TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025016052
公報種別
公開特許公報(A)
公開日
2025-01-31
出願番号
2023119064
出願日
2023-07-21
発明の名称
冷延鋼板及び冷延鋼板の製造方法
出願人
日本製鉄株式会社
代理人
個人
,
個人
主分類
C22C
38/00 20060101AFI20250124BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】高強度と優れた加工性とを有する冷延鋼板を提供する。
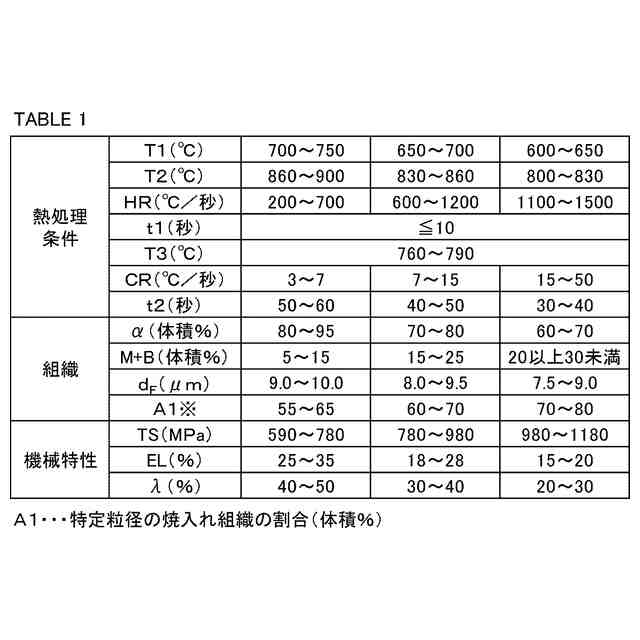
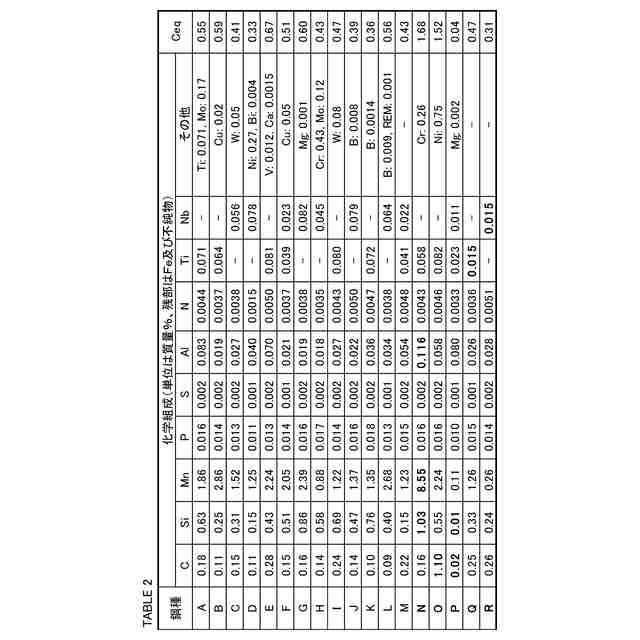
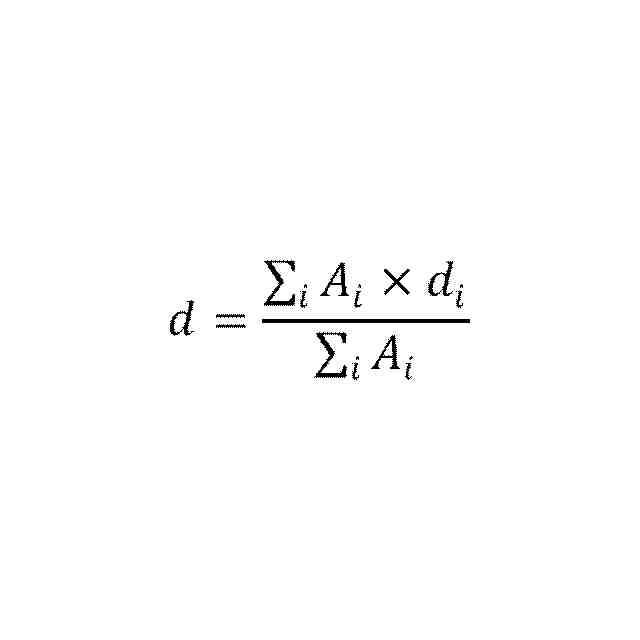
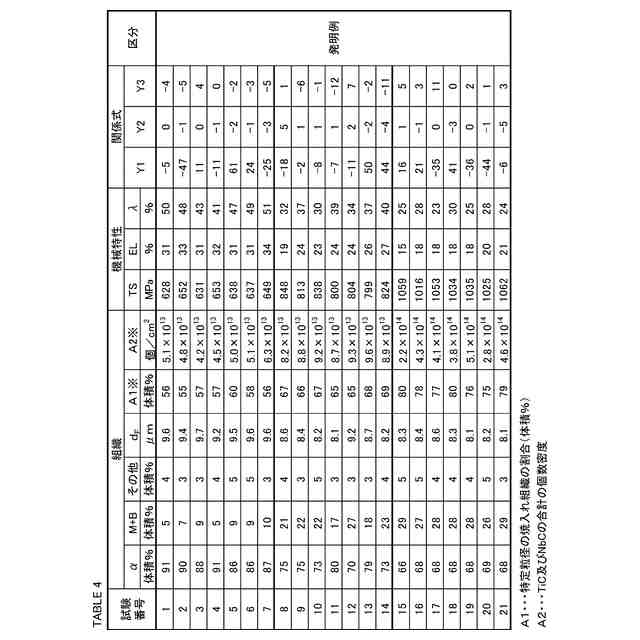
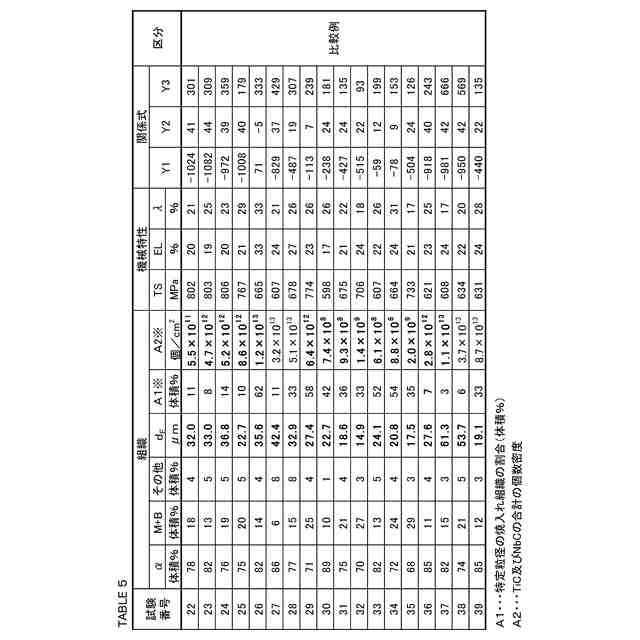
【解決手段】冷延鋼板は、化学組成が、質量%で、C:0.03~0.30%、Si:0.05~1.00%、Mn:0.10~3.00%、P:0.050%以下、S:0.020%以下、Al:0.010~0.100%、N:0.0100%以下、Ti及びNbの少なくとも一方:合計で0.020~0.150%、残部:Fe及び不純物であり、金属組織が、フェライトを60体積%以上含み、かつ、マルテンサイト及びベイナイトの少なくとも一方を合計で5体積%以上30体積%未満含む組織であり、前記フェライトの平均結晶粒径d
F
が10.0μm以下である。
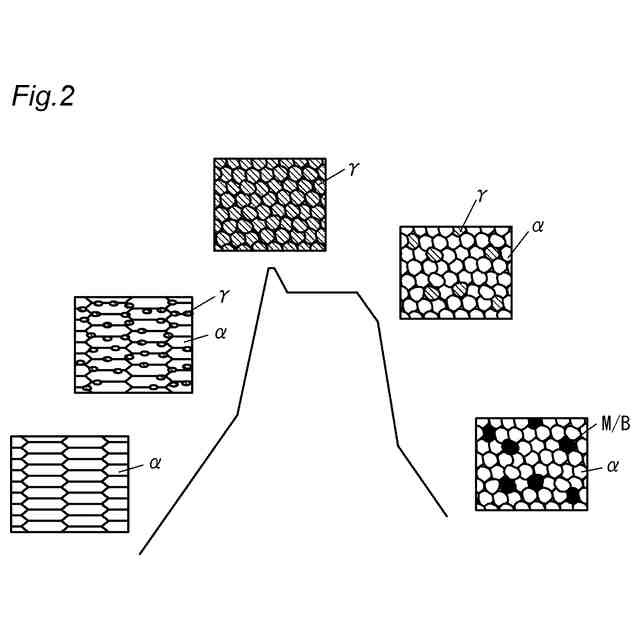
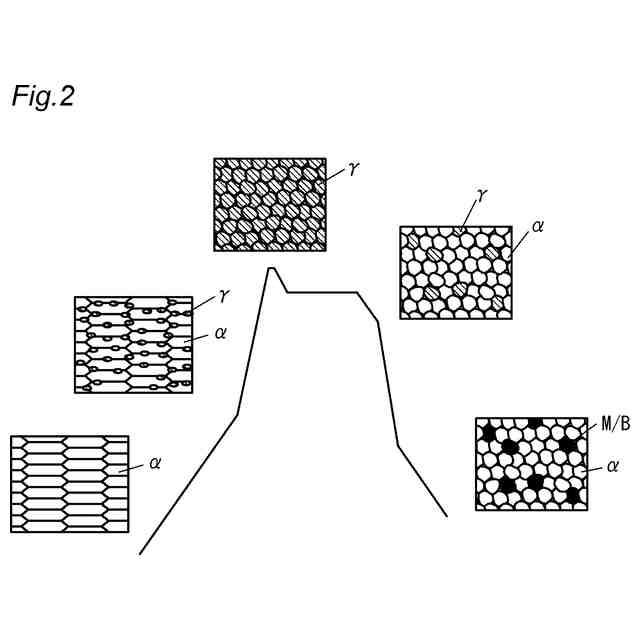
【選択図】図2
特許請求の範囲
【請求項1】
化学組成が、質量%で、
C :0.03~0.30%、
Si:0.05~1.00%、
Mn:0.10~3.00%、
P :0.050%以下、
S :0.020%以下、
Al:0.010~0.100%、
N :0.0100%以下、
Ti及びNbの少なくとも一方:合計で0.020~0.150%、
残部:Fe及び不純物であり、
金属組織が、フェライトを60体積%以上含み、かつ、マルテンサイト及びベイナイトの少なくとも一方を合計で5体積%以上30体積%未満含む組織であり、
前記フェライトの平均結晶粒径d
F
が10.0μm以下である、冷延鋼板。
続きを表示(約 1,100 文字)
【請求項2】
化学組成が、質量%で、
C :0.03~0.30%、
Si:0.05~1.00%、
Mn:0.10~3.00%、
P :0.050%以下、
S :0.020%以下、
Al:0.010~0.100%、
N :0.0100%以下、
Ti及びNbの少なくとも一方:合計で0.020~0.150%、であり、
さらに、Cr:1.00%以下、Ni:0.50%以下、Cu:0.50%以下、B:0.0200%以下、V:0.100%以下、Mo:0.20%以下、W:0.10%以下、Bi:0.010%以下、Ca:0.0100%以下、Mg:0.0100%以下、REM:0.0100%以下からなる群から選択される一種又は二種以上を含み、
残部:Fe及び不純物であり、
金属組織が、フェライトを60体積%以上含み、かつ、マルテンサイト及びベイナイトの少なくとも一方を合計で5体積%以上30体積%未満含む組織であり、
前記フェライトの平均結晶粒径d
F
が10.0μm以下である、冷延鋼板。
【請求項3】
請求項1又は2に記載の冷延鋼板であって、
前記マルテンサイト及びベイナイトの総体積のうち、旧オーステナイト粒径が0.8×d
F
以上1.2×d
F
以下である前記マルテンサイト及びベイナイトの割合が55体積%以上である、冷延鋼板。
【請求項4】
請求項1又は2に記載の冷延鋼板であって、
粒径が2~10nmのTiC及びNbCの少なくとも一方を合計で3.0×10
13
個/cm
2
以上含む、冷延鋼板。
【請求項5】
請求項1又は2に記載の冷延鋼板を製造する方法であって、
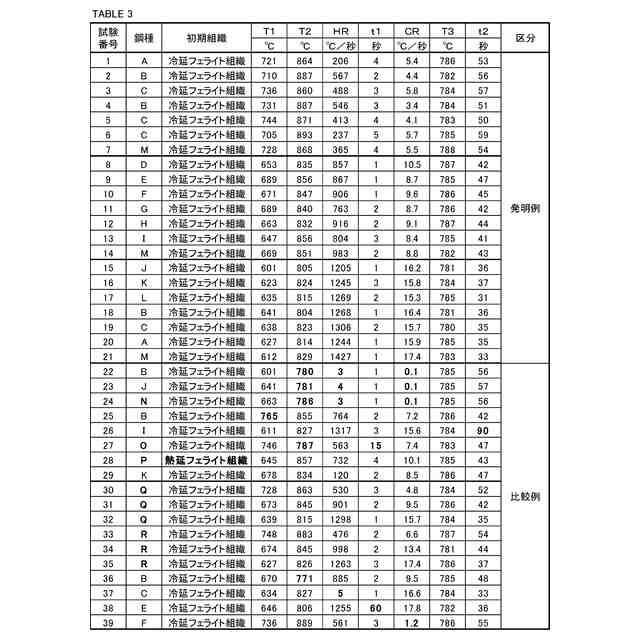
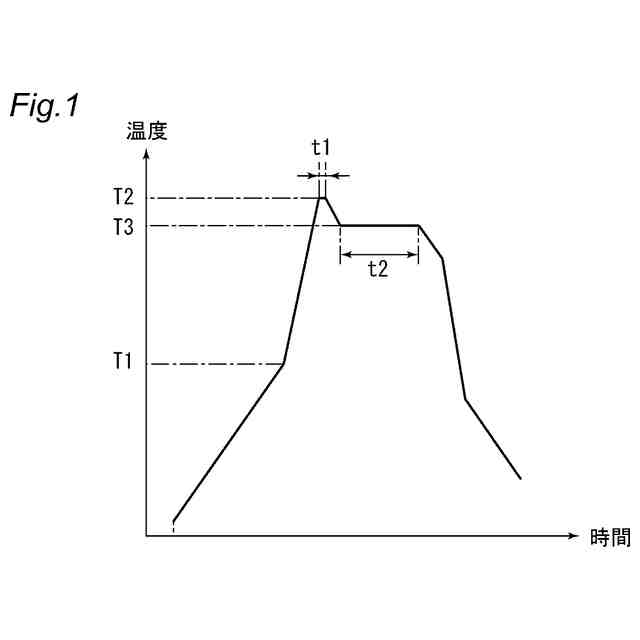
熱間圧延後に冷間圧延を施した鋼板を、800~900℃の温度である温度T2まで加熱する工程と、
前記温度T2から、750~850℃であってかつ前記温度T2よりも低い温度である温度T3まで、3℃/秒以上の平均冷却速度CRで冷却する工程と、
前記温度T3で30~60秒の保持時間t2だけ保持する工程と、
300℃以下の温度まで20℃/秒以上の平均冷却速度で冷却する工程と、を備え、
前記温度T2まで加熱する工程において、750℃以下の温度である温度T1から前記温度T2までの平均加熱速度HRが100℃/秒以上であり、
前記温度T2に到達してから冷却を開始するまでの時間t1が10秒以下である、冷延鋼板の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、冷延鋼板及び冷延鋼板の製造方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
自動車用部品等に用いられる鋼板には、高強度とともに優れた加工性が要求される。
【0003】
特許第4292986号公報には、高張力鋼板の製造方法が記載されている。この製造方法では、冷間圧延を施した冷延板に、Ac1変態点以上における平均加熱速度を0.5~3℃/sとして、(Ac3変態点-50℃)~(Ac3変態点+100℃)の温度範囲の焼鈍温度に加熱した後、平均冷却速度:30~100℃/sで、所定の冷却停止温度Tsまで冷却し、所定の温度域で50s以上滞留させる焼鈍工程と施すことを特徴とする。
【0004】
特許第6119655号公報には、鋼帯内における材質のバラツキが小さい成形性に優れた高強度合金化溶融亜鉛めっき鋼帯が記載されている。この高強度合金化溶融亜鉛めっき鋼帯は、鋼板のミクロ組織が、面積率で、フェライトを50%以上、マルテンサイトを5~30%、パーライトを2~8%、残留オーステナイトを2~15%含み、引張強度(TS)が780MPa以上、強度-伸びバランス(TS×El)が20000MPa・%以上、穴広げ率(λ)が35%以上、降伏比(YR)が60%以下であり、鋼帯内における最大引張強度と最小引張強度の差が50MPa以下であることを特徴とする。
【0005】
特許第7006849号公報には、鋼板が開示されている。この鋼板は、面積率で、フェライト:40%以上70%以下、ベイナイト及び焼戻しマルテンサイトの合計:5%以上30%以下、残留オーステナイト:4%以上18%以下、フレッシュマルテンサイト:8%以上35%以下、及び残部:55以下である鋼組織を有し、残留オーステナイト中にセメンタイト粒子が存在し、残留オーステナイトの面積率に対するセメンタイト粒子の面積率の割合が5%以上25%以下であり、引張強度が780MPa以上980MPa未満である。
【先行技術文献】
【特許文献】
【0006】
特許第4292986号公報
特許第6119655号公報
特許第7006849号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の課題は、高強度と優れた加工性とを有する冷延鋼板を提供することである。
【課題を解決するための手段】
【0008】
本発明の一実施形態による冷延鋼板は、化学組成が、質量%で、C:0.03~0.30%、Si:0.05~1.00%、Mn:0.10~3.00%、P:0.050%以下、S:0.020%以下、Al:0.010~0.100%、N:0.0100%以下、Ti及びNbの少なくとも一方:合計で0.020~0.150%、残部:Fe及び不純物であり、金属組織が、フェライトを60体積%以上含み、かつ、マルテンサイト及びベイナイトの少なくとも一方を合計で5体積%以上30体積%未満含む組織であり、前記フェライトの平均結晶粒径d
F
が10.0μm以下である。
【0009】
本発明の一実施形態による冷延鋼板は、化学組成が、質量%で、C:0.03~0.30%、Si:0.05~1.00%、Mn:0.10~3.00%、P:0.050%以下、S:0.020%以下、Al:0.010~0.100%、N:0.0100%以下、Ti及びNbの少なくとも一方:合計で0.020~0.150%、であり、さらに、Cr:1.00%以下、Ni:0.50%以下、Cu:0.50%以下、B:0.0200%以下、V:0.100%以下、Mo:0.20%以下、W:0.10%以下、Bi:0.100%以下、Ca:0.0100%以下、Mg:0.0100%以下、REM:0.0100%以下からなる群から選択される一種又は二種以上を含み、残部:Fe及び不純物であり、金属組織が、フェライトを60体積%以上含み、かつ、マルテンサイト及びベイナイトの少なくとも一方を合計で5体積%以上30体積%未満含む組織であり、前記フェライトの平均結晶粒径d
F
が10.0μm以下である。
【0010】
本発明の一実施形態による冷延鋼板の製造方法は、上記の冷延鋼板を製造する方法であって、熱間圧延後に冷間圧延を施した鋼板を、800~900℃の温度である温度T2まで加熱する工程と、前記温度T2から、750~850℃であってかつ前記温度T2よりも低い温度である温度T3まで、3℃/秒以上の平均冷却速度CRで冷却する工程と、前記温度T3で30~60秒の保持時間t2だけ保持する工程と、300℃以下の温度まで20℃/秒以上の平均冷却速度で冷却する工程と、を備え、前記温度T2まで加熱する工程において、750℃以下の温度である温度T1から前記温度T2までの平均加熱速度HRが100℃/秒以上であり、前記温度T2に到達してから冷却を開始するまでの時間t1が10秒以下である。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
部品
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
溶接継手
29日前
日本製鉄株式会社
脱りん方法
1日前
日本製鉄株式会社
冷却構造体
2日前
日本製鉄株式会社
冷却構造体
2日前
日本製鉄株式会社
鋼の製造方法
10日前
日本製鉄株式会社
表面処理鋼材
1か月前
日本製鉄株式会社
柱梁接合構造
1か月前
日本製鉄株式会社
鋼の製造方法
1か月前
日本製鉄株式会社
金属溶解方法
8日前
日本製鉄株式会社
衝撃吸収部材
22日前
日本製鉄株式会社
衝撃吸収部材
22日前
日本製鉄株式会社
衝撃吸収部材
22日前
日本製鉄株式会社
捻回試験装置
1か月前
日本製鉄株式会社
衝撃吸収部材
22日前
日本製鉄株式会社
溶鉄の精錬方法
7日前
日本製鉄株式会社
多角形筒形構造
1か月前
日本製鉄株式会社
高炉の操業方法
22日前
日本製鉄株式会社
高炉の操業方法
3日前
日本製鉄株式会社
焼結鉱の製造方法
25日前
日本製鉄株式会社
焼結鉱の製造方法
25日前
日本製鉄株式会社
ボルトの製造方法
14日前
日本製鉄株式会社
メタンの製造方法
8日前
日本製鉄株式会社
焼結鉱の製造方法
25日前
日本製鉄株式会社
粒度分布測定方法
今日
日本製鉄株式会社
鋳片の連続鋳造方法
22日前
日本製鉄株式会社
固定具および固定構造
25日前
日本製鉄株式会社
コイルばねの製造方法
1か月前
日本製鉄株式会社
高力ボルト摩擦接合構造
1か月前
日本製鉄株式会社
素形材及びその製造方法
1か月前
日本製鉄株式会社
ラインパイプ用電縫鋼管
1か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
1か月前
日本製鉄株式会社
試験システム及び試験方法
1か月前
日本製鉄株式会社
衝撃吸収部材及び車体部品
22日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ