TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024120517
公報種別
公開特許公報(A)
公開日
2024-09-05
出願番号
2023027356
出願日
2023-02-24
発明の名称
連続鋳造装置
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B22D
11/10 20060101AFI20240829BHJP(鋳造;粉末冶金)
要約
【課題】本開示は、清浄性の高い溶鋼を得ることが可能な連続鋳造装置を説明する。
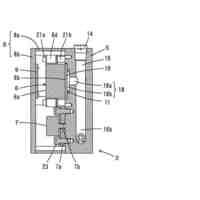
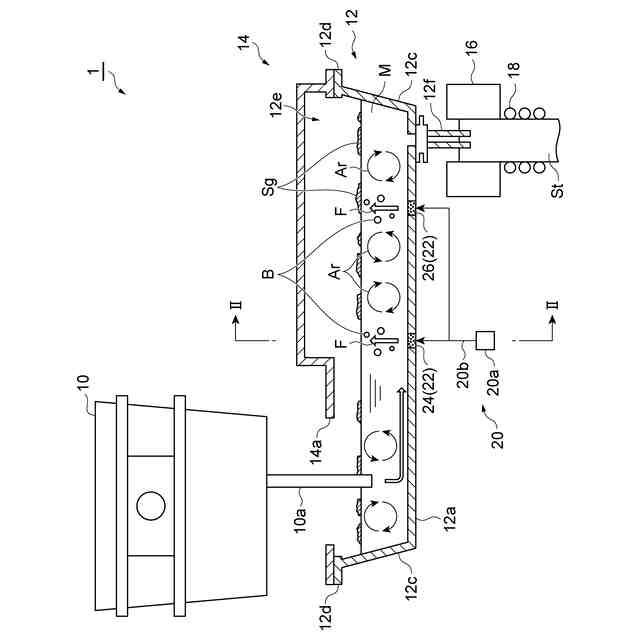
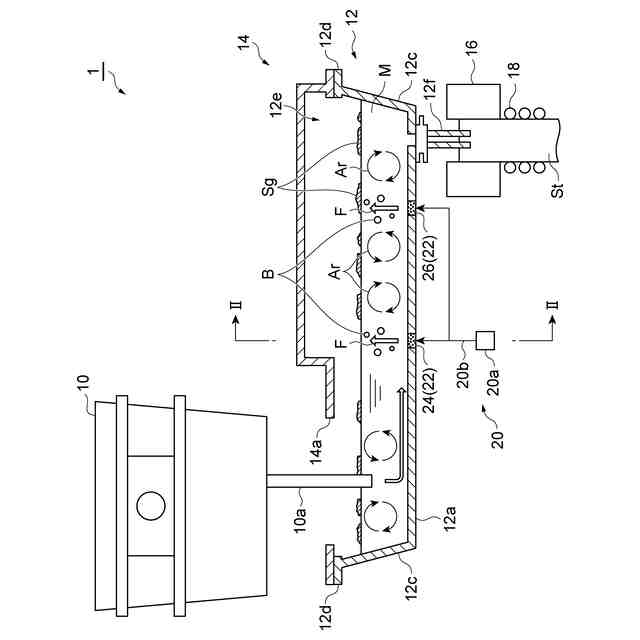
【解決手段】連続鋳造装置は、内部に貯留している溶鋼を、底壁に設けられた排出孔を通じて鋳型に注湯するように構成されたタンディッシュと、タンディッシュの上方に配置されており、タンディッシュに向けて下方に延びるノズルを通じてタンディッシュに溶鋼を注湯するように構成された取鍋と、ノズルと排出孔との間において、ノズルから排出孔に向かう溶鋼の流れ方向に並ぶようにタンディッシュの底部に配置された第1の気泡発生部及び第2の気泡発生部と、第1の気泡発生部及び第2の気泡発生部にガスを供給するように構成された供給部とを備える。第1の気泡発生部及び第2の気泡発生部は、供給部から供給されるガスにより、流れ方向に対して交差する幅方向にわたって拡がる気泡を上昇流と共に溶鋼内に形成するように構成されている。
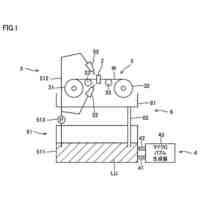
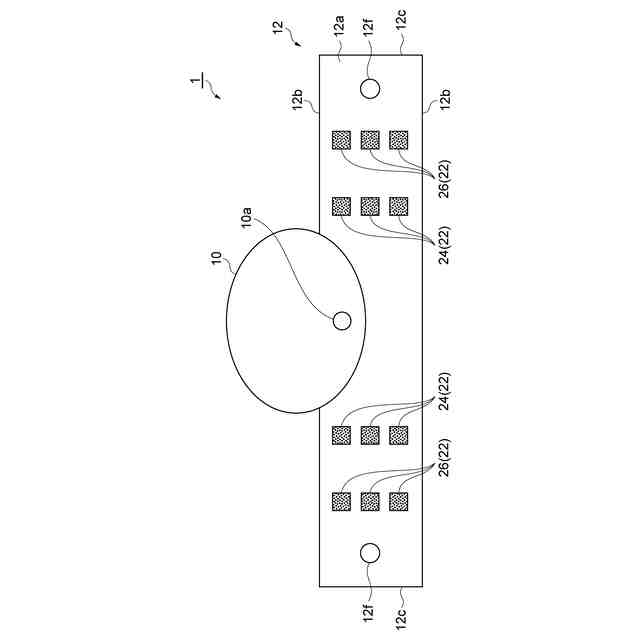
【選択図】図1
特許請求の範囲
【請求項1】
内部に貯留している溶鋼を、底壁に設けられた排出孔を通じて鋳型に注湯するように構成されたタンディッシュと、
前記タンディッシュの上方に配置されており、前記タンディッシュに向けて下方に延びるノズルを通じて前記タンディッシュに溶鋼を注湯するように構成された取鍋と、
前記ノズルと前記排出孔との間において、前記ノズルから前記排出孔に向かう溶鋼の流れ方向に並ぶように前記タンディッシュの底部に配置された第1の気泡発生部及び第2の気泡発生部と、
前記第1の気泡発生部及び前記第2の気泡発生部にガスを供給するように構成された供給部とを備え、
前記第1の気泡発生部及び前記第2の気泡発生部は、前記供給部から供給されるガスにより、前記流れ方向に対して交差する幅方向にわたって拡がる気泡を上昇流と共に溶鋼内に形成するように構成されている、連続鋳造装置。
続きを表示(約 480 文字)
【請求項2】
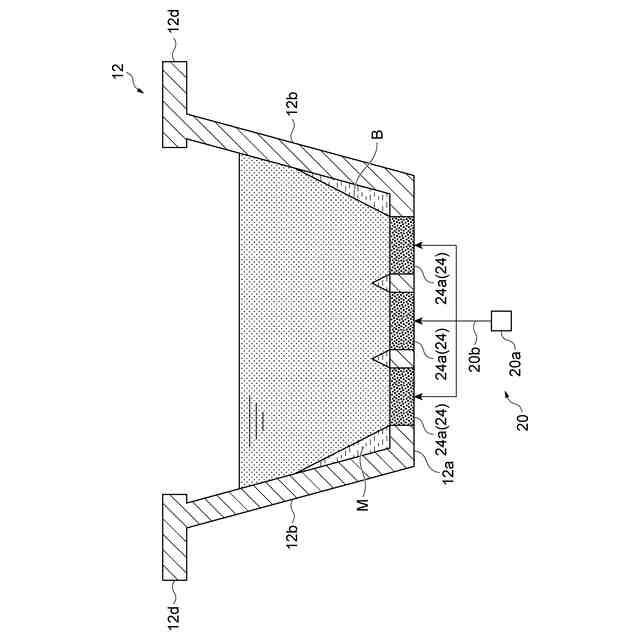
前記第1の気泡発生部は、前記幅方向に並ぶように前記タンディッシュの底壁に配置された複数の気泡発生部材を含み、
前記供給部は、前記複数の気泡発生部材のそれぞれにガスを供給するように構成されている、請求項1に記載の装置。
【請求項3】
前記第1の気泡発生部は、前記タンディッシュの底壁に配置された、前記幅方向に延びる長尺状の気泡発生部材であり、
前記供給部は、前記第1の気泡発生部のうちその長手方向において異なる複数の箇所にガスを供給するように構成されている、請求項1に記載の装置。
【請求項4】
前記第1の気泡発生部は、前記タンディッシュの側壁のうち前記底壁の近傍に配置されている、請求項1~3のいずれか一項に記載の装置。
【請求項5】
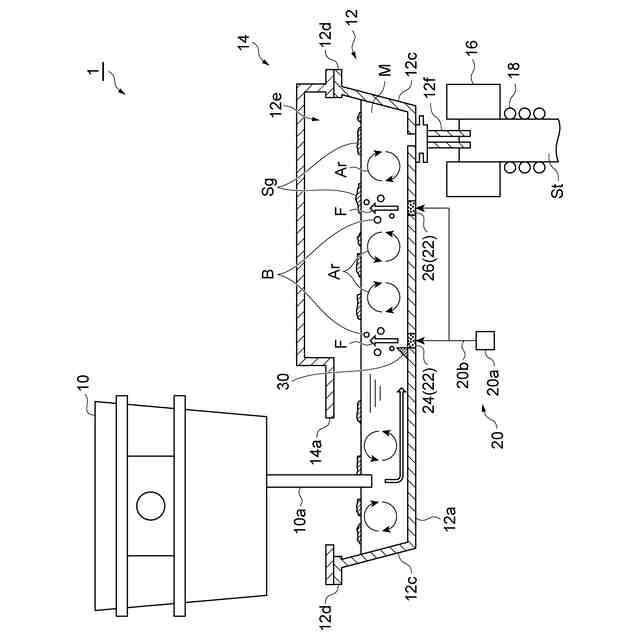
前記第1の気泡発生部及び前記第2の気泡発生部のうち前記流れ方向において上流側に位置する気泡発生部の上流側において、前記タンディッシュの底壁に設けられ且つ前記幅方向に延びる堰部材をさらに備える、請求項1~3のいずれか一項に記載の装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、連続鋳造装置に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
特許文献1は、溶鋼(金属溶湯)を貯留する取鍋の下方に配置された連続鋳造用タンディッシュを開示している。取鍋の底壁には、タンディッシュに向けて延びるノズルが設けられている。タンディッシュは、ノズルを介して取鍋から流出した溶鋼を一時的に貯留するように構成されている。
【0003】
ところで、タンディッシュ内においては、ノズルから吐出された溶鋼は、比較的速い流れで、タンディッシュの底壁に衝突した後、その向きを変えて、当該底壁に沿って水平方向に流れる。ところが、溶鋼中には介在物(例えば、アルミナ等からなる粒状の固形物など)が存在しており、溶鋼が速い流れでタンディッシュの底壁にまで到達すると、介在物もタンディッシュの底壁近傍まで沈んでしまう。このとき、介在物は溶鋼との比重差で浮上するが、その浮上速度は介在物の体積に依存する。したがって、体積の小さい、すなわち粒径の小さい介在物は、浮上速度が遅く、溶鋼中に沈んだまま湯面に浮かび上がらず、溶鋼の速い流れに随伴してタンディッシュから鋳型に向けて排出されてしまう懸念がある。
【0004】
そこで、特許文献1では、タンディッシュ内に、下堰及び上堰を溶鋼の流れ方向において交互に配置している。これにより、溶鋼は、タンディッシュ内において上下に蛇行しながら流れるので、溶鋼内の介在物等が湯面に浮上しやすくなる。しかしながら、下堰及び上堰は通常、耐火物で構成されているので、溶鋼と接することで溶損することがある。そのため、下堰及び上堰の交換のためのランニングコストが生じうる。また、溶損した耐火物の一部が溶鋼に混入することで、新たな介在物ともなり得る。
【0005】
一方、特許文献2は、下堰及び上堰に代えて、タンディッシュの底壁に多孔質レンガを設けた連続鋳造用タンディッシュを開示している。特許文献2では、多孔質レンガを通じてガスをタンディッシュ内に供給することにより、溶鋼内に、上昇流を伴う多数の気泡を発生させ、溶鋼内の介在物等を湯面に浮上させている。
【先行技術文献】
【特許文献】
【0006】
特開平1-224152号公報
特開昭61-082955号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、この場合、多孔質レンガの下流側において、溶鋼が上昇流により湯面の近傍を流れていく。そのため、多孔質レンガと鋳型との間におけるタンディッシュの下部空間で溶鋼が滞留しやすくなる。したがって、当該下部空間に存在した、介在物等を比較的多く含む溶鋼が、注湯末期に鋳型に流れ込み、製品の品質低下をもたらす要因となり得る。
【0008】
そこで、本開示は、清浄性の高い溶鋼を得ることが可能な連続鋳造装置を説明する。
【課題を解決するための手段】
【0009】
連続鋳造装置の一例は、内部に貯留している溶鋼を、底壁に設けられた排出孔を通じて鋳型に注湯するように構成されたタンディッシュと、タンディッシュの上方に配置されており、タンディッシュに向けて下方に延びるノズルを通じてタンディッシュに溶鋼を注湯するように構成された取鍋と、ノズルと排出孔との間において、ノズルから排出孔に向かう溶鋼の流れ方向に並ぶようにタンディッシュの底部に配置された第1の気泡発生部及び第2の気泡発生部と、第1の気泡発生部及び第2の気泡発生部にガスを供給するように構成された供給部とを備える。第1の気泡発生部及び第2の気泡発生部は、供給部から供給されるガスにより、流れ方向に対して交差する幅方向にわたって拡がる気泡を上昇流と共に溶鋼内に形成するように構成されている。
【発明の効果】
【0010】
本開示に係る連続鋳造装置によれば、清浄性の高い溶鋼を得ることが可能となる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
堤防
1日前
日本製鉄株式会社
回収装置
1日前
日本製鉄株式会社
めっき鋼線
9日前
日本製鉄株式会社
梁端接合構造
1日前
日本製鉄株式会社
表面処理鋼材
1か月前
日本製鉄株式会社
溶銑の脱硫方法
3日前
日本製鉄株式会社
亜鉛系めっき鋼板
1か月前
日本製鉄株式会社
金属亜鉛回収方法
1か月前
日本製鉄株式会社
鋼材及び軟磁性部品
10日前
日本製鉄株式会社
連続鋳造機の制御方法
1か月前
日本製鉄株式会社
体積測定方法及び体積測定装置
1か月前
日本製鉄株式会社
高炉の羽口および高炉の操業方法
1か月前
日本製鉄株式会社
距離測定装置および距離測定方法
1か月前
日本製鉄株式会社
バーリング装置及びバーリング方法
1か月前
日本製鉄株式会社
ノズルの詰り検出方法及び検出装置
23日前
日本製鉄株式会社
分析装置、分析方法及びプログラム
10日前
日本製鉄株式会社
制御設計装置、方法、及びプログラム
9日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
23日前
日本製鉄株式会社
溶接接合部および溶接接合部の形成方法
1か月前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
1か月前
日本製鉄株式会社
コークスの品質管理方法、及び高炉操業方法
11日前
日本製鉄株式会社
計画作成装置、計画作成方法、およびプログラム
1日前
日本製鉄株式会社
銀合金薄膜、銀合金薄膜の製造方法、及び、複合体
1か月前
日本製鉄株式会社
材料特性予測装置、材料特性予測方法及びプログラム
1か月前
日本製鉄株式会社
鋼管杭の耐震性能の評価方法、および演算プログラム
23日前
日本製鉄株式会社
操業条件決定装置、操業条件決定方法及びプログラム
1か月前
日本製鉄株式会社
窒化部品用素形材、窒化部品、及び窒化部品の製造方法
23日前
日本製鉄株式会社
連続鋳造機、連続鋳造機の異常予測方法およびプログラム
1か月前
JFEスチール株式会社
水底地盤改良装置
1か月前
日本製鉄株式会社
金属材の製造方法及びその製造方法に用いられる冷間塑性加工装置
1か月前
日本製鉄株式会社
ホットスタンプ部材
11日前
JFEスチール株式会社
水中の盛土構造物の造成方法
1か月前
住友重機械プロセス機器株式会社
炉頂クリーナ、炉頂クリーナのメンテナンス方法
1か月前
JFEスチール株式会社
水底地盤改良装置、水底地盤改良方法
1か月前
住友重機械プロセス機器株式会社
プラットホームクリーナ、プラットホーム清掃方法
1か月前
JFEスチール株式会社
水底試料土採取装置、水底試料土採取方法
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ