TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024062105
公報種別
公開特許公報(A)
公開日
2024-05-09
出願番号
2022169886
出願日
2022-10-24
発明の名称
流体の電気加熱装置
出願人
日本製鉄株式会社
代理人
弁理士法人樹之下知的財産事務所
主分類
H05B
6/10 20060101AFI20240430BHJP(他に分類されない電気技術)
要約
【課題】流体の電気加熱による加熱効率の高効率化、加熱装置の小型化と大容量化との両立、及び安全運転を可能にする、流体の電気加熱装置を提供する。
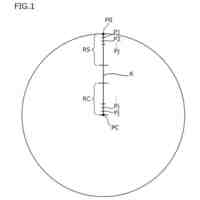
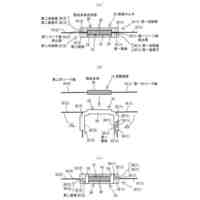
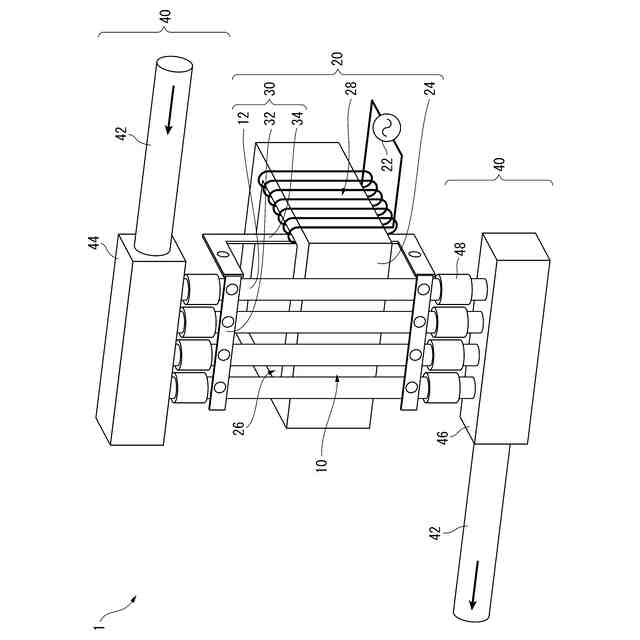
【解決手段】本発明は、環状トランス24の巻数が1の二次巻線30の巻き方向の一部が、内部に被加熱流体が流れる加熱管12の複数本が並行して集合した加熱部10で形成される、流体の電気加熱装置であって、加熱部10をなす加熱管12の各々の両端部には、被加熱流体を供給し且つ排出させる流体給排手段40が接続され、加熱部10は、環状トランス24の鉄心間口26を除く周辺位置に配置され、加熱部10をなす加熱管12の各々は、両端部で片側ずつ管端部短絡電極32により電気的に接続され、二次巻線30の巻き方向の残部は、2つの管端部短絡電極32の一方から他方まで延びる二次閉回路形成導体34により形成される。
【選択図】図1
特許請求の範囲
【請求項1】
環状トランスの巻数が1の二次巻線の巻き方向の一部が、内部に被加熱流体が流れる加熱管の複数本が並行して集合した加熱部で形成される、流体の電気加熱装置であって、
前記加熱部をなす前記加熱管の各々の両端部には、前記被加熱流体を供給し且つ排出させる流体給排手段が接続され、
前記加熱部は、前記環状トランスの鉄心間口を除く周辺位置に配置され、
前記加熱部をなす前記加熱管の各々は、両端部で片側ずつ管端部短絡電極により電気的に接続され、
前記二次巻線の巻き方向の残部は、2つの前記管端部短絡電極の一方から他方まで延びる二次閉回路形成導体により形成される、流体の電気加熱装置。
続きを表示(約 180 文字)
【請求項2】
前記流体給排手段が、流体供給ヘッダーおよび流体排出ヘッダーを備え、さらに前記加熱管の少なくとも一方の端部に、前記加熱管の熱膨張または熱収縮を吸収する伸縮器を備える、請求項1に記載の流体の電気加熱装置。
【請求項3】
前記加熱部と前記環状トランスとの間に断熱材が配設される、請求項1または請求項2に記載の流体の電気加熱装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、流体の電気加熱装置に関し、詳しくは高い加熱効率を有して小型化可能な流体の電気加熱装置に関するものである。
続きを表示(約 3,000 文字)
【背景技術】
【0002】
近年、地球温暖化対策のために、エネルギー効率の高効率化や二酸化炭素排出量の少ない燃料への転換が進められている。大規模で大容量の流体の加熱装置の分野では、従来より、種々なものが使用されており、数百度というような高温加熱を行うには、通常、燃焼ガスを利用したボイラ等の加熱装置が使用されている。しかし、燃焼ガスを使用するボイラ等の加熱装置は、設備が大型化するだけでなく、加熱効率が高効率のものでも35%程度と高効率化に限界があるという問題がある。
【0003】
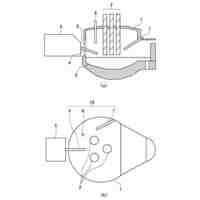
このような加熱設備の小型化および加熱効率の効率化のいずれの問題に対しても、大電力を限られた空間に投入できる電気加熱手段が有利であるといえる。例えば、特許文献1には、図3の(a)縦断面図(ただし、発熱体62は、横断面図での記載より単純化して2本のみを記載)と(b)横断面図とで示すような、誘導加熱による流体の電気加熱装置60が開示されている。具体的には、発熱体62は、例えばSUS304からなる非磁性管62aおよび例えばSUS430からなる磁性体としての磁性管62bによって構成される。非磁性管62aの両端は、管支え板64、66で固定支持される。また、発熱体62の外側周囲には、図示しない交流電源に接続された誘導加熱コイル72が配設される。この誘導加熱コイル72は、円筒形状の内側断熱材68と外側断熱材70との間に介在し、内側断熱材68の両端が、管支え板64、66に固定支持されることにより、位置決めされる。管支え板64、66には、それぞれ流体入口ヘッダー74、流体出口ヘッダー76が設けられ、気体または液体の被加熱流体(矢印A)は、流体入口ヘッダー74から非磁性管62aを通って加熱されて流体出口ヘッダー76へと導かれる。
【0004】
特許文献1に記載の発明では、磁性管62bは、被加熱流体(矢印A)が流れる非磁性管62aの外周面に接触しており、誘導加熱により磁性管62bにおいて生じた熱は磁性管62bから非磁性管62aに、非磁性管62aから被加熱流体に熱伝導している。そのため、非磁性管62aに比べ耐食性に劣る磁性管62bに被加熱流体が接触することがなく、耐食性が向上するとする。また、複数の発熱体62を、互いに平行に、且つ、誘導加熱コイル72内で互いに略均等間隔をもって分布して配置することで、流体の電気加熱装置60の大型化を抑えながら、有効に被加熱流体を加熱することもできるとする。
【0005】
ただし、特許文献1に記載のようなソレノイドコイル状の誘導加熱コイル72の内側の発熱体62(磁性管62b)を加熱する場合には、次のような理由により、その加熱効率を向上させるには、限界があった。これは、誘導加熱コイル72により生じる磁束を、誘導加熱コイル内の発熱体(導体)に全て通すことは難しいからである。このような効率低下の要因を、図3(b)を参照しながら具体的に説明すると次のとおりである。
(ア)誘導加熱コイル72で発生した磁束は、誘導加熱コイル72の内側では、誘導加熱コイル72に近接した発熱体62の表層を貫通して誘導電流を起こすが、磁束の性質上、加熱に寄与する発熱体62の部位は誘導加熱コイル72側の半周程度に限られる。
(イ)一方、誘導加熱コイル72の内側の発熱体62のうち、外側の発熱体62は、誘導加熱コイル72と反対の面側が、また中心側の発熱体62は全体的に、誘導加熱コイル72から離れているために、有効な磁束の貫通量が少なく、有効な加熱がし難いと推測される。
(ウ)さらに、誘導加熱コイル72の外側の磁束は自由に放射されるため、発熱体62以外の周囲の金属を貫通する磁束も相当程度多い。
【0006】
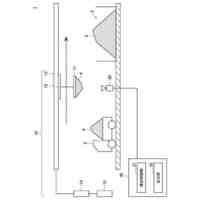
このようなソレノイドコイル状の誘導加熱コイルでの磁束の漏洩の問題が生じがたい流体の電気加熱装置として、特許文献2には、図4(a)の断面図および同図(b)の一部切開平面図で示すような、変圧器を利用した流体の電気加熱装置80が開示されている。ここでの変圧器は、鉄心84と、電気絶縁物86を介して鉄心(中央脚)周りにらせん状に巻き回される一次巻線82と、内部に被加熱流体を流通させる導電性パイプ88が鉄心周りに螺旋状に巻き回され短絡片92で短絡された一巻き相当の二次巻線と、からなる。なお、導電性パイプ88は、内外周を熱絶縁保温材90によって覆われる。このような流体の電気加熱装置80では、一次巻線82に交流電力が供給されると、二次巻線である導電性パイプ88には一次巻線82との巻数比に応じた電圧が誘起され、これに基づく誘導電流によるジュール熱により、内部を流通する被加熱流体が加熱される。この場合、磁気回路は鉄心によって形成されるので、一次巻線と二次巻線の磁気結合が良好に保たれ、漏洩リアクタンスが少なく、二次巻線としての導電性パイプ88中を貫通する有効磁束を増大させることができるとしている。
【先行技術文献】
【特許文献】
【0007】
特開2008-134041号公報
特開昭56-127139号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、特許文献2に記載の発明では、変圧器の二次巻線となる導電性パイプ88の内部に設けられる被加熱流体の流路は小断面で1つのみであり、大規模で大容量の流体加熱の用途では、流体流量の増大の要請に応えられないという問題がある。また、同文献に記載の発明では、変圧器の二次巻線としては短絡されて一巻き相当となるが、流体流路としては螺旋状に多数巻きされたままのため流体流路の圧損は大きくならざるを得ず、加熱処理できる流体流量の増大には限界があるという問題がある。さらに、同文献に記載の発明では、導電性パイプ88は、巻数が1の二次巻線とするために短絡片が溶接されることから、加熱管としての熱変形が拘束されやすく熱疲労によるパイプ破断の危険性を孕むため、加熱可能な温度領域を広くできないという問題がある。
【0009】
本発明は、上記のような問題に鑑みてなされたものであり、流体の電気加熱による加熱効率の高効率化、加熱装置の小型化と大容量化との両立、および安全運転を可能にする、流体の電気加熱装置を提供することを目的とする。
【課題を解決するための手段】
【0010】
[1]環状トランスの巻数が1の二次巻線の巻き方向の一部が、内部に被加熱流体が流れる加熱管の複数本が並行して集合した加熱部で形成される、流体の電気加熱装置であって、
前記加熱部をなす前記加熱管の各々の両端部には、前記被加熱流体を供給し且つ排出させる流体給排手段が接続され、
前記加熱部は、前記環状トランスの鉄心間口を除く周辺位置に配置され、
前記加熱部をなす前記加熱管の各々は、両端部で片側ずつ管端部短絡電極により電気的に接続され、
前記二次巻線の巻き方向の残部は、2つの前記管端部短絡電極の一方から他方まで延びる二次閉回路形成導体により形成される、流体の電気加熱装置。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
駐車支援装置
9日前
日本製鉄株式会社
連続鋳造方法
今日
日本製鉄株式会社
経路算出装置
9日前
日本製鉄株式会社
駐車支援装置
9日前
日本製鉄株式会社
溶鋼の製造方法
2日前
日本製鉄株式会社
高炉の操業方法
今日
日本製鉄株式会社
多角形筒形構造
今日
日本製鉄株式会社
電気炉の精錬方法
1日前
日本製鉄株式会社
焼結鉱の製造方法
16日前
日本製鉄株式会社
溶鋼の脱窒処理方法
2日前
日本製鉄株式会社
搬送装置およびスタッカ
今日
日本製鉄株式会社
フレーム部材及びパネル材
15日前
日本製鉄株式会社
監視システム及び監視方法
6日前
日本製鉄株式会社
基礎構造の施工方法及び基礎構造
13日前
日本製鉄株式会社
鉄道車両用の推定方法及び推定装置
9日前
日本製鉄株式会社
取鍋用注入ノズル及び連続鋳造方法
今日
日本製鉄株式会社
連続鋳造方法及び取鍋用の注入ノズル
今日
日本製鉄株式会社
連続鋳造用のノズルおよび連続鋳造方法
今日
日本製鉄株式会社
鋼線、めっき鋼線、撚り鋼線及びゴム成形体
9日前
日本製鉄株式会社
トーションビーム用鋼管およびその製造方法
13日前
日本製鉄株式会社
鋼線、めっき鋼線、撚り鋼線及びゴム成形体
9日前
日本製鉄株式会社
判定装置、判定方法及びコンピュータープログラム
15日前
日本製鉄株式会社
ネットワークシステム、携帯情報端末及びプログラム
1日前
日本製鉄株式会社
焼成指標推定方法及びドワイトロイド式焼結機の操業方法
15日前
日本製鉄株式会社
監視方法、監視システム及び検品済み鉄スクラップ製造方法
6日前
日本製鉄株式会社
コンクリート除去部の防食方法および床版取替え構造の防食方法
15日前
日本製鉄株式会社
判定装置、判定システム、判定方法及びコンピュータープログラム
15日前
日本製鉄株式会社
590MPa級建築構造用鋼板、建築構造用溶接組立H形鋼および590MPa級建築構造用鋼板の製造方法
15日前
日本製鉄株式会社
590MPa級建築構造用鋼板、建築構造用溶接組立H形鋼および590MPa級建築構造用鋼板の製造方法
15日前
日本製鉄株式会社
二酸化炭素と水素から炭化水素を製造する触媒、その触媒の製造方法、及び二酸化炭素と水素から炭化水素を製造する方法
16日前
イビデン株式会社
配線基板
6日前
株式会社カネカ
製造システム
2か月前
コーセル株式会社
部品ホルダ
1か月前
シャープ株式会社
装置
1か月前
オムロン株式会社
基板
19日前
株式会社エイム
半田配置方法
21日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ