TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025000732
公報種別
公開特許公報(A)
公開日
2025-01-07
出願番号
2024164442,2023512991
出願日
2024-09-20,2022-03-30
発明の名称
ホットスタンプ部材
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
C23C
2/12 20060101AFI20241224BHJP(金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般)
要約
【課題】耐食性に優れるホットスタンプ部材を提供する。
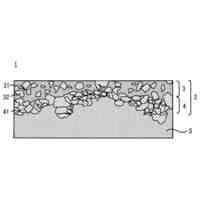
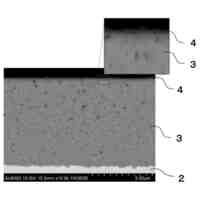
【解決手段】実施形態に係るホットスタンプ部材は、母鋼材と、前記母鋼材上に設けられためっき層と、を備えるホットスタンプ部材であって、前記めっき層が、表層リッチ領域と、Alリッチ領域と、Feリッチ領域と、を前記めっき層の表面からこの順で有し、前記めっき層の前記表面から厚さ方向の各領域において、Cr含有量、Cu含有量、Ni含有量およびFe含有量が所定の条件を満足する。
【選択図】なし
特許請求の範囲
【請求項1】
母鋼材と、前記母鋼材上に設けられためっき層と、を備えるホットスタンプ部材であって、
前記めっき層が、
Cr含有量とCu含有量とNi含有量の合計が50質量%以上であり、かつ、Ni含有量が40質量%以下、または、
Cr含有量とCu含有量とNi含有量の合計が50質量%以上であり、かつ、Ni含有量が72質量%以下、かつ、Cr含有量がNi含有量の0.08倍以下である表層リッチ領域と、
Cr含有量とCu含有量とNi含有量の合計が50質量%未満、Al含有量が10質量%以上、かつ、Fe含有量が50質量%以下であるAlリッチ領域と、
Al含有量が10質量%以上、かつ、Fe含有量が50質量%超であるFeリッチ領域と、
を前記めっき層の表面からこの順で有し、
前記めっき層の前記表面~前記めっき層の前記表面から厚さ方向に100nm位置までの領域において、
Cr含有量とCu含有量とNi含有量の合計の最大値が50質量%以上であり、
Fe含有量が10質量%以下であり、
前記めっき層の前記表面から前記厚さ方向に100nm位置~前記めっき層の前記表面から厚さ方向に500nm位置までの領域において、
Cr含有量とCu含有量とNi含有量の合計の最大値が5質量%以上であり、
Fe含有量が40質量%以下であり、
前記めっき層の前記表面から前記厚さ方向に500nm位置~前記めっき層の前記表面から厚さ方向に1000nm位置までの領域において、
Cr含有量とCu含有量とNi含有量の合計の最大値が1質量%以上であり、
Fe含有量が50質量%以下である、
ことを特徴とするホットスタンプ部材。
続きを表示(約 1,200 文字)
【請求項2】
前記表層リッチ領域のCr含有量が4質量%以上である場合Cr含有量はNi含有量より多いこと、若しくは、前記表層リッチ領域のCr含有量が4質量%未満であることのいずれかを満たす
ことを特徴とする請求項1に記載のホットスタンプ部材。
【請求項3】
前記めっき層の前記表面~前記めっき層の前記表面から前記厚さ方向に20nm位置までの領域において、
Cr酸化物、Cr水酸化物、Cu酸化物、Cu水酸化物、Ni酸化物、または、Ni水酸化物の少なくとも1種が存在し、かつ、Cr含有量とCu含有量とNi含有量の合計が30質量%以上であることを特徴とする請求項1または2に記載のホットスタンプ部材。
【請求項4】
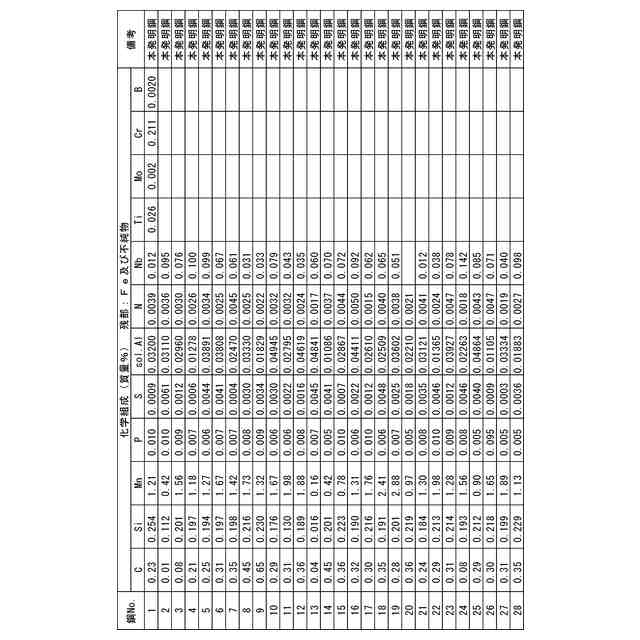
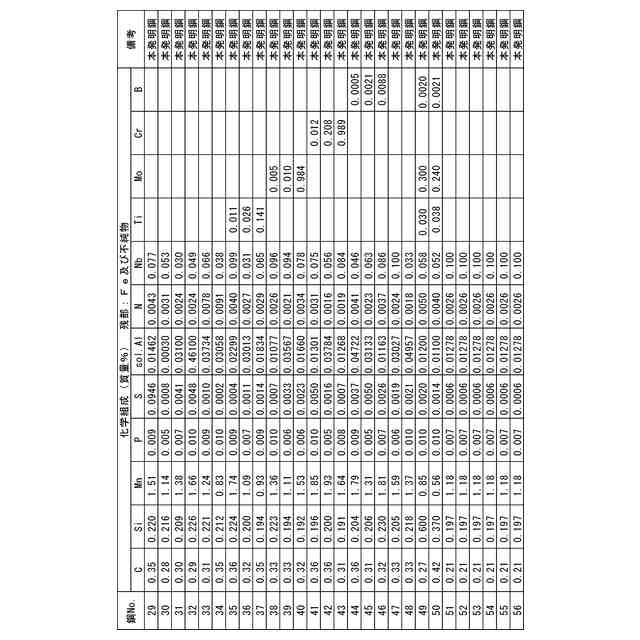
前記母鋼材の化学組成が、質量%で、
C :0.01~0.70%、
Si:0.005~1.000% 、
Mn:0.30~3.00%、
P :0.100%以下、
S :0.1000%以下、
N :0.0100%以下、
Cu:0~1.00%、
Ni:0~1.00%、
Cr:0~1.000%、
Mo:0~1.000%、
Nb:0~0.200%、
V :0~1.000%、
Ti:0~0.150%、
B :0~0.0100%、
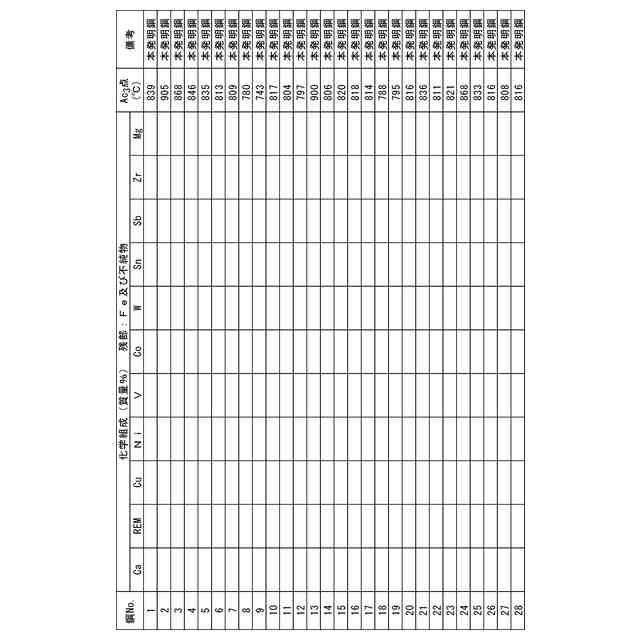
Co:0~1.00%、
W :0~1.00%、
Sn:0~1.00%、
Sb:0~1.00%、
Zr:0~1.00%、
Mg:0~0.200%、
sol.Al:0~1.00000%、
Ca:0~0.010%、
REM:0%~0.300%、および
残部:Fe及び不純物である、
ことを特徴とする請求項1~3のいずれか1項に記載のホットスタンプ部材。
【請求項5】
前記母鋼材の前記化学組成が、質量%で、
Cu:0.01~1.00%、
Ni:0.01~1.00%、
Cr:0.001~1.000%下、
Mo:0.001~1.000%、
Nb:0.001~0.200%、
V :0.001~1.000%、
Ti:0.001~0.150%、
B :0.0010~0.0100%、
Co:0.01~1.00%、
W :0.01~1.00%、
Sn:0.01~1.00%、
Sb:0.01~1.00%、
Zr:0.01~1.00%、
Mg:0.001~0.200%、
sol.Al:0.00100~1.00000%、
Ca:0.001~0.010%、および
REM:0.001~0.300%
からなる群から選択される1種又は2種以上を含有する
ことを特徴とする請求項4に記載のホットスタンプ部材。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ホットスタンプ用鋼板およびホットスタンプ部材に関する。本願は、2021年4月6日に、日本に出願された特願2021-064885号に基づき優先権を主張し、その内容をここに援用する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
近年、環境保護及び省資源化の観点から自動車車体の軽量化が求められており、自動車用部材への高強度鋼板の適用が加速している。自動車用部材はプレス成形によって製造されるが、鋼板の高強度化に伴い成形荷重が増加するだけでなく、成形性が低下するため、高強度鋼板においては、複雑な形状の部材への成形性が課題となる。このような課題を解決するため、鋼板が軟質化するオーステナイト域の高温まで加熱した後にプレス成形を実施するホットスタンプ技術の適用が進められている。ホットスタンプは、プレス加工と同時に、金型内において焼入れ処理を実施することで、自動車用部材への成形性と自動車用部材の強度確保とを両立する技術として注目されている。
【0003】
めっきなどを施していない裸材の鋼板に対してホットスタンプを行う場合、加熱時のスケールの形成及び表層脱炭を抑制するために、非酸化雰囲気でホットスタンプを行う必要がある。しかし、非酸化雰囲気でホットスタンプを行っても、加熱炉からプレス機までは、大気雰囲気であるので、ホットスタンプ後の鋼板の表面にはスケールが形成される。この鋼板の表面のスケールは、密着性が悪く、簡単に剥離してしまうため、他工程への悪影響が懸念される。そのため、ショットブラストなどを用いて除去する必要がある。ショットブラストは、鋼板の形状への影響があるという問題がある。また、スケール除去工程によって、ホットスタンプ工程の生産性が低下するという問題がある。
【0004】
鋼板表面のスケールの密着性を改善するための方法として、鋼板の表面にめっき層を形成する方法がある。めっき層を形成することで、ホットスタンプを行っても鋼板の表面に密着性のよいスケールが形成されるため、スケール除去の工程が不要となる。そのため、めっき層を形成することで、ホットスタンプ工程の生産性が改善される。
【0005】
鋼板表面にめっきを形成する方法としては、Znめっき又はAlめっきを形成する方法が考えられるが、Znめっきを用いた場合、液体金属脆性(Liquid Metal Embrittlement、以下、LMEと称する)の問題がある。LMEとは、固体金属表面に液体金属が接触した状態で引張応力を付与すると、本来延性を示す固体金属が脆化する現象をいう。Znは融点が低く、ホットスタンプ時に、溶けたZnがFeの旧オーステナイト粒界に沿って入り込み、鋼板にマイクロクラックが生じてしまう。
【0006】
Alめっきを鋼板に施す場合、上記のLMEの問題は発生しないが、ホットスタンプ時にAlめっきの表面において、Alと水との反応が起こり、水素が発生する。そのため、鋼板への侵入水素量が多いという問題がある。鋼板への水素の侵入量が多いと、ホットスタンプ後に応力を負荷すると鋼板が割れてしまう(水素脆化)。
【0007】
特許文献1には、鋼板の表面領域においてニッケルを富化することで、高温における鋼材への侵入水素を抑制する技術が開示されている。
【0008】
特許文献2には、鋼板をニッケル及びクロムを含み、重量比Ni/Crが1.5~9の間であるバリアプレコートで被覆することで、鋼材への侵入水素を抑制する技術が開示されている。
【先行技術文献】
【特許文献】
【0009】
日本国特表2017-525849号公報
日本国特表2019-518136号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
特許文献1および2では、Alめっきの上にさらにバリアプレコートなどを形成することで、鋼板への水素侵入を抑制ししている。しかし、特許文献1及び2の方法では、ホットスタンプ後のホットスタンプ部材において、バリアプレコートを形成してもFeがホットスタンプ部材の表面まで拡散していることから、ホットスタンプ部材の腐食を十分に抑制できないという問題がある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日産自動車株式会社
樹脂部材
1か月前
株式会社電気印刷研究所
金属画像形成方法
6日前
日鉄防食株式会社
防食施工方法
2か月前
株式会社アルバック
成膜方法
2か月前
株式会社アルバック
ガス導入管
1か月前
東京エレクトロン株式会社
成膜装置
10日前
株式会社神戸製鋼所
被膜および軸受
2か月前
栗田工業株式会社
金属部材の防食方法
1か月前
一般財団法人電力中央研究所
耐腐食膜
1か月前
東京エレクトロン株式会社
基板処理方法
1か月前
信越化学工業株式会社
ガス発生装置
2か月前
株式会社不二越
熱処理に用いる油切り装置
1か月前
キヤノントッキ株式会社
成膜装置
1か月前
株式会社オプトラン
気泡除去方法及び気泡除去装置
13日前
株式会社アルバック
電子ビーム式蒸着ユニット
10日前
東京エレクトロン株式会社
吸着制御方法及び成膜装置
10日前
株式会社アルバック
タングステン配線膜の成膜方法
13日前
株式会社アルバック
真空成膜装置及び真空成膜方法
13日前
栗田工業株式会社
密閉冷却水系のpH制御方法及び装置
7日前
アイテック株式会社
複合めっき材
13日前
東京エレクトロン株式会社
基板処理方法及び基板処理装置
1か月前
上村工業株式会社
めっき皮膜の製造方法
3か月前
日東電工株式会社
積層フィルムの製造方法
6日前
山陽特殊製鋼株式会社
炭素濃度分布の解析方法
14日前
株式会社神戸製鋼所
表面処理金属材、及び接合体
2か月前
大陽日酸株式会社
前駆体用バブリング容器
2か月前
キヤノントッキ株式会社
成膜装置及び成膜方法
3か月前
株式会社日立製作所
浸窒処理部品およびその製造方法
1か月前
株式会社アルバック
モリブデンターゲットおよびその製造方法
2か月前
トーカロ株式会社
皮膜の形成方法および皮膜が形成された部材
2か月前
三菱電機株式会社
浸漬処理装置及び浸漬処理方法
1か月前
大日本印刷株式会社
マスク装置の製造方法及びマスク装置
21日前
安徽熙泰智能科技有限公司
薄膜沈着装置およびその沈着方法
10日前
セイコーエプソン株式会社
粒子被覆装置および粒子被覆方法
13日前
セイコーエプソン株式会社
粒子被覆装置および粒子被覆方法
13日前
AGC株式会社
成膜装置および膜付き基板の製造方法
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ