TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024176693
公報種別
公開特許公報(A)
公開日
2024-12-19
出願番号
2023095435
出願日
2023-06-09
発明の名称
バーリング装置及びバーリング方法
出願人
日本製鉄株式会社
代理人
アセンド弁理士法人
主分類
B21D
19/08 20060101AFI20241212BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】対向する2つの円筒フランジを成形するバーリング装置を提供する。
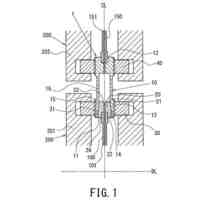
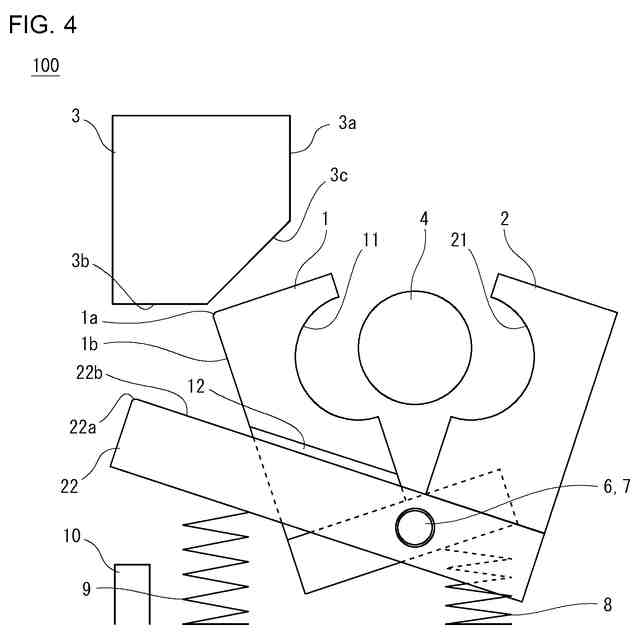
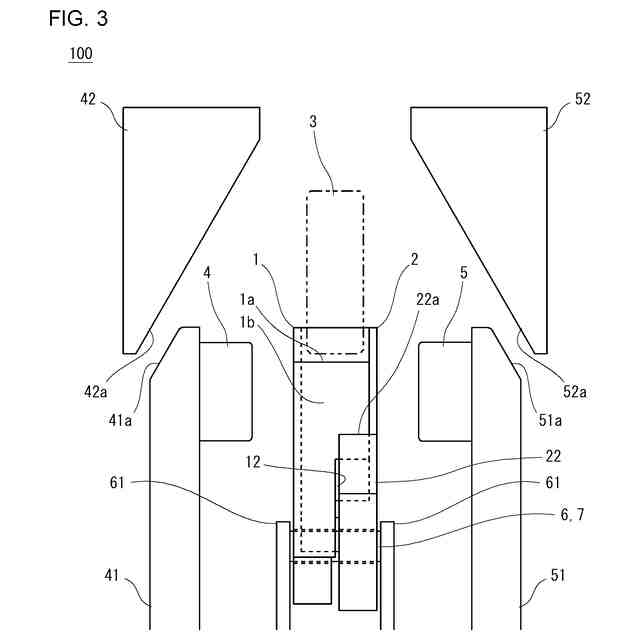
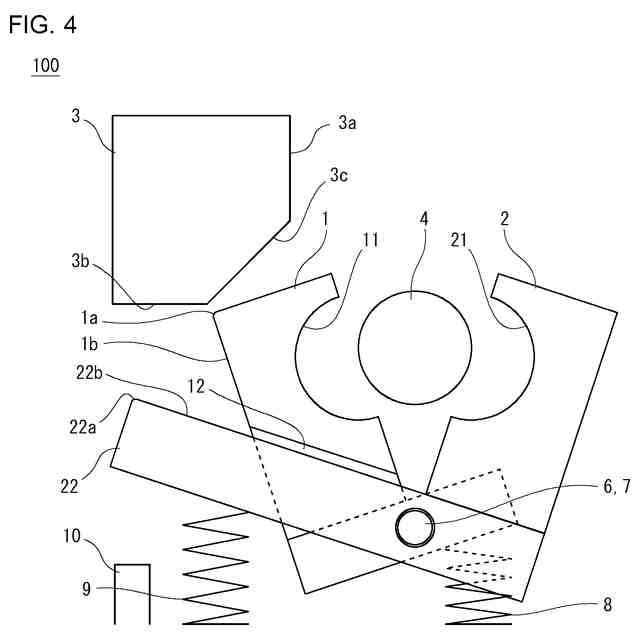
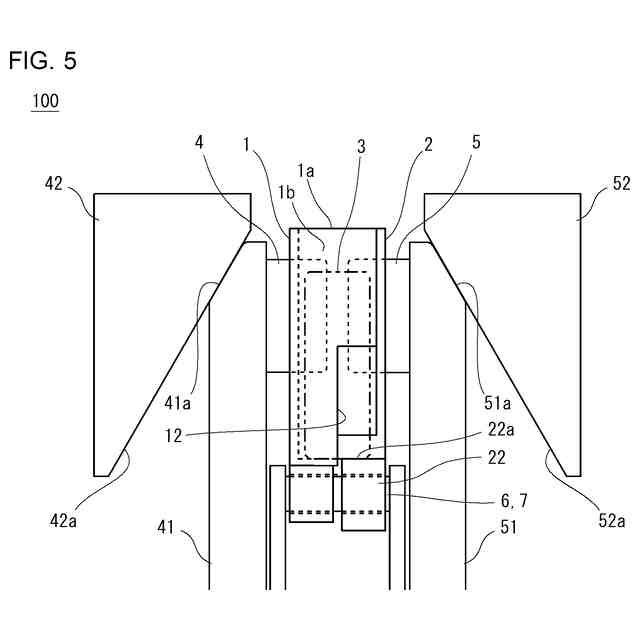
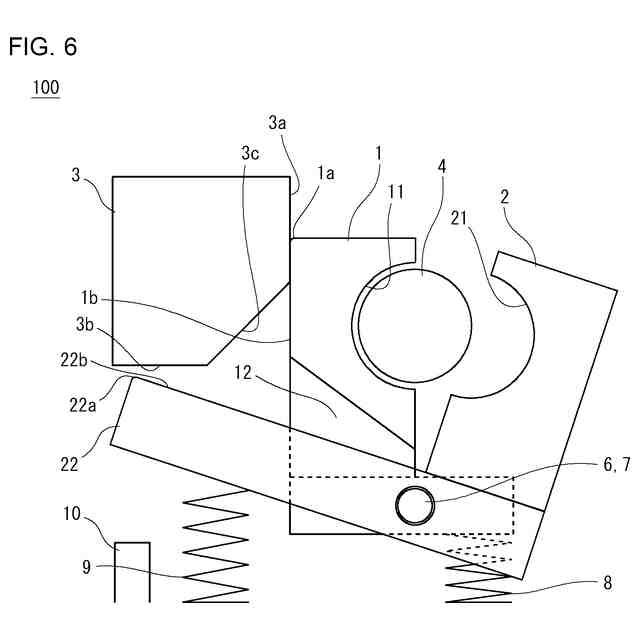
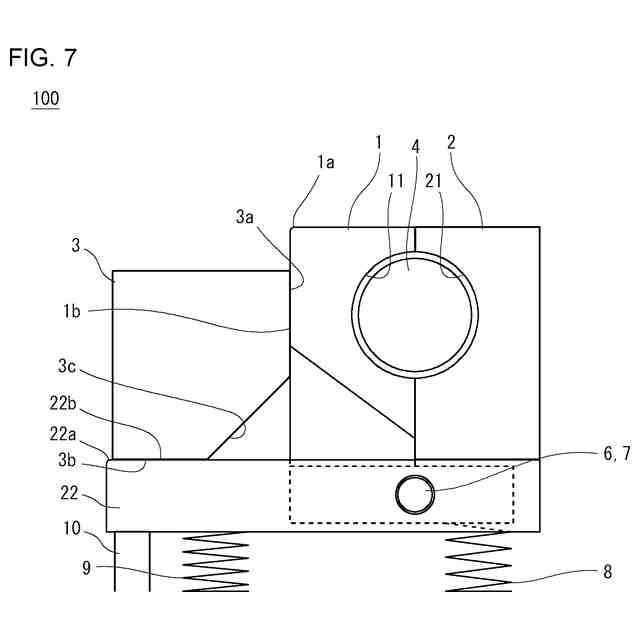
【解決手段】バーリング装置(100)は第1ダイ(1)と第2ダイ(2)と第1支軸(6)と第2支軸(7)と第1弾性部材(8)と第2弾性部材(9)とカム部材(3)と第1パンチ(4)と第2パンチとを備える。第1ダイ(1)は第1半円筒凹面(11)を含み、第1支軸(6)及び第1弾性部材(8)により回動可能に支持される。第2ダイ(2)は第1ダイ(1)に隣接して配置され、第2半円筒凹面(21)と第1ダイ(1)を越えて側方に突出するレバー部(22)とを含み、第2支軸(7)及び第2弾性部材(9)により回動可能に支持される。カム部材(3)は、下向きの移動の終端において第1半円筒凹面(11)と第2半円筒凹面(21)とを最接近させて円筒孔を画定した状態に保持する。第1パンチ(4)及び第2パンチは円筒孔に挿入可能に設けられる。
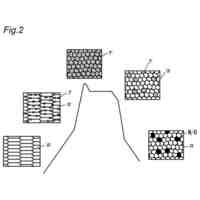
【選択図】図4
特許請求の範囲
【請求項1】
第1縦板部と、前記第1縦板部に対向する第2縦板部と、を含むワークピースに対して、前記第1縦板部に前記第2縦板部に向かって突出する第1円筒フランジを成形するとともに、前記第2縦板部に前記第1円筒フランジに対向する第2円筒フランジを成形するバーリング装置であって、
前記第1円筒フランジ及び前記第2円筒フランジの外周面のうち縦割りの半周に対応する第1半円筒凹面を含む第1ダイと、
前記第1ダイに隣接して配置された第2ダイであって、前記第1円筒フランジ及び前記第2円筒フランジの前記外周面のうち他の半周に対応する第2半円筒凹面と、前記第2半円筒凹面の下方に位置づけられ、前記第1ダイを越えて側方に突出するレバー部とを含む前記第2ダイと、
前記第1半円筒凹面の下方に配置され、前記第1半円筒凹面が前記第2半円筒凹面に対して接近又は離間するように前記第1ダイを回動可能に支持する第1支軸と、
前記第2半円筒凹面の下方に配置され、前記第2半円筒凹面が前記第1半円筒凹面に対して接近又は離間するように前記第2ダイを回動可能に支持する第2支軸と、
前記第1ダイを前記第1半円筒凹面が前記第2半円筒凹面から離間する方向に付勢する第1弾性部材と、
前記第2ダイを前記第2半円筒凹面が前記第1半円筒凹面から離間する方向に付勢する第2弾性部材と、
上下方向に移動可能なカム部材であって、下向きの移動に伴って、前記第1ダイ及び前記レバー部に接触し、前記第1ダイと摺動しながら前記第1ダイを前記第1支軸まわりに回転させるとともに、前記レバー部と摺動しながら前記第2ダイを前記第2支軸まわりに回転させ、下向きの移動の終端において前記第1半円筒凹面と前記第2半円筒凹面とを最接近させた状態に保持する前記カム部材と、
最接近した前記第1半円筒凹面と前記第2半円筒凹面とで画定される円筒孔に挿入可能に設けられる第1パンチと、
前記円筒孔に前記第1パンチと反対側から挿入可能に設けられる第2パンチと、を備える、バーリング装置。
続きを表示(約 1,000 文字)
【請求項2】
請求項1に記載のバーリング装置であって、
前記カム部材は、前記カム部材の移動方向に沿う側面と、前記カム部材の下向きの移動で先行する端面と、前記側面及び前記端面に連続し、前記移動方向に対して傾斜する斜面とを含み、
前記第1ダイは、前記カム部材の下向きの移動に伴って前記カム部材の前記斜面と接触して摺動する角部と、前記カム部材の下向きのさらなる移動に伴って前記カム部材の前記側面と接触して摺動し、前記カム部材が前記終端に到達したときに前記カム部材の前記側面と接触を維持する側面とを含み、
前記第2ダイの前記レバー部は、前記カム部材の下向きの移動に伴って前記カム部材の前記端面と接触して摺動する角部と、前記カム部材が前記終端に到達したときに前記カム部材の前記端面と接触する平面とを含む、バーリング装置。
【請求項3】
請求項1に記載のバーリング装置であって、さらに、
前記第1パンチと同軸状に配置され、前記第1パンチに対し前記第1ダイ及び前記第2ダイに向けて付勢された第1板押さえと、
前記第2パンチと同軸状に配置され、前記第2パンチに対し前記第1ダイ及び前記第2ダイに向けて付勢された第2板押さえと、を備える、バーリング装置。
【請求項4】
請求項1から3のいずれか1項に記載のバーリング装置を用い、第1縦板部と、前記第1縦板部に対向する第2縦板部と、を含むワークピースに対して、前記第1縦板部に前記第2縦板部に向かって突出する第1円筒フランジを成形するとともに、前記第2縦板部に前記第1円筒フランジに対向する第2円筒フランジを成形するバーリング方法であって、
第1下孔を有する前記第1縦板部と、前記第1下孔に対向する第2下孔を有する前記第2縦板部と、を含む前記ワークピースを準備する工程(a)と、
前記第1ダイの前記第1半円筒凹面、及び前記第2ダイの前記第2半円筒凹面が、前記第1縦板部と前記第2縦板部との間に位置するように、前記バーリング装置に対して前記ワークピースを配置する工程(b)と、
前記カム部材を下向きに移動させて、前記第1半円筒凹面と前記第2半円筒凹面とを前記第1下孔及び前記第2下孔に対応する位置で最接近させた状態に保持する工程(c)と、
前記第1パンチを前記第1下孔に向かって移動させるとともに、前記第2パンチを前記第2下孔に向かって移動させ、前記第1円筒フランジ及び前記第2円筒フランジを成形する工程(d)と、を備える、バーリング方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、バーリング装置及びバーリング方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
自動車に使用されるシャシー部品は、他の部品と接続される。その接続部の構成として、シャシー部品にカラーが溶接される、又はシャシー部品に形成されたバーリング部にブッシュが圧入される。ここで、シャシー部品には、コストの低減、疲労特性の向上、及び防錆性能の確保などが要求される。これらの要求に基づいてカラーの溶接とブッシュの圧入との優劣を考えれば、ブッシュの圧入の方が好ましい。ブッシュの圧入の場合と比べてカラーの溶接の場合、シャシー部品の全体が重くなり、溶接コストが高く、溶接部が錆びやすいからである。そのため、シャシー部品において、なるべくカラーの溶接ではなくてブッシュの圧入を採用することが望まれている。
【0003】
例えばアッパーアームやロアアームのようなシャシー部品において、他の部品との接続部は、円筒状のブッシュをバーリング部に圧入することで溶接を施すことなく構成されることがある。シャシー部品において、ブッシュの圧入部(バーリング部)は、対向する2つの円筒フランジによって成り立たせることができる。対向する円筒フランジは、平板状の部材にバーリングを施して2つのバーリング部を形成した後、それぞれのバーリング部の軸心が一致するように曲げ加工を施す方法によって形成することができる。対向する円筒フランジは、平板状の部材を曲げた後にバーリングを施す方法、つまり、曲げ加工で対向させた2つの板部にバーリングを施して、それぞれの板部から内向きに円筒フランジを突出させる方法によっても形成することができる。前者の方法では、曲げ加工によってバーリング部の軸心を一致させる必要があるため、高度な曲げ加工が要求される。そのため、後者の方法が好ましい。
【0004】
特開平11-207412号公報(特許文献1)には、対向する2つのバーリング穴(円筒フランジ)を成形するバーリング装置が記載されている。このバーリング装置は、ウェブと、ウェブの両側に連続して設けられた対向する2つのフランジ部(板部)とを含む直線状のワークピースに対して、フランジ部のそれぞれにバーリング穴を成形する。特許文献1のバーリング装置は、バーリング穴を成形するために、ワークピースの長手方向に二分割された一対のスライドダイと、2つのバーリングパンチとを備える。各スライドダイの分割面には、例えば、バーリングパンチが挿入されるダイ穴の半割り形状に相当する凹部が形成されている。
【0005】
特許文献1のバーリング加工では、各フランジ部にバーリング穴用の下穴が形成されたワークピースが、バーリング装置に配置される。このとき、互いに離間したスライドダイがワークピースのフランジ部間に配置され、スライドダイの分割面同士の間に、下穴の軸心が配置される。この状態からスライドダイが互いに接近するようにスライドし、スライドダイの分割面同士が接触する。これにより、一対のスライドダイの凹部によってダイ穴が画定される。ダイ穴は、ワークピースの下穴に対応する位置に配置され、このダイ穴に2つのバーリングパンチが挿入される。一方のバーリングパンチは、ダイ穴の一方端側から挿入され、他方のバーリングパンチは、ダイ穴の他方端側から挿入される。これにより、ワークピースのフランジ部間に、対向するバーリング穴(円筒フランジ)が成形される。バーリング穴の成形後、2つのバーリングパンチがダイ穴から引き抜かれ、スライドダイがスライドして互いに離間する。これにより、バーリングパンチ及びスライドダイがバーリング穴から離れ、バーリング穴を有する成形品をバーリング装置から取り出すことができる。
【0006】
特開平6-312227号公報(特許文献2)には、所定間隔を存して互いに対向する一対の壁部(板部)にバーリングを施して、各壁部に突出部(円筒フランジ)を形成するブッシュ取付部の加工方法が記載されている。この加工方法では、壁部間にカラーを嵌合させ、バーリングによって形成される突出部をカラーの内周面に当接させる。
【先行技術文献】
【特許文献】
【0007】
特開平11-207412号公報
特開平6-312227号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
特許文献1のバーリング装置では、対向する2つの円筒フランジを成形するためのダイ穴が、一対のダイの凹部によって画定される。これら一対のダイは、ワークピースの長手方向にスライド可能に構成される。この場合、ダイのスライドを許容する広いスペースが必要となる。このため、バーリング装置が大型化する。また、円筒状の部分が端部に設けられる単純な形状のシャシー部品であれば、特許文献1のバーリング装置でも対応可能である。しかしながら、例えばフロントロアアームのように、円筒状の部分が端部から離れた位置に突設される複雑な形状のシャシー部品の場合、ダイのスライドを許容するスペースが実質的になく、円筒フランジを成形することが困難となる。
【0009】
特許文献2の加工方法では、カラーはブッシュの圧入部に残ったままとなる。すなわち、カラーは、加工後のワークピースと一体になっている。この場合、シャシー部品の重量が少なくともカラーの重量分増加してしまう。さらに、カラーとワークピースとの間の隙間が錆びの発生要因となるおそれがある。
【0010】
本開示の目的は、ダイの可動を許容するスペースを抑えつつ、対向する2つの円筒フランジを成形することができ、しかも重量の増加を抑え、且つ発錆の抑制されたシャシー部品を製造することができるバーリング装置、及びバーリング方法を提供することである。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼線
13日前
日本製鉄株式会社
堤防
20日前
日本製鉄株式会社
回収装置
20日前
日本製鉄株式会社
梁端接合構造
20日前
日本製鉄株式会社
脱炭精錬方法
今日
日本製鉄株式会社
蒸留塔設置方法
17日前
日本製鉄株式会社
還元鉄の溶解方法
7日前
日本製鉄株式会社
ねじ継手ユニットの製造方法
13日前
日本製鉄株式会社
金属材料の多軸評価試験構造
今日
日本製鉄株式会社
電縫管の製造方法及び溶接装置
17日前
日本製鉄株式会社
焼結設備及び焼結鉱の冷却方法
14日前
日本製鉄株式会社
高炉樋の耐火物ライニング構造
14日前
日本製鉄株式会社
鋼片処理装置及び鋼片処理方法
今日
日本製鉄株式会社
冷延鋼板及び冷延鋼板の製造方法
6日前
日本製鉄株式会社
鋼材、及び、浸炭機械構造用部品
17日前
日本製鉄株式会社
精錬用ランスおよび溶鋼の精錬方法
17日前
日本製鉄株式会社
セグメントおよびセグメントの製造方法
17日前
日本製鉄株式会社
経路追従制御装置および経路追従制御方法
7日前
日本製鉄株式会社
不定形耐火物及び不定形耐火物の製造方法
1日前
日本製鉄株式会社
原子間力顕微鏡用プローブ及び鋼材の評価方法
今日
日本製鉄株式会社
検索装置、検索システム、検索方法及びプログラム
17日前
日本製鉄株式会社
溶融酸化物のフォーミング制御方法及び溶鉄の精錬方法
17日前
日本製鉄株式会社
ホットスタンプ部材
14日前
日本製鉄株式会社
自動車車体の構造部材
9日前
日鉄エンジニアリング株式会社
排ガス処理装置、及び、排ガス処理方法
14日前
日本製鉄株式会社
既設シールドトンネルの補強構造および既設シールドトンネルの補強方法
17日前
日本製鉄株式会社
抵抗スポット溶接継手、自動車用部品、及び抵抗スポット溶接継手の製造方法
13日前
産業振興株式会社
ドラム型磁選機および破砕不適物の分別方法
13日前
個人
ハゼ折鋼板のハゼ締め装置
3か月前
株式会社プロテリアル
鍛造装置
28日前
村田機械株式会社
プレス機械
3か月前
株式会社プロテリアル
熱間鍛造用金型
4か月前
トヨタ自動車株式会社
金型装置
28日前
株式会社不二越
NC転造盤
1か月前
トヨタ自動車株式会社
プレス金型
5か月前
トヨタ紡織株式会社
金型装置
4か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ