TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024080894
公報種別
公開特許公報(A)
公開日
2024-06-17
出願番号
2022194236
出願日
2022-12-05
発明の名称
鋼線、めっき鋼線、撚り鋼線及びゴム成形体
出願人
日本製鉄株式会社
代理人
アセンド弁理士法人
主分類
C22C
38/00 20060101AFI20240610BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】優れた耐腐食疲労特性が得られる鋼線を提供する。
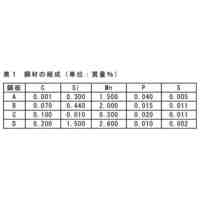
【解決手段】本実施形態の鋼線は、化学組成が、質量%で、C:0.70~1.20%、Si:0.10~1.00%、Mn:0.10~1.00%、P:0.020%以下、S:0.020%以下、Al:0.005超~0.080%、N:0.0010~0.0100%、Cu:0.010~0.500%、Ni:0.010~0.500%、Sn:0.003~0.100%、及び、O:0.0040%以下、を含有し、残部はFe及び不純物からなり、鋼線の表層でのCu含有量の指標を[Cu]
S
とし、Sn含有量の指標を[Sn]
S
とし、鋼線の中心部のCu含有量の指標を[Cu]
B
とし、Sn含有量の指標を[Sn]
B
としたとき、式(1)を満たす。
([Cu]
S
+[Sn]
S
)/([Cu]
B
+[Sn]
B
)>1.05 (1)
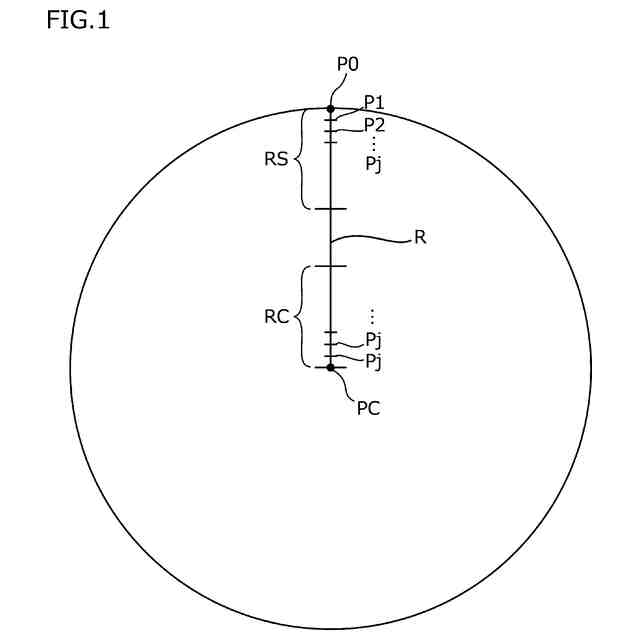
【選択図】図1
特許請求の範囲
【請求項1】
鋼線であって、
化学組成が、質量%で、
C:0.70~1.20%、
Si:0.10~1.00%、
Mn:0.10~1.00%、
P:0.020%以下、
S:0.020%以下、
Al:0.005超~0.080%、
N:0.0010~0.0100%、
Cu:0.010~0.500%、
Ni:0.010~0.500%、
Sn:0.003~0.100%、及び、
O:0.0040%以下、を含有し、
残部はFe及び不純物からなり、
前記鋼線の軸方向に垂直な円形断面のうち、前記鋼線の表面位置と前記鋼線の中心軸位置とを結ぶ半径線分において、前記表面位置から前記中心軸位置まで0.2μm間隔の分析位置で電子線マイクロアナライザによる元素分析を実施して、各分析位置でのCu含有量及びSn含有量を求め、
前記半径線分のうち、前記表面位置から10.0μmの範囲内の全ての前記分析位置の前記Cu含有量のうちの最大値を[Cu]
S
と定義し、
前記半径線分のうち、前記表面位置から10.0μmの範囲内の全ての前記分析位置の前記Sn含有量のうちの最大値を[Sn]
S
と定義し、
前記半径線分のうち、前記中心軸位置から10.0μmの範囲内の全ての前記分析位置の前記Cu含有量の算術平均値を[Cu]
B
と定義し、
前記半径線分のうち、前記中心軸位置から10.0μmの範囲内の全ての前記分析位置の前記Sn含有量の算術平均値を[Sn]
B
と定義したとき、
式(1)を満たす、
鋼線。
([Cu]
S
+[Sn]
S
)/([Cu]
B
+[Sn]
B
)>1.05 (1)
続きを表示(約 1,400 文字)
【請求項2】
鋼線であって、
化学組成が、質量%で、
C:0.70~1.20%、
Si:0.10~1.00%、
Mn:0.10~1.00%、
P:0.020%以下、
S:0.020%以下、
Al:0.005超~0.080%、
N:0.0010~0.0100%、
Cu:0.010~0.500%、
Ni:0.010~0.500%、
Sn:0.003~0.100%、及び、
O:0.0040%以下、を含有し、
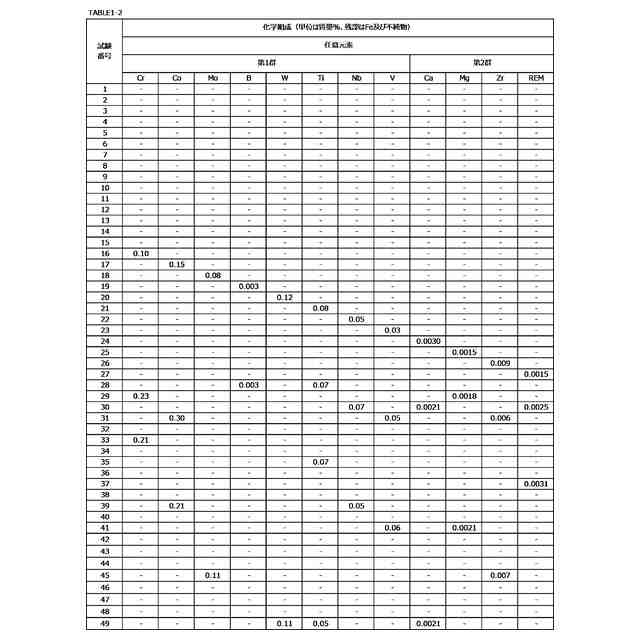
さらに、第1群及び第2群からなる群から選択される1種以上を含有し、
残部はFe及び不純物からなり、
前記鋼線の軸方向に垂直な円形断面のうち、前記鋼線の表面位置と前記鋼線の中心軸位置とを結ぶ半径線分において、前記表面位置から前記中心軸位置まで0.2μm間隔の分析位置で電子線マイクロアナライザによる元素分析を実施して、各分析位置でのCu含有量及びSn含有量を求め、
前記半径線分のうち、前記表面位置から10.0μmの範囲内の全ての前記分析位置の前記Cu含有量のうちの最大値を[Cu]
S
と定義し、
前記半径線分のうち、前記表面位置から10.0μmの範囲内の全ての前記分析位置の前記Sn含有量のうちの最大値を[Sn]
S
と定義し、
前記半径線分のうち、前記中心軸位置から10.0μmの範囲内の全ての前記分析位置の前記Cu含有量の算術平均値を[Cu]
B
と定義し、
前記半径線分のうち、前記中心軸位置から10.0μmの範囲内の全ての前記分析位置の前記Sn含有量の算術平均値を[Sn]
B
と定義したとき、
式(1)を満たす、
鋼線。
[第1群]
Cr:0.50%以下、
Co:0.50%以下、
Mo:0.20%以下、
B:0.005%以下、
W:0.20%以下、
Ti:0.10%以下、
Nb:0.10%以下、及び、
V:0.10%以下、からなる群から選択される1種以上
[第2群]
Ca:0.0050%以下、
Mg:0.0050%以下、
Zr:0.010%以下、及び、
希土類元素:0.0050%以下、からなる群から選択される1種以上
([Cu]
S
+[Sn]
S
)/([Cu]
B
+[Sn]
B
)>1.05 (1)
【請求項3】
請求項2に記載の鋼線であって、
前記第1群を含有する、
鋼線。
【請求項4】
請求項2に記載の鋼線であって、
前記第2群を含有する、
鋼線。
【請求項5】
請求項1又は請求項2に記載の鋼線と、
前記鋼線の表面に形成されているめっき層とを備える、
めっき鋼線。
【請求項6】
撚り合わされた請求項1又は請求項2に記載の複数の鋼線を備える、
撚り鋼線。
【請求項7】
請求項1又は請求項2に記載の鋼線が埋設されている、
ゴム成形体。
発明の詳細な説明
【技術分野】
【0001】
本開示は、線材を熱処理した後、伸線加工等の冷間加工を実施して得られる鋼線、めっき鋼線、撚り鋼線、及び、ゴム成形体に関する。
続きを表示(約 2,900 文字)
【背景技術】
【0002】
鋼線は、自動車等のラジアルタイヤ、各種産業用ベルト、及び、ホースの補強材として用いられるスチールコードの素材として用いられる。鋼線は例えば、次の製造方法で製造される。熱間圧延後に調整冷却した線材に対して、1次伸線加工を実施する。一次伸線加工後、中間パテンティング処理を実施し、さらに2次伸線加工を実施して、鋼線を製造する。この鋼線に対して最終パテンティング処理を実施する。最終パテンティング後の鋼線に対して、ブラスめっきを実施し、さらに最終湿式伸線加工を実施する。このようにして得られた鋼線を、さらに撚り加工で複数本撚り合わせて、撚り鋼線とする。以上の工程により、スチールコードが製造される。
【0003】
スチールコードに代表される鋼線は、タイヤ、ベルト及びホースといったゴム組成物に埋設される。ゴム組成物に埋設される鋼線は、ゴム組成物の使用時に、連続的に外力を受ける。さらに、ゴム組成物には水分は空気が透過して侵入する。そのため、ゴム組成物に埋設される鋼線の表面は、腐食環境に曝される。したがって、鋼線は、腐食環境での優れた疲労特性、つまり、優れた耐腐食疲労特性が求められる。
【0004】
耐腐食疲労特性を高める技術が、特開2001-279381号公報(特許文献1)及び特開平4-280944号公報(特許文献2)に提案されている。これらの文献に開示された鋼線では、Cuを含有することにより、耐腐食疲労特性を高めている。
【先行技術文献】
【特許文献】
【0005】
特開2001-279381号公報
特開平4-280944号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1及び特許文献2に記載の技術と異なる技術により、鋼線の耐腐食疲労特性を高めてもよい。
【0007】
本発明の目的は、優れた耐腐食疲労特性が得られる鋼線を提供することである。
【課題を解決するための手段】
【0008】
本発明による鋼線は、
化学組成が、質量%で、
C:0.70~1.20%、
Si:0.10~1.00%、
Mn:0.10~1.00%、
P:0.020%以下、
S:0.020%以下、
Al:0.005超~0.080%、
N:0.0010~0.0100%、
Cu:0.010~0.500%、
Ni:0.010~0.500%、
Sn:0.003~0.100%、及び、
O:0.0040%以下、を含有し、
残部はFe及び不純物からなり、
前記鋼線の軸方向に垂直な円形断面のうち、前記鋼線の表面位置と前記鋼線の中心軸位置とを結ぶ半径線分において、前記表面位置から前記中心軸位置まで0.2μm間隔の分析位置で電子線マイクロアナライザによる元素分析を実施して、各分析位置でのCu含有量及びSn含有量を求め、
前記半径線分のうち、前記表面位置から10.0μmの範囲内の全ての前記分析位置の前記Cu含有量のうちの最大値を[Cu]
S
と定義し、
前記半径線分のうち、前記表面位置から10.0μmの範囲内の全ての前記分析位置の前記Sn含有量のうちの最大値を[Sn]
S
と定義し、
前記半径線分のうち、前記中心軸位置から10.0μmの範囲内の全ての前記分析位置の前記Cu含有量の算術平均値を[Cu]
B
と定義し、
前記半径線分のうち、前記中心軸位置から10.0μmの範囲内の全ての前記分析位置の前記Sn含有量の算術平均値を[Sn]
B
と定義したとき、
式(1)を満たす。
([Cu]
S
+[Sn]
S
)/([Cu]
B
+[Sn]
B
)>1.05 (1)
【0009】
本発明による鋼線は、
化学組成が、質量%で、
C:0.70~1.20%、
Si:0.10~1.00%、
Mn:0.10~1.00%、
P:0.020%以下、
S:0.020%以下、
Al:0.005超~0.080%、
N:0.0010~0.0100%、
Cu:0.010~0.500%、
Ni:0.010~0.500%、
Sn:0.003~0.100%、及び、
O:0.0040%以下、を含有し、
さらに、第1群及び第2群からなる群から選択される1種以上を含有し、
残部はFe及び不純物からなり、
前記鋼線の軸方向に垂直な円形断面のうち、前記鋼線の表面位置と前記鋼線の中心軸位置とを結ぶ半径線分において、前記表面位置から前記中心軸位置まで0.2μm間隔の分析位置で電子線マイクロアナライザによる元素分析を実施して、各分析位置でのCu含有量及びSn含有量を求め、
前記半径線分のうち、前記表面位置から10.0μmの範囲内の全ての前記分析位置の前記Cu含有量のうちの最大値を[Cu]
S
と定義し、
前記半径線分のうち、前記表面位置から10.0μmの範囲内の全ての前記分析位置の前記Sn含有量のうちの最大値を[Sn]
S
と定義し、
前記半径線分のうち、前記中心軸位置から10.0μmの範囲内の全ての前記分析位置の前記Cu含有量の算術平均値を[Cu]
B
と定義し、
前記半径線分のうち、前記中心軸位置から10.0μmの範囲内の全ての前記分析位置の前記Sn含有量の算術平均値を[Sn]
B
と定義したとき、
式(1)を満たす。
[第1群]
Cr:0.50%以下、
Co:0.50%以下、
Mo:0.20%以下、
B:0.005%以下、
W:0.20%以下、
Ti:0.10%以下、
Nb:0.10%以下、及び、
V:0.10%以下、からなる群から選択される1種以上
[第2群]
Ca:0.0050%以下、
Mg:0.0050%以下、
Zr:0.010%以下、及び、
希土類元素:0.0050%以下、からなる群から選択される1種以上
([Cu]
S
+[Sn]
S
)/([Cu]
B
+[Sn]
B
)>1.05 (1)
【発明の効果】
【0010】
本発明の鋼線は、優れた耐腐食疲労特性が得られる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
16日前
日本製鉄株式会社
ボルト
20日前
日本製鉄株式会社
鋼矢板
1か月前
日本製鉄株式会社
チタン材
2日前
日本製鉄株式会社
構造部材
9日前
日本製鉄株式会社
クランク軸
10日前
日本製鉄株式会社
耐火構造物
10日前
日本製鉄株式会社
耐火構造物
10日前
日本製鉄株式会社
耐火構造物
10日前
日本製鉄株式会社
鉄道架線柱
16日前
日本製鉄株式会社
油井用金属管
16日前
日本製鉄株式会社
管用ねじ継手
17日前
日本製鉄株式会社
連続鋳造装置
24日前
日本製鉄株式会社
連続鋳造方法
26日前
日本製鉄株式会社
連続鋳造装置
26日前
日本製鉄株式会社
転炉精錬方法
26日前
日本製鉄株式会社
溶銑の製造方法
10日前
日本製鉄株式会社
低P鋼の溶製方法
16日前
日本製鉄株式会社
鋼の連続鋳造方法
16日前
日本製鉄株式会社
モールドパウダー
1か月前
日本製鉄株式会社
金属材の冷却方法
16日前
日本製鉄株式会社
鋼の連続鋳造方法
26日前
日本製鉄株式会社
焼結装置の運転方法
9日前
日本製鉄株式会社
連続鋳造用浸漬ノズル
17日前
日本製鉄株式会社
光触媒及びその製造方法
26日前
日本製鉄株式会社
高温流体の配管移送装置
10日前
日本製鉄株式会社
鋼板及び鋼板の製造方法
26日前
日本製鉄株式会社
スマットを除去する方法
5日前
日本製鉄株式会社
高力ボルト摩擦接合構造
5日前
日本製鉄株式会社
Cu含有鋼鋳片の製造方法
16日前
日本製鉄株式会社
空気ばねの高さの計算方法
1か月前
日本製鉄株式会社
薄鋼板および連続鋳造鋳片
16日前
日本製鉄株式会社
梁接合構造及び梁接合方法
10日前
日本製鉄株式会社
梁接合構造及び梁接合方法
10日前
日本製鉄株式会社
傾斜管内壁安全幕設置方法
9日前
日本製鉄株式会社
RH真空脱ガス設備の下部槽
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ