TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025017856
公報種別
公開特許公報(A)
公開日
2025-02-06
出願番号
2023121155
出願日
2023-07-25
発明の名称
鋼片処理装置及び鋼片処理方法
出願人
日本製鉄株式会社
代理人
弁理士法人太陽国際特許事務所
主分類
B23K
26/354 20140101AFI20250130BHJP(工作機械;他に分類されない金属加工)
要約
【課題】鋼片の歩留まりを低下させずに、高品質な鋼片を得ることができる鋼片処理装置及び鋼片処理方法を提供する。
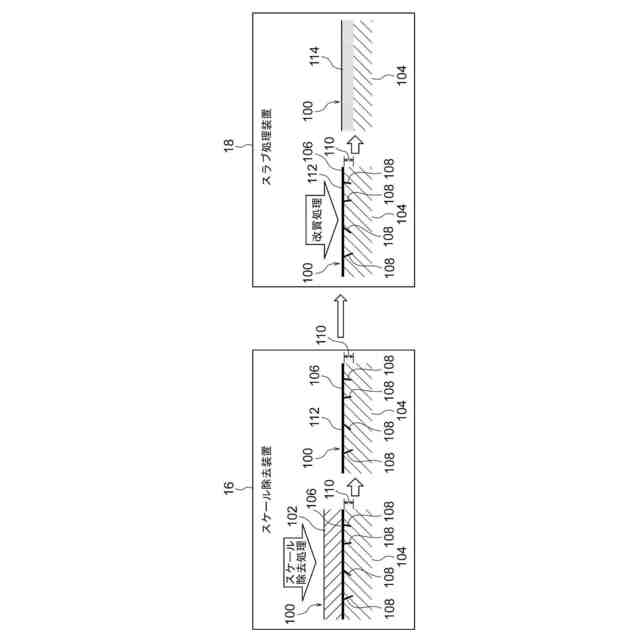
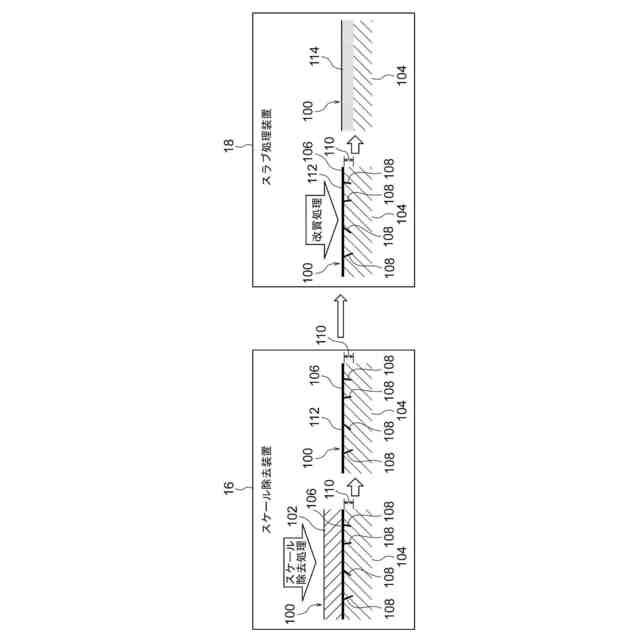
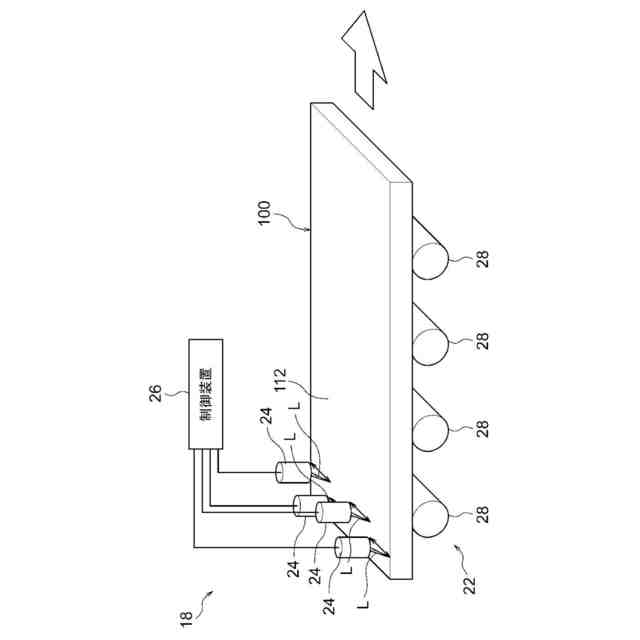
【解決手段】スラブ処理装置18は、スケール102が除去されたスラブ100のスケール除去面112にレーザを照射する複数のレーザ照射装置24と、スケール除去面112にレーザを照射することにより、スケール除去面112に残存する銅濃化層106と、銅濃化層106に含まれる銅がスラブ100の母材104の粒界に浸潤した銅浸潤部108を含むスラブ100の母材の一部からなる銅浸潤層110とを溶融し、溶融した銅濃化層106と銅浸潤層110とが混合するように、複数のレーザ照射装置24を制御する制御装置26とを備える。
【選択図】図2
特許請求の範囲
【請求項1】
スケールが除去された鋼片のスケール除去面にレーザを照射するレーザ照射部と、
前記スケール除去面に前記レーザを照射することにより、前記スケール除去面に残存する銅濃化層と、前記銅濃化層に含まれる銅が前記鋼片の母材の粒界に浸潤した銅浸潤部を含む前記鋼片の母材の一部からなる銅浸潤層とを溶融し、溶融した前記銅濃化層と前記銅浸潤層とが混合するように、前記レーザ照射部を制御する制御部と、
を備える、鋼片処理装置。
続きを表示(約 550 文字)
【請求項2】
前記制御部は、前記銅浸潤部の全体を含む深さまで前記銅浸潤層が溶融するように、前記レーザ照射部を制御する、請求項1に記載の鋼片処理装置。
【請求項3】
前記レーザ照射部は、前記スケール除去面の全面に前記レーザを照射する、請求項1又は請求項2に記載の鋼片処理装置。
【請求項4】
レーザ照射部を用い、スケールが除去された鋼片のスケール除去面にレーザを照射するレーザ照射ステップと、
制御部を用い、前記スケール除去面に前記レーザを照射することにより、前記スケール除去面に残存する銅濃化層と、前記銅濃化層に含まれる銅が前記鋼片の母材の粒界に浸潤した銅浸潤部を含む前記鋼片の母材の一部からなる銅浸潤層とを溶融し、溶融した前記銅濃化層と前記銅浸潤層とを混合するように、前記レーザ照射部を制御する制御ステップと、
を備える、鋼片処理方法。
【請求項5】
前記制御部は、前記銅浸潤部の全体を含む深さまで前記銅浸潤層が溶融するように、前記レーザ照射部を制御する、請求項4に記載の鋼片処理方法。
【請求項6】
前記レーザ照射部は、前記スケール除去面の全面に前記レーザを照射する、請求項4又は請求項5に記載の鋼片処理方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋼片処理装置及び鋼片処理方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
一般に、圧延されることにより製品に加工される鋼片として、スラブ、ビレット、及びブルームがある。鋼片が製造されるまでの工程では、外力又は熱ひずみ等により鋼片の表面に割れが生じることがある。このような割れは欠陥部であり、鋼片から製造される製品の品質を保つためには、鋼片の表面に欠陥部が無いことが望まれる。
【0003】
そこで、欠陥部を除去する技術が提案されている。例えば、特許文献1に記載の部分表面溶削処理方法では、ビレットの表面に生じた欠陥部にレーザを照射し、さらにレーザ照射点に酸素ガス又は酸素を含んだ混合ガスを吹き付けて、欠陥部を溶削する。
【先行技術文献】
【特許文献】
【0004】
特開平4-274892号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、脱炭素を目指す鉄源の製造方法として電炉の活用が検討されている。電炉を活用した製造方法では、多くのスクラップが電炉に投入されるが、スクラップ中にモータなど銅を多く含むものが混入されることが想定される。銅は、所謂トランプエレメントと呼ばれ、吹錬工程などでは除去できない成分であり、そのまま鋼片に含有される。
【0006】
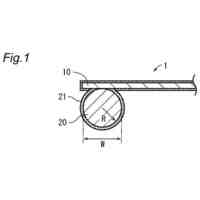
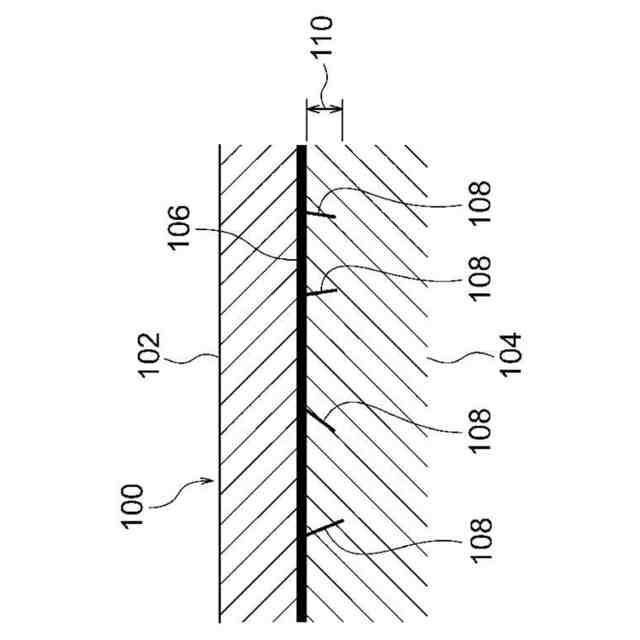
ここで、図8には、スラブ100が縦断面図にて示されている。スラブ100中の銅の含有量が増加すると赤熱脆化という問題が発生する。赤熱脆化は、加熱炉内の高温の酸素雰囲気でスラブ100の表面にスケール102が発生した場合に、スラブ100中に溶解していた銅がスケール102から排出され、スケール102から排出された銅がスケール102と母材104との界面に液状に濃化することにより引き起こされる現象である。
【0007】
具体的には、銅が液状に濃化した層(以下、銅濃化層106と称する)から銅が母材104の粒界に浸潤し、浸潤した銅(以下、銅浸潤部108と称する)により、母材104のうちの銅浸潤部108を含む表層(以下、銅浸潤層110と称する)が脆化する。銅浸潤部108は、銅濃化層106からスケール102とは反対側に延びる部分である。母材104の表層に、銅浸潤部108を含む母材104の一部からなる銅浸潤層110が生成された状態で、スラブ100が圧延されると、銅浸潤部108を起点とした割れが多発し、品質上の問題となる。
【0008】
ここで、例えば、特許文献1に記載の部分表面溶削処理方法を用いることにより、銅浸潤層110を除去することが考えられるが、この場合には、銅浸潤層110を除去する分、スラブ100の歩留まりが低下する。
【0009】
本発明は、上記事情を鑑みてなされたものであって、鋼片の歩留まりを低下させずに、高品質な鋼片を得ることができる鋼片処理装置及び鋼片処理方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明の第1態様は、スケールが除去された鋼片のスケール除去面にレーザを照射するレーザ照射部と、前記スケール除去面に前記レーザを照射することにより、前記スケール除去面に残存する銅濃化層と、前記銅濃化層に含まれる銅が前記鋼片の母材の粒界に浸潤した銅浸潤部を含む前記鋼片の母材の一部からなる銅浸潤層とを溶融し、溶融した前記銅濃化層と前記銅浸潤層とが混合するように、前記レーザ照射部を制御する制御部と、を備える鋼片処理装置である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
脱炭精錬方法
1日前
日本製鉄株式会社
原子間力顕微鏡用プローブ及び鋼材の評価方法
1日前
個人
作業用治具
3か月前
個人
スラッジ除去装置
8日前
個人
トーチノズル
3か月前
日東精工株式会社
検査装置
3か月前
シヤチハタ株式会社
組立ライン
3か月前
日東精工株式会社
組み付け装置
3か月前
株式会社FUJI
工作機械
9日前
有限会社津谷工業
切削工具
1か月前
個人
複合金属回転式ホーン
8日前
エンシュウ株式会社
工作機械
3か月前
株式会社不二越
タップ
2か月前
株式会社ツガミ
工作機械
7日前
トヨタ自動車株式会社
検査方法
18日前
ダイハツ工業株式会社
冷却構造
3か月前
トヨタ自動車株式会社
積層コア
1か月前
株式会社トーキン
溶接用トーチ
14日前
株式会社ツガミ
工作機械
18日前
株式会社ダイヘン
アーク溶接制御方法
2か月前
トヨタ自動車株式会社
取付装置
8日前
株式会社ダイヘン
インチング制御方法
3か月前
株式会社不二越
歯車加工機
1か月前
株式会社オーエム製作所
工作機械
21日前
株式会社不二越
歯車研削盤
2か月前
株式会社メドメタレックス
ドリル
29日前
株式会社ダイヘン
溶接トーチ
7日前
三菱電機株式会社
ねじ取り出し装置
22日前
株式会社浪速試錐工業所
防風カバー
2か月前
住友重機械工業株式会社
レーザ装置
2か月前
津田駒工業株式会社
工作機械用の主軸装置
3か月前
株式会社関本管工
エルボ管保持装置
14日前
株式会社メタルクリエイト
切削装置
2か月前
株式会社ダイヘン
溶接トーチ
7日前
トヨタ自動車株式会社
位相測定方法
29日前
株式会社ヤマダスポット
抵抗溶接機
2か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ