室13は炉団長方向32に交互に配置されている。炭化室12と蓄熱室11との間の部分は蛇腹部16と呼ばれる。蓄熱室11については、炉団長方向32に隣接する蓄熱室11aの間の仕切りとして、図4に記載のようにピラーウォール17によって仕切られ、炉長方向31には図5に記載のように仕切り壁18によって仕切られている。蓄熱室11の内部には蓄熱体15(図4のドットハッチング部)としてギッター煉瓦が積み上げられる。蓄熱室11の下部にはソールフリュー14が配置されている。蓄熱室11と燃焼室13の間はガス流路19によって接続されている。通常、炭化室の寸法は、炉高4~7.5m余、炉幅350~550mm、炉長13~17m程度である。炭化室と燃焼室との隔壁及び燃焼室フリュー同士の隔壁、炉頂部、蛇腹部、蓄熱室のピラーウォール、ソールフリューは、いずれも耐火物の煉瓦積み構造で形成される。
【0003】
コークス炉の耐火物構造は、従来、手積み煉瓦を現地で積層することによって形成されていた。珪石煉瓦を手積み工法で積み上げる作業はすべて手作業であるため、築炉期間を短縮するためには、膨大な人数の熟練した築炉工によって作業を行う必要がある。しかし、熟練した築炉工の人数には限りがあるため、短期間で築炉を行うために十分な人数の築炉工を確保することが困難となる。
【0004】
コークス炉の耐火物構造を、上記のように手積み煉瓦を現地で積層するのではなく、所定の成分組成の粒状の耐火物組成物に水を加えて混練し、型枠に流し込んで、乾燥させ、大型の耐火物ブロックを形成し、これをコークス炉の耐火物構造として用いることが知られている。大型プレキャスト耐火物ブロックともいう。
【0005】
特許文献1には、コークス炉の燃焼室、蓄熱室、ソールフリュー、蛇腹部、炉頂部のそれぞれを構成する耐火物の少なくとも一部について、大型プレキャスト耐火物ブロックを用いて築炉する室炉式コークス炉の築炉方法が開示されている。これにより、コークス炉の煉瓦構築に際し、熟練した築炉工の所要人数を十分に低減する、室炉式コークス炉の築炉方法及び室炉式コークス炉の耐火物構造を提供することができる。
【0006】
特許文献2に記載のように、コークス炉を構成する定型耐火物の側面、上面、および底面には、ダボと呼ばれるズレ防止用の凹凸が設けられている。重なり合う定型耐火物同士を、ダボの凹部と凸部が嵌合するように組み合わせながら積み上げることによってコークス炉は建設される。同文献の図1から明らかなように、耐火物の上面に配置されるダボは、耐火物の長手方向に平行に設けられている。上下に重なり合う耐火物においては、このようなダボに嵌合するように積み上げることにより、耐火物の長手方向と直角の方向(耐火物の幅方向)について、上下の耐火物のずれを防止することができる。また、耐火物の側面(水平方向に隣り合う耐火物同士が接合する面)に配置されるダボは、耐火物の上下方向に平行に設けられている。水平方向に隣り合う耐火物においては、このようなダボに嵌合するように配置することにより、耐火物の長手方向と直角の方向(耐火物の幅方向)について、水平方向に隣接する耐火物のずれを防止することができる。
【0007】
特許文献3には、コークス炉の建設方法において、コークス炉基礎上に、蓄熱室内の仕切り壁とギッターれんがを除いて、少なくとも炉床、ソールフリュー、蓄熱室及び蛇腹部を、耐火物ブロックを使用して施工した後、蓄熱室内の仕切り壁とギッターれんがの施工を行うことを特徴とするコークス炉の建設方法が開示されている。同文献の図2は、蓄熱室の施工に使用する大型ブロックの一例を示す斜視図である。同図によると、大型ブロックの上面には、大型ブロックの長手方向に平行にダボが設けられている。
【0008】
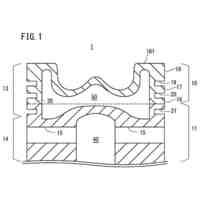
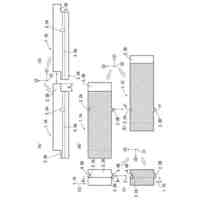
図4は、コークス炉の蛇腹部16、蓄熱室11部分、ソールフリュー14部分を示す部分正面断面図である。いずれの部分も大型の耐火物ブロック1を用いて築造している。築造している耐火物ブロック1の上下方向33の段について、D1段からD9段までの番号を付している。
【0009】
蓄熱室のピラーウォール17部分を大型の耐火物ブロックを用いて築造する場合、上下に隣接する耐火物間の目地(以下「敷目地」ともいう。)、および炉長方向に隣接する耐火物間の目地(以下「縦目地」ともいう。)に隙間(目地切れ)が生じると、隣接する蓄熱室間でのガスのリークが生じるので好ましくない。上下方向33に隣接する耐火物間の敷目地に炉長方向31に平行なダボ嵌合部を設け、および炉長方向31に隣接する耐火物間の縦目地に上下方向33に平行なダボ嵌合部を設けることにより、このダボ嵌合部がガスシールの役割を担うこともできる。ソールフリュー14において、燃料ガスソールフリュー14aと空気ソールフリュー14bを隔てる仕切り壁20についても同様である。
【0010】
稼働中のコークス炉において、コークス炉の下部のソールフリュー14から中間部の蛇腹部16にかけて、上下方向で耐火物温度が異なっている。下部のソールフリュー14(D1段~D3段)は250℃、蓄熱室11は下部(D4段)が400℃、上部(D6段)が1,000℃、蛇腹部(D7段~D9段)は1,000℃程度となる。耐火物は熱膨張する。例えば大型ブロックにおいて主に用いられる粘土質の場合、冷間築造時に比較し、熱間稼働時の熱膨張量は、250℃で約0.15%、400℃で約0.25%、1,000℃で約0.59%となる。今、炉長が15mのコークス炉において、炉長方向31の長さが1mである耐火物ブロック1を用いる場合について熱膨張量を算出する。コークス炉の炉長方向全体長さの熱膨張量は、250℃で約22.5mm、400℃で約37.5mm、1,000℃で約88.5mmとなる。耐火物ブロック1個あたりの炉長方向31の熱膨張量は、250℃で約1.5mm、400℃で約2.5mm、1,000℃で約5.9mmとなる。一方で、耐火物として粘土質でなく溶融シリカ質等の別の材質を使用する場合は、使用する材質に応じて温度毎の熱膨張率を用いて熱膨張量を算出し、当該材質の熱膨張量に応じて設計する。
【先行技術文献】
【特許文献】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
接合継手
5日前
日本製鉄株式会社
接合継手
5日前
日本製鉄株式会社
表面処理鋼板
5日前
日本製鉄株式会社
表面処理鋼板
5日前
日本製鉄株式会社
スチールピストン
12日前
日本製鉄株式会社
被還元性評価方法
24日前
日本製鉄株式会社
流体の電気加熱装置
3日前
日本製鉄株式会社
流体の電気加熱装置
3日前
日本製鉄株式会社
コークスの製造方法
11日前
日本製鉄株式会社
高力ボルト摩擦接合構造
3日前
日本製鉄株式会社
鋼歯車及び鋼歯車の製造方法
12日前
日本製鉄株式会社
建築物及び建築物の施工方法
3日前
日本製鉄株式会社
金属製部材の受熱温度の推定方法
3日前
日本製鉄株式会社
管状部材及び管状部材を含む構造体
3日前
日本製鉄株式会社
鋼摺動部品及び鋼摺動部品の製造方法
12日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
3日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
17日前
日本製鉄株式会社
流体の電気加熱装置および流体の電気加熱方法
3日前
日本製鉄株式会社
流体の電気加熱装置および流体の電気加熱方法
3日前
日本製鉄株式会社
水砕スラグ製造設備の管理方法及び水砕スラグ製造設備の管理設備
12日前
黒崎播磨株式会社
真空脱ガス炉用マグネシアカーボンれんがの製造方法
11日前
日本製鉄株式会社
座屈応力度の推定装置、座屈応力度の推定方法、及び座屈応力度の推定プログラム
3日前
日本製鉄株式会社
座屈応力度の推定装置、座屈応力度の推定方法、及び座屈応力度の推定プログラム
3日前
日本製鉄株式会社
座屈応力度の推定装置、座屈応力度の推定方法、及び座屈応力度の推定プログラム
3日前
日本製鉄株式会社
炭酸エステルの製造方法および炭酸エステル製造用触媒構造体
19日前
日本製鉄株式会社
金型形状データの作成方法、金型の製造方法、プレス成形品の製造方法、プログラム、及び金型形状データ作成システム
2日前
細川製畳株式会社
袋ごと燃やす藁燃料
27日前
本田技研工業株式会社
炭化システム
1か月前
出光興産株式会社
潤滑油組成物
2日前
出光興産株式会社
摺動面用潤滑油組成物
5日前
新日本理化株式会社
潤滑油基油、グリース基油、およびグリース組成物
1か月前
日本製鉄株式会社
コークス炉の耐火物構造
24日前
本田技研工業株式会社
燃料製造システム及び燃料製造方法
26日前
本田技研工業株式会社
燃料製造システム及び燃料製造方法
26日前
一般財団法人石油エネルギー技術センター
コーク量の推算方法
1か月前
本田技研工業株式会社
ガソリン代替燃料の製造方法およびガソリン代替燃料
1か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ