TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025005935
公報種別
公開特許公報(A)
公開日
2025-01-17
出願番号
2023106387
出願日
2023-06-28
発明の名称
計画作成装置、計画作成方法、およびプログラム
出願人
日本製鉄株式会社
代理人
個人
主分類
G06Q
10/087 20230101AFI20250109BHJP(計算;計数)
要約
【課題】 製品の出荷に関して予め定められる期限に間に合わない状態になることが低減されるように作業計画を立案する。
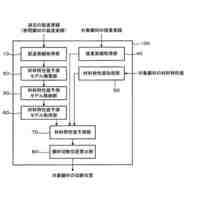
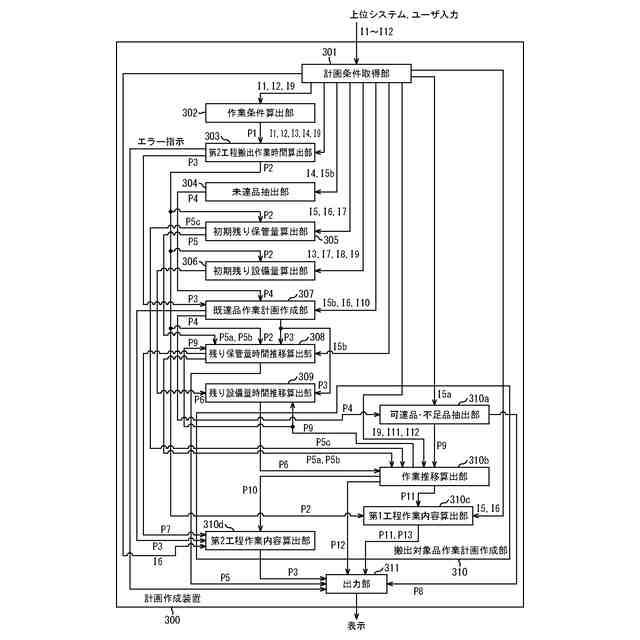
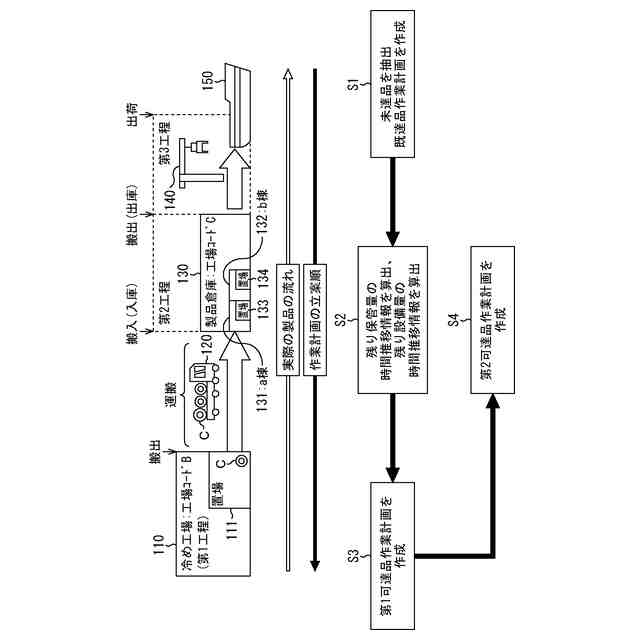
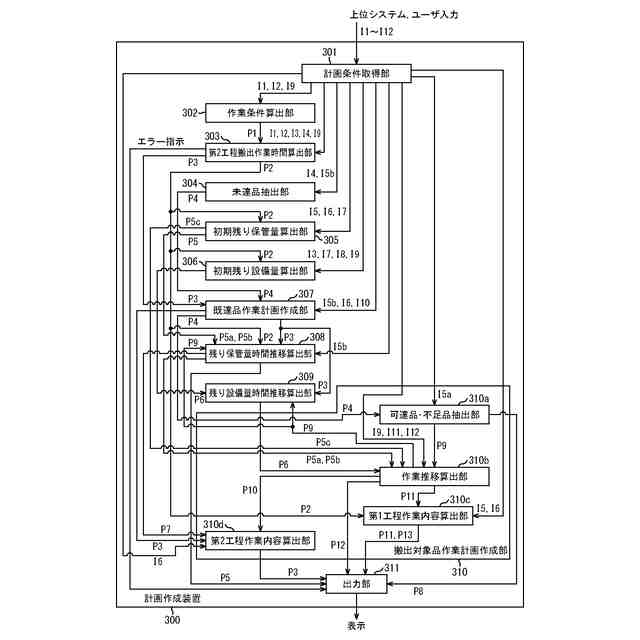
【解決手段】 計画作成装置300は、対象製品を少なくとも特定するための情報と、作業計画を作成する計画作成タイミングで第2工程にある製品を少なくとも特定するための情報と、を用いて、対象製品のうち、計画作成タイミングで第2工程にない製品である未達品を抽出する。そして、計画作成装置300は、未達品のうち第1工程から第2工程に搬出可能な製品である可達品の第1工程における作業計画として第1可達品作業計画を作成する。
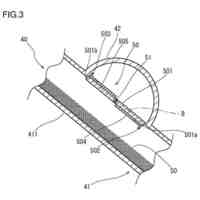
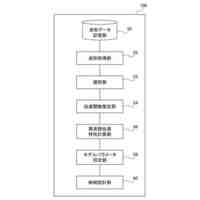
【選択図】 図3
特許請求の範囲
【請求項1】
第1工程と、前記第1工程の次に行われる第2工程と、を経て出荷される複数の製品に対する作業計画として、作業時間を含む作業計画を作成する計画作成装置であって、
前記作業計画に含める製品である対象製品を特定するための情報を含む計画製品情報と、前記対象製品の出荷に関して予め定められる期限を特定するための情報を含む期限情報と、前記作業計画を作成するタイミングである計画作成タイミングで前記第2工程にある製品を特定するための情報を含む第2工程初期在庫情報と、を取得する計画条件取得部と、
前記計画製品情報と、前記第2工程初期在庫情報と、を用いて、前記対象製品のうち、前記計画作成タイミングで前記第2工程にない製品である未達品を抽出する未達品抽出部と、
前記未達品のうち前記第1工程から前記第2工程に搬出可能な製品である可達品の前記作業計画である可達品作業計画を作成する可達品作業計画作成部と、を備え、
前記可達品作業計画作成部は、前記可達品の前記第1工程における前記作業計画であって、前記期限に間に合う時間帯または時刻を前記可達品の前記第1工程における作業時間として含む作業計画である第1可達品作業計画を作成する、計画作成装置。
続きを表示(約 2,700 文字)
【請求項2】
前記対象製品のうち、前記計画作成タイミングで前記第2工程にある製品である既達品の前記第2工程における前記作業計画である既達品作業計画を作成する既達品作業計画作成部を備え、
前記既達品作業計画作成部は、前記期限に間に合う時間帯または時刻を前記既達品の前記第2工程における作業時間として含む作業計画を前記既達品作業計画として作成し、
前記可達品作業計画作成部は、前記既達品の前記第2工程における作業が前記既達品作業計画に従って行われるという制約の下で、前記第1可達品作業計画を作成する、請求項1に記載の計画作成装置。
【請求項3】
前記第1工程または前記第2工程で保管可能な製品の保管量の時間変化を示す情報である残り保管量時間推移情報を算出する残り保管量時間推移算出部と、
前記製品に対して使用可能な設備量の時間変化を示す情報である残り設備量時間推移情報を算出する残り設備量時間推移算出部と、のうち少なくとも一方を備え、
前記残り保管量時間推移算出部は、前記既達品作業計画を用いて、前記第2工程で保管可能な前記可達品の量の、前記既達品の前記第2工程における作業によって生じる時間変化を示す情報である第2工程残り保管量時間推移情報を前記残り保管量時間推移情報の一つとして算出し、
前記残り設備量時間推移算出部は、前記既達品作業計画を用いて、前記第2工程で前記可達品に対して使用可能な設備量の、前記既達品の前記第2工程における作業によって生じる時間変化を示す情報である第2工程残り設備量時間推移情報を前記残り設備量時間推移情報の一つとして算出する、請求項2に記載の計画作成装置。
【請求項4】
前記可達品作業計画作成部は、前記可達品の前記第2工程における前記作業計画であって、前記期限に間に合う時間帯または時刻を前記可達品の前記第2工程における作業時間として含む作業計画である第2可達品作業計画を作成し、
前記可達品作業計画作成部は、前記残り保管量時間推移算出部により算出された第2工程残り保管量時間推移情報と、前記残り設備量時間推移算出部により算出された第2工程残り設備量時間推移情報と、のうち少なくとも一方を用いて、前記可達品の前記第2工程における前記作業計画である第2可達品作業計画として、前記期限に間に合う時間帯または時刻を前記可達品の前記第2工程における作業時間とする作業計画を作成する、請求項3に記載の計画作成装置。
【請求項5】
前記可達品作業計画作成部は、前記残り保管量時間推移算出部により算出された第2工程残り保管量時間推移情報と、前記残り保管量時間推移算出部により算出された第2工程残り設備量時間推移情報と、のうち少なくとも一方を用いて、前記可達品の前記第1工程における作業時間と、前記可達品の前記第2工程における作業時間と、を算出する作業推移算出部を有する、請求項4に記載の計画作成装置。
【請求項6】
前記残り保管量時間推移算出部は、前記作業推移算出部により、1つの前記可達品の前記第2工程における作業時間が算出されると、当該1つの前記可達品の前記第2工程における作業時間を用いて、前記第2工程残り保管量時間推移情報を更新し、
前記残り設備量時間推移算出部は、前記作業推移算出部により、1つの前記可達品の前記第2工程における作業時間が算出されると、当該1つの前記可達品の前記第2工程における作業時間を用いて、前記第2工程残り設備量時間推移情報を更新する、請求項5に記載の計画作成装置。
【請求項7】
前記残り保管量時間推移算出部は、前記作業推移算出部により、1つの前記可達品の前記第1工程における作業時間が算出されると、当該1つの前記可達品の前記第1工程における作業時間を用いて、前記第1工程で保管可能な前記未達品の量の時間変化を示す情報である第1工程残り保管量時間推移情報を前記残り保管量時間推移情報の一つとしてさらに算出し、
前記残り設備量時間推移算出部は、前記作業推移算出部により、1つの前記可達品の前記第1工程における作業時間が算出されると、当該1つの前記可達品の前記第1工程における作業時間を用いて、前記第1工程で前記未達品に対して使用可能な設備量の時間変化を示す情報である第1工程残り設備量時間推移情報を前記残り設備量時間推移情報の一つとして算出する、請求項5に記載の計画作成装置。
【請求項8】
前記製品の前記第2工程における作業のうち、前記製品を前記第2工程から搬出するための作業を行う時間帯または時刻である第2工程搬出時間を算出する第2工程搬出時間算出部を備え、
前記計画条件取得部は、前記第2工程における前記製品に対する作業能力を特定するための情報を含む第2工程作業能力特定情報をさらに取得し、
前記第2工程搬出時間算出部は、前記第2工程作業能力特定情報と、前記期限情報と、前記計画製品情報と、を用いて、前記第2工程搬出時間を算出し、
前記作業推移算出部は、前記第2工程残り在庫量時間推移情報と、前記第2工程搬出時間と、を用いて、前記製品の前記第1工程における作業のうち、前記製品を前記第1工程から搬出する作業を行う時間帯または時刻である第1工程搬出時間と、前記可達品の前記第2工程における作業のうち、可達品を前記第2工程に搬入するための作業を行う時間帯または時刻である第2工程搬入時間と、を算出する、請求項5に記載の計画作成装置。
【請求項9】
前記作業推移算出部は、前記第2工程残り保管量時間推移情報と、前記第2工程搬出時間と、を用いて、前記可達品を前記第1工程から前記第2工程に搬出することが可能な時間帯を算出し、当該時間帯内において、前記第1工程搬出時間を算出する、請求項8に記載の計画作成装置。
【請求項10】
前記製品の前記第2工程における作業のうち、前記製品を前記第2工程から搬出するための作業を行う時間帯または時刻である第2工程搬出時間を算出する第2工程搬出時間算出部を備え、
前記作業推移算出部は、前記第2工程搬出時間と、前記第2工程残り保管量時間推移情報を用いて、前記第2工程で保管することができないことにより前記第2工程に搬入することが出来ない前記未達品を抽出する、請求項5に記載の計画作成装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、計画作成装置、計画作成方法、およびプログラムに関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
製品の製造や物流は、予め作成された作業計画に基づいて行われる。例えば、製品を製造する場合の作業計画の中には製品の生産計画や搬出計画が含まれる。製品を製造する際に、工場で製造された製品は、作業計画に基づいて倉庫などの保管置場に保管された後に出荷される。ここで、製造コストの最小化と製造量の最大化とを図るため、出荷順に製品を工場から保管置場に搬出するのが好ましい。しかしながら、様々な制約により、出荷順に製品を工場から保管置場に搬出することが出来ない場合がある。この場合、製品の搬出順が適切でないと、出荷期限に間に合うように製品が保管置場に搬入されない状態が生じ得る(この状態は、材欠や荷切れなどと称され、以下、この状態を必要に応じて材欠とも称する)。
【0003】
材欠が生じると、納期までに製品を顧客に納入することが出来ないことの他、様々な支障が生じる。例えば、保管置場から製品が船積みされて出荷される場合、材欠が生じると滞船時間が長くなる。したがって、多額の滞船料が生じる場合がある。また、材欠が生じると、出荷作業が停止し、保管置場の空きがなくなる虞がある。そうすると、工場から搬出された製品の保管置場への搬入作業も滞る虞がある。
【0004】
特許文献1には、倉庫の製品を出荷するための出荷計画と、実際の出荷作業の進捗状況と、から、出荷計画に従って実際に出荷作業を行うと材欠が発生する場合、当該材欠となる製品の倉庫内における作業を優先的に行うことが開示されている。
【0005】
特許文献2には、倉庫における作業が規定時刻まで完了せずに材欠が生じると、倉庫における作業計画に不整合があるとして、ルールやヒューリスティクス等の解法を用いて不整合を解消するように当該作業計画を変更することが開示されている。
【先行技術文献】
【特許文献】
【0006】
特開平11-236105号公報
特開2012-86983号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1、2に記載の技術は、倉庫における作業計画を作成する技術である。また、特許文献1、2に記載の技術は、材欠が生じた場合や材欠が生じる可能性がある場合に、倉庫内の作業計画を変更する技術である。したがって、特許文献1、2に記載の技術では、製品の搬出計画を変更しないため、材欠が生じることが低減するように作業計画を立案することができない。
【0008】
本発明は、以上のような問題点に鑑みてなされたものであり、製品の出荷に関して予め定められる期限に間に合わない状態になることが低減されるように作業計画を立案することが出来るようにすることを目的とする。
【課題を解決するための手段】
【0009】
本発明の計画作成装置は、第1工程と、前記第1工程の次に行われる第2工程と、を経て出荷される複数の製品に対する作業計画として、作業時間を含む作業計画を作成する計画作成装置であって、前記作業計画に含める製品である対象製品を特定するための情報を含む計画製品情報と、前記対象製品の出荷に関して予め定められる期限を特定するための情報を含む期限情報と、前記作業計画を作成するタイミングである計画作成タイミングで前記第2工程にある製品を特定するための情報を含む第2工程初期在庫情報と、を取得する計画条件取得部と、前記計画製品情報と、前記第2工程初期在庫情報と、を用いて、前記対象製品のうち、前記計画作成タイミングで前記第2工程にない製品である未達品を抽出する未達品抽出部と、前記未達品のうち前記第1工程から前記第2工程に搬出可能な製品である可達品の前記作業計画である可達品作業計画を作成する可達品作業計画作成部と、を備え、前記可達品作業計画作成部は、前記可達品の前記第1工程における前記作業計画であって、前記期限に間に合う時間帯または時刻を前記可達品の前記第1工程における作業時間として含む作業計画である第1可達品作業計画を作成する。
【0010】
本発明の計画作成方法は、第1工程と、前記第1工程の次に行われる第2工程と、を経て出荷される複数の製品に対する作業計画として、作業時間を含む作業計画を作成する計画作成方法であって、前記作業計画に含める製品である対象製品を特定するための情報を含む計画製品情報と、前記対象製品の出荷に関して予め定められる期限を特定するための情報を含む期限情報と、前記作業計画を作成するタイミングである計画作成タイミングで前記第2工程にある製品を特定するための情報を含む第2工程初期在庫情報と、を取得する計画条件取得ステップと、前記計画製品情報と、前記第2工程初期在庫情報と、を用いて、前記対象製品のうち、前記計画作成タイミングで前記第2工程にない製品である未達品を抽出する未達品抽出ステップと、前記未達品のうち前記第1工程から前記第2工程に搬出可能な製品である可達品の前記作業計画である可達品作業計画を作成する可達品作業計画作成ステップと、を備え、前記可達品作業計画作成ステップは、前記可達品の前記第1工程における前記作業計画であって、前記期限に間に合う時間帯または時刻を前記可達品の前記第1工程における作業時間として含む作業計画である第1可達品作業計画を作成する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
堤防
13日前
日本製鉄株式会社
鋼線
6日前
日本製鉄株式会社
回収装置
13日前
日本製鉄株式会社
めっき鋼線
21日前
日本製鉄株式会社
梁端接合構造
13日前
日本製鉄株式会社
蒸留塔設置方法
10日前
日本製鉄株式会社
溶銑の脱硫方法
15日前
日本製鉄株式会社
亜鉛系めっき鋼板
1か月前
日本製鉄株式会社
金属亜鉛回収方法
1か月前
日本製鉄株式会社
鋼材及び軟磁性部品
22日前
日本製鉄株式会社
ねじ継手ユニットの製造方法
6日前
日本製鉄株式会社
体積測定方法及び体積測定装置
1か月前
日本製鉄株式会社
高炉樋の耐火物ライニング構造
7日前
日本製鉄株式会社
焼結設備及び焼結鉱の冷却方法
7日前
日本製鉄株式会社
電縫管の製造方法及び溶接装置
10日前
日本製鉄株式会社
距離測定装置および距離測定方法
1か月前
日本製鉄株式会社
鋼材、及び、浸炭機械構造用部品
10日前
日本製鉄株式会社
バーリング装置及びバーリング方法
1か月前
日本製鉄株式会社
精錬用ランスおよび溶鋼の精錬方法
10日前
日本製鉄株式会社
分析装置、分析方法及びプログラム
22日前
日本製鉄株式会社
ノズルの詰り検出方法及び検出装置
1か月前
日本製鉄株式会社
制御設計装置、方法、及びプログラム
21日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
1か月前
日本製鉄株式会社
溶接接合部および溶接接合部の形成方法
1か月前
日本製鉄株式会社
セグメントおよびセグメントの製造方法
10日前
日本製鉄株式会社
コークスの品質管理方法、及び高炉操業方法
23日前
日本製鉄株式会社
計画作成装置、計画作成方法、およびプログラム
13日前
日本製鉄株式会社
検索装置、検索システム、検索方法及びプログラム
10日前
日本製鉄株式会社
鋼管杭の耐震性能の評価方法、および演算プログラム
1か月前
日本製鉄株式会社
材料特性予測装置、材料特性予測方法及びプログラム
1か月前
日本製鉄株式会社
操業条件決定装置、操業条件決定方法及びプログラム
1か月前
日本製鉄株式会社
窒化部品用素形材、窒化部品、及び窒化部品の製造方法
1か月前
日本製鉄株式会社
溶融酸化物のフォーミング制御方法及び溶鉄の精錬方法
10日前
JFEスチール株式会社
水底地盤改良装置
1か月前
日本製鉄株式会社
ホットスタンプ部材
23日前
日本製鉄株式会社
ホットスタンプ部材
7日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ