TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025012362
公報種別
公開特許公報(A)
公開日
2025-01-24
出願番号
2023115140
出願日
2023-07-13
発明の名称
ねじ継手ユニットの製造方法
出願人
日本製鉄株式会社
,
バローレック・オイル・アンド・ガス・フランス
代理人
アセンド弁理士法人
主分類
F16L
15/04 20060101AFI20250117BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
【課題】締結時におけるカップリングの供回りを抑制することができるねじ継手ユニットの製造方法を提供する。
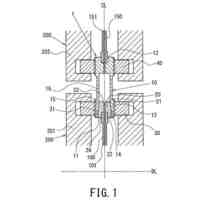
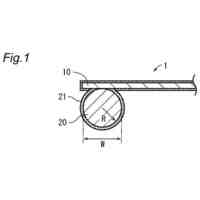
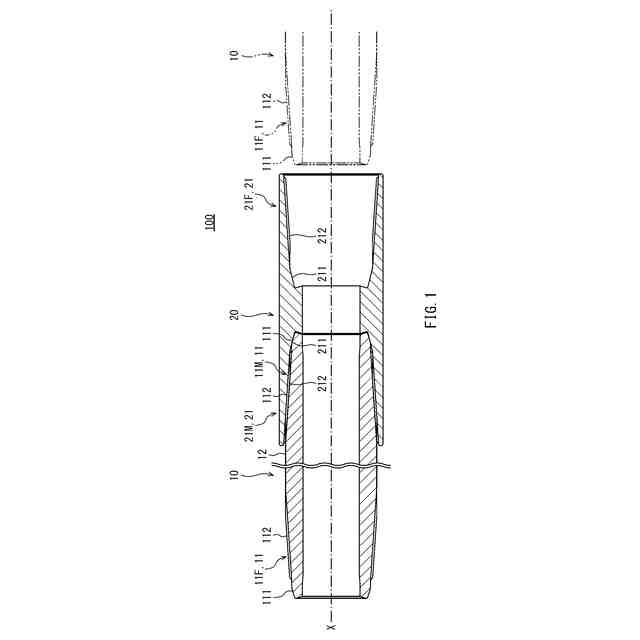
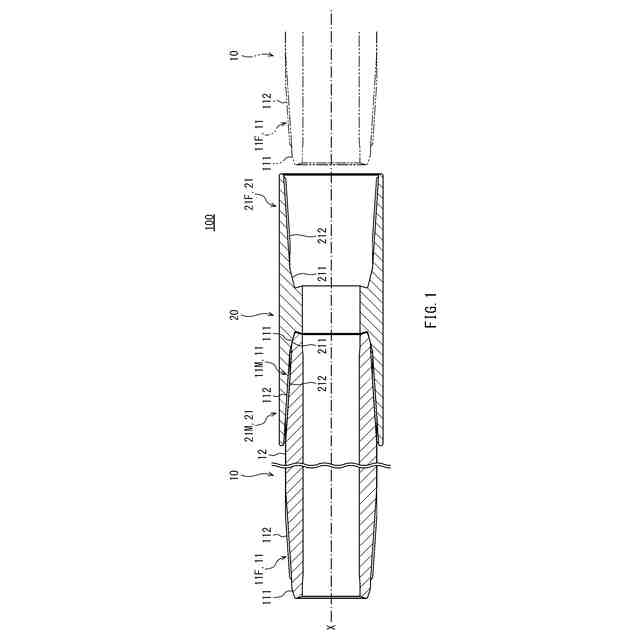
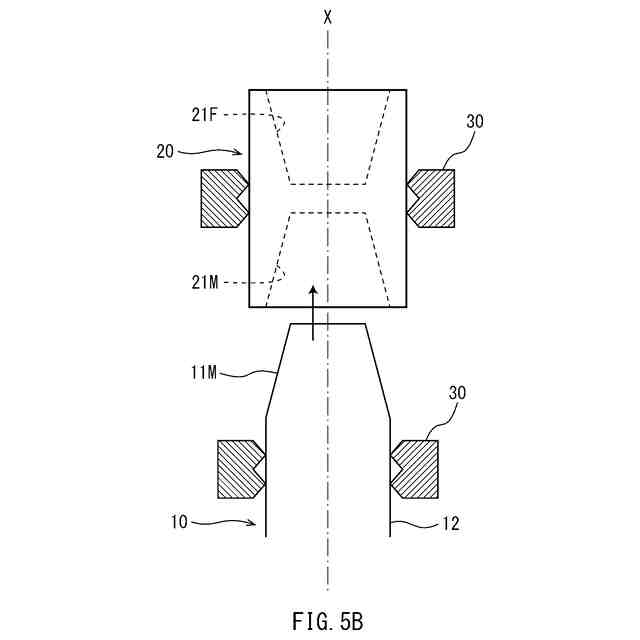
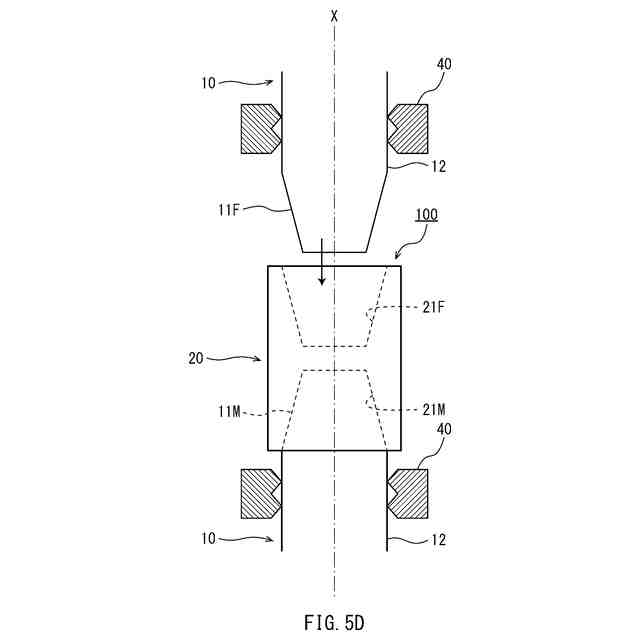
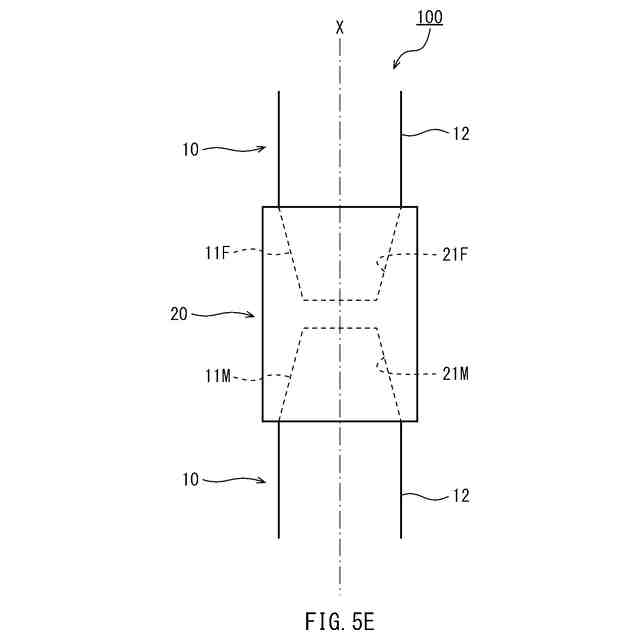
【解決手段】ねじ継手ユニット(100)の製造方法は、準備ステップ及び締結ステップを備える。準備ステップでは、金属管(10)及びカップリング(20)を準備する。金属管(10)の管端部にはピン(11M)が設けられている。カップリング(20)の両管端部にはボックス(21M,21F)が設けられている。締結ステップでは、ピン(11M)とボックス(21M)とを締結する。ピン(11M)及びボックス(21M)は、ピン(11M)及びボックス(21M)の相対的な回転を機械的に停止させる回転停止手段を有する。ピン(11M)及びボックス(21M)のための第1締結トルクは、ピン(11F)及びボックス(21F)のための第2締結トルクよりも大きい。ピン(11F)は、他の金属管(10)の管端部に設けられている。
【選択図】図1
特許請求の範囲
【請求項1】
ねじ継手ユニットの製造方法であって、
雄ねじ部を含む第1ピンが管端部に設けられた金属管と、両管端部にボックスが設けられ、前記ボックスの一方である第1ボックス及び前記ボックスの他方であって前記第1ボックスと同一の形状及び寸法を有する第2ボックスがそれぞれ雌ねじ部を含む管状のカップリングと、を準備するステップと、
前記第1ピンを前記第1ボックスに挿入し、前記第1ピンに対して前記第1ボックスを相対的に回転させることで前記第1ピンと前記第1ボックスとを締結するステップと、
を備え、
前記第1ピン及び前記第1ボックスは、前記第1ピンに対する前記第1ボックスの相対的な回転を機械的に停止させる回転停止手段を有し、
前記第1ピンが前記第1ボックスと締結されるときの第1締結トルクは、前記金属管と異なる金属管の管端部に設けられ雄ねじ部を含むとともに前記第1ピンと同一の形状及び寸法を有する第2ピンが、前記第1ピンと前記第1ボックスとの締結が完了した後に前記第2ボックスと締結されるときのトルクとして予め定められている第2締結トルクよりも大きい、製造方法。
続きを表示(約 1,600 文字)
【請求項2】
請求項1に記載のねじ継手ユニットの製造方法であって、
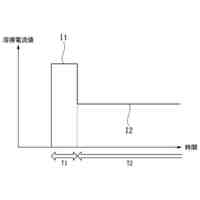
前記ねじ継手ユニットの降伏トルクをT
y
、予め定められた標準の締結トルクをT
0
、前記第1締結トルクをT
1
、前記第2締結トルクをT
2
としたとき、T
y
、T
0
、T
1
、及びT
2
は以下の各式を満たす、製造方法。
T
0
<0.95×T
y
T
0
<T
1
<T
y
T
0
-6780[Nm]≦T
2
≦T
0
+6780[Nm]
【請求項3】
請求項2に記載のねじ継手ユニットの製造方法であって、
前記第1締結トルクT
1
はT
0
×1.25≦T
1
<T
y
を満たす、製造方法。
【請求項4】
請求項1に記載のねじ継手ユニットの製造方法であって、さらに、
前記締結するステップの前に、前記第1ピン及び前記第1ボックスの少なくとも一方に潤滑剤を塗布するステップを備え、
前記締結するステップでは、前記第1ピンに対する前記第1ボックスの相対的な回転速度を5rpm以下として前記第1ピンと前記第1ボックスとを締結する、製造方法。
【請求項5】
請求項1から4のいずれか1項に記載のねじ継手ユニットの製造方法であって、
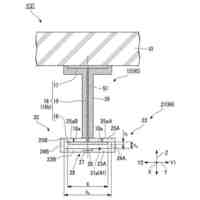
前記第1ピンと前記第1ボックスとの締結が完了した状態において、前記第1ピンの前記雄ねじ部の挿入面が前記第1ボックスの前記雌ねじ部の挿入面と接触するとともに、前記第1ピンの前記雄ねじ部の荷重面が前記第1ボックスの前記雌ねじ部の荷重面と接触する、製造方法。
【請求項6】
ねじ継手ユニットの製造方法であって、
ピンシール面及び雄ねじ部を含むピンが管端部に設けられた金属管と、ボックスシール面及び雌ねじ部を含むボックスが管端部に設けられた管状のカップリングと、を準備するステップと、
前記ピンシール面及び前記雄ねじ部に潤滑剤を塗布するとともに前記ボックスシール面に前記潤滑剤を塗布する一方、前記雌ねじ部に前記潤滑剤を塗布しないステップと、
前記潤滑剤が塗布された後の前記ピンと前記ボックスとを締結するステップと、
を備え、
前記ピンと前記ボックスとの締結が完了した状態において、前記雄ねじ部の挿入面が前記雌ねじ部の挿入面と接触するとともに、前記雄ねじ部の荷重面が前記雌ねじ部の荷重面と接触し、前記ピンシール面が前記ボックスシール面と接触する、製造方法。
【請求項7】
請求項6に記載のねじ継手ユニットの製造方法であって、
前記ピンのうち前記潤滑剤が塗布される領域の面積をS[cm
2
]、前記ピンに対する前記潤滑剤の塗布量をV[cm
3
]としたとき、0.005×S≦V≦0.040×Sである、製造方法。
【請求項8】
請求項6に記載のねじ継手ユニットの製造方法であって、
前記締結するステップでは、前記ボックスに対する前記ピンの相対的な回転速度を5rpm以下として前記ピンと前記ボックスとを締結する、製造方法。
【請求項9】
請求項6から8のいずれか1項に記載のねじ継手ユニットの製造方法であって、さらに、
前記締結するステップの完了後であって所定時間が経過した後、前記ピンと前記ボックスとを再度締め付けるステップ、
を備える、製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、ねじ継手ユニットの製造方法に関する。
続きを表示(約 3,100 文字)
【背景技術】
【0002】
油井、天然ガス井等では、地下資源を採掘するために、油井管と呼ばれる金属管が多数使用される。金属管は、ねじ継手によって互いに連結される。
【0003】
金属管用ねじ継手の形式は、インテグラル型と、カップリング型とに大別される。インテグラル型の場合、連結対象の金属管は、それぞれ、一方の管端部に雄ねじ部を有し、他方の管端部に雌ねじ部を有する。一方の金属管の雄ねじ部が他方の金属管の雌ねじ部に挿入されて締結されることにより、金属管同士が連結される。カップリング型の場合、両管端部に雄ねじ部を有する金属管同士がカップリングによって連結される。カップリングは、連結対象の金属管とは別の管材であり、両管端部に雌ねじ部を有する。カップリングの雌ねじ部の各々には、金属管の雄ねじ部が挿入されて締結される。一般に、雄ねじ部を有する金属管の管端部は、ピンと称され、雌ねじ部を有する金属管又はカップリングの管端部は、ボックスと称される。
【0004】
特許文献1に記載されているように、カップリング型のねじ継手によって金属管が連結される場合、金属管の両管端部に設けられたピンのうち、一方のピンは工場でカップリングのボックスと締結され、他方のピンは油井等の現場で他のカップリングのボックスと締結される。工場で締結されるピン及びボックスはミルエンドと称され、現場で締結されるピン及びボックスはフィールドエンドと称される。各金属管は、ミルエンドのピンのみにカップリングが締結された状態で工場から現場に向けて出荷される。
【先行技術文献】
【特許文献】
【0005】
国際公開第2020/195621号
【発明の概要】
【発明が解決しようとする課題】
【0006】
現場では、ミルエンド側に金属管が装着された状態のカップリングに対し、フィールドエンド側から他の金属管が挿入される。より具体的には、ミルエンド側の金属管及びフィールドエンド側の金属管をそれぞれクランプによって把持し、フィールドエンド側の金属管をカップリングにねじ込んでピン及びボックスを締結する。このとき、カップリングはクランプによって把持されていないため、フィールドエンド側の金属管をカップリングにねじ込んだとき、カップリングがフィールドエンド側の金属管と供回りし、フィールドエンド側の金属管とミルエンド側の金属管との間の相対的な回転量が増加することがある。締結時のトルクと回転数とを記録してトルクチャートを作成し、チャートの形状に基づいてねじ継手の締結品質の合否を判定している場合、カップリングの供回りが生じると締結品質の合否判定が困難になる。より詳細には、カップリングの供回りによってトルクチャートの傾きが変化し、チャート形状がねじ継手の降伏時のチャート形状と類似して両者の区別がつかなくなることがある。そのため、ねじ継手が降伏していないにも関わらず、ねじ継手の締結品質を不良と判断してしまう可能性がある。この場合、例えば金属管の引き上げ、ねじ継手の解体、ねじ継手の変形の確認等といった作業が発生し、ねじ継手の締結作業に要する時間や負担が増加する。
【0007】
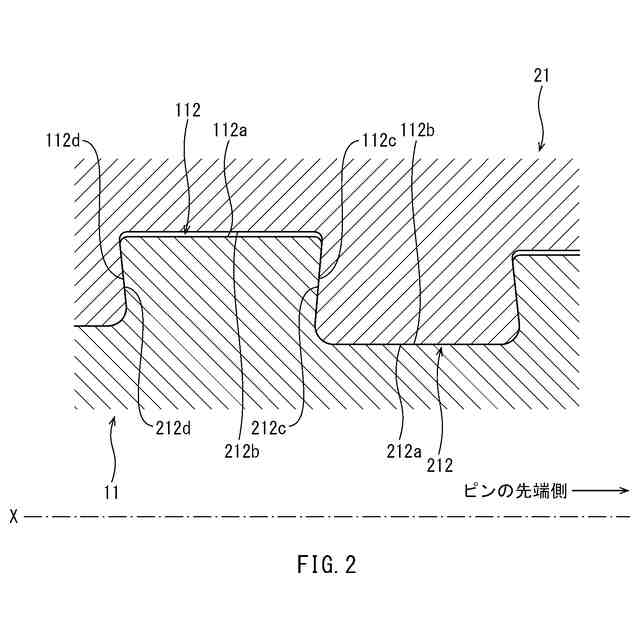
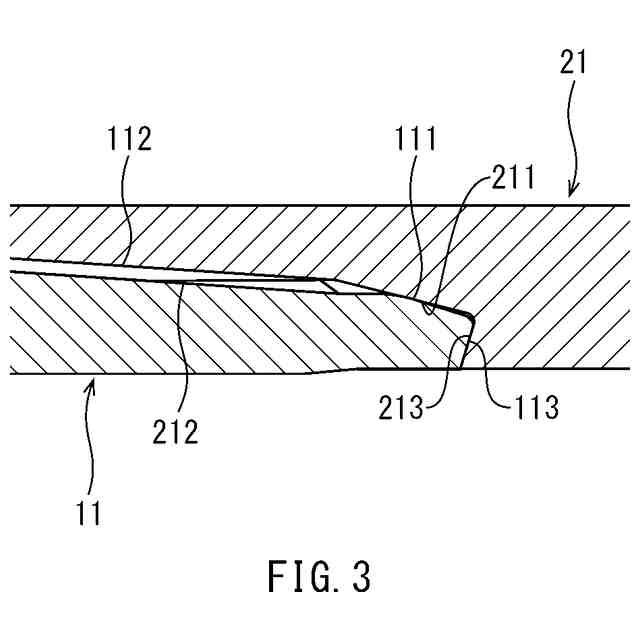
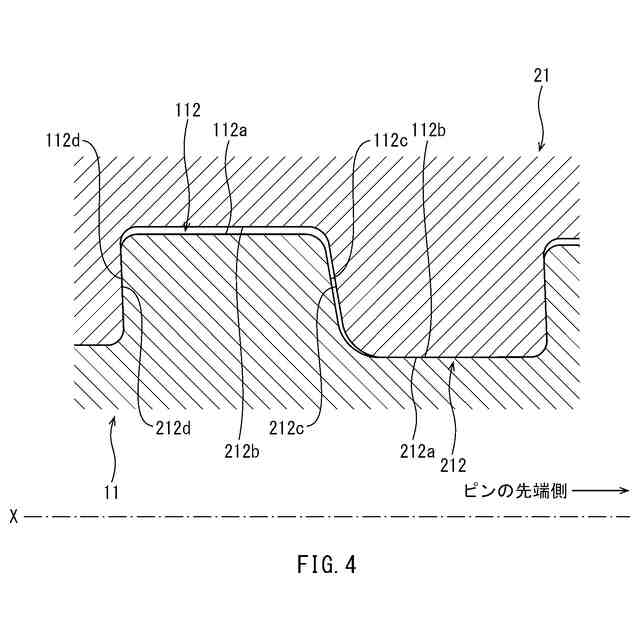
カップリングの供回りは、ねじ継手に塗布される潤滑剤(ドープ)に起因して生じることもある。例えば深井戸や水平掘削井等、高い耐トルク性能が要求される環境で使用されるねじ継手では、楔ねじが採用されることがある。楔ねじは、ねじ継手の軸方向においてねじ幅が変化するねじであり、ねじ全体の楔効果でトルクを発生させることができる。楔ねじを有するねじ継手では、締結完了時に雄ねじ部の挿入面と雌ねじ部の挿入面とが接触し、且つ雄ねじ部の荷重面と雌ねじ部の荷重面とが接触して、挿入面間及び荷重面間の隙間がなくなる。そのため、締結に先立って雄ねじ部及び雌ねじ部に塗布された潤滑剤がねじ部において密封され、この潤滑剤の圧力(ドープ圧)が急激に高くなる。一方、平行ねじや米国石油協会規格のバットレスねじに類似するねじを有するねじ継手では、締結完了後において雄ねじ部の挿入面と雌ねじ部の挿入面との間に隙間が存在するため、ドープ圧は楔ねじほどは高くなりにくい。楔ねじを有するねじ継手では、ドープ圧が急激に高まることにより、締結時における見かけ上のトルクが大きくなるという問題が生じやすい。例えば、ミルエンド側の締結時においてねじ継手の締結をトルク管理している場合、高ドープ圧によって見かけ上のトルクが大きくなると、実際は十分なトルクがねじ継手に負荷されていないにも関わらず、締結完了と判断してしまう可能性がある。ねじ継手の締結完了後、時間が経過するとドープ圧は開放される。しかしながら、ミルエンド側のねじ継手に十分なトルクが負荷されていないため、フィールドエンド側での締結を行ったときにカップリングの供回りが生じやすくなる。
【0008】
ねじ部におけるドープ圧が高まることにより、ねじ継手の低ブレイクアウトトルク問題も生じやすくなる。より具体的には、ミルエンド及びフィールドエンドにかかわらず、締結時のドープ圧が高くなって見かけ上のトルクが大きくなった場合、ねじ継手に十分なトルクが負荷されないままで締結完了と判断されてしまう。ねじ継手に十分なトルクが負荷されていなければ、低トルクでのねじ継手のブレイクアウト(緩み)が生じ得る。例えば、水平掘削井で金属管のスタック等のトラブルが生じ、トラブル解消のためにねじ継手を締結時と逆向きに回転させた場合、ねじ継手のブレイクアウトが意図せずに発生することがある。
【0009】
本開示は、締結時におけるカップリングの供回りを抑制することができるねじ継手ユニットの製造方法を提供することを課題とする。あるいは、本開示は、ねじ継手の低ブレイクアウトトルク問題を抑制することができるねじ継手ユニットの製造方法を提供することを課題とする。
【課題を解決するための手段】
【0010】
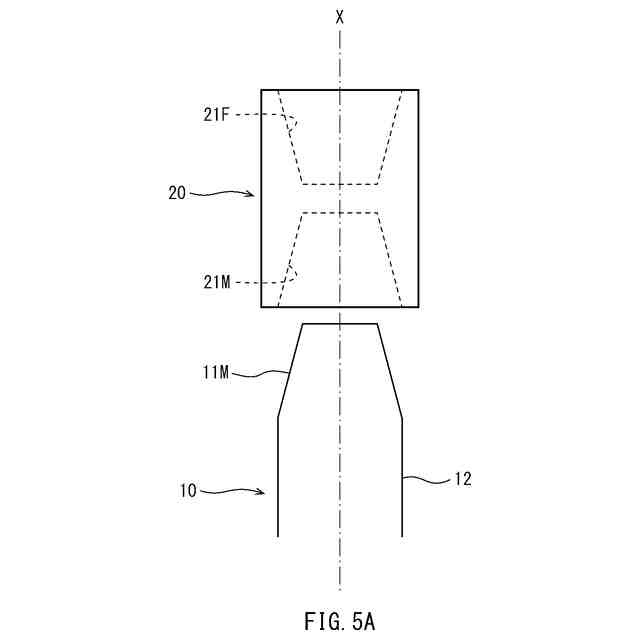
本開示に係るねじ継手ユニットの製造方法は、準備するステップと、締結するステップとを備える。準備するステップでは、金属管と、管状のカップリングとを準備する。金属管の管端部には、第1ピンが設けられている。第1ピンは、雄ねじ部を含む。カップリングの両管端部には、ボックスが設けられている。当該ボックスの一方である第1ボックス及び当該ボックスの他方である第2ボックスは、それぞれ雌ねじ部を含む。第2ボックスは、第1ボックスと同一の形状及び寸法を有する。締結するステップでは、第1ピンを第1ボックスに挿入し、第1ピンに対して第1ボックスを相対的に回転させることで第1ピンと第1ボックスとを締結する。第1ピン及び第1ボックスは、回転停止手段を有する。回転停止手段は、第1ピンに対する第1ボックスの相対的な回転を機械的に停止させる。第1ピンが第1ボックスと締結されるときの第1締結トルクは、第1ピンと第1ボックスとの締結が完了した後に第2ピンが第2ボックスと締結されるときのトルクとして予め定められている第2締結トルクよりも大きい。第2ピンは、上記金属管と異なる金属管の管端部に設けられる。第2ピンは、雄ねじ部を含む。第2ピンは、第1ピンと同一の形状及び寸法を有する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
10日前
日本製鉄株式会社
圧延装置
3日前
日本製鉄株式会社
鉄道車両
4日前
日本製鉄株式会社
鉄道車両
10日前
日本製鉄株式会社
脱炭精錬方法
25日前
日本製鉄株式会社
溶鋼の製造方法
4日前
日本製鉄株式会社
粒度分布測定方法
11日前
日本製鉄株式会社
還元鉄の溶解方法
1か月前
日本製鉄株式会社
焼結設備検査装置
10日前
日本製鉄株式会社
焼結設備検査装置
10日前
日本製鉄株式会社
スポット溶接継手の製造方法
17日前
日本製鉄株式会社
金属材料の多軸評価試験構造
25日前
日本製鉄株式会社
鋼片処理装置及び鋼片処理方法
25日前
日本製鉄株式会社
冷延鋼板及び冷延鋼板の製造方法
1か月前
日本製鉄株式会社
焼結用炭材及び焼結鉱の製造方法
10日前
日本製鉄株式会社
不定形耐火物及び不定形耐火物の製造方法
26日前
日本製鉄株式会社
経路追従制御装置および経路追従制御方法
1か月前
日本製鉄株式会社
耐火梁、床構造、及び耐火被覆材の施工方法
14日前
日本製鉄株式会社
原子間力顕微鏡用プローブ及び鋼材の評価方法
25日前
日本製鉄株式会社
抵抗スポット溶接継手の製造方法、及び自動車部品の製造方法
17日前
日本製鉄株式会社
無方向性電磁鋼板、鉄心、鉄心の製造方法、モータ、およびモータの製造方法
今日
日本製鉄株式会社
無方向性電磁鋼板、鉄心、鉄心の製造方法、モータ、およびモータの製造方法
今日
日本製鉄株式会社
無方向性電磁鋼板、鉄心、鉄心の製造方法、モータ、およびモータの製造方法
今日
日本製鉄株式会社
無方向性電磁鋼板、鉄心、鉄心の製造方法、モータ、およびモータの製造方法
今日
日本製鉄株式会社
抵抗スポット溶接継手の製造方法
17日前
日本製鉄株式会社
チタン材、熱処理シミュレーション方法、熱処理シミュレーション装置、プログラム、及び、チタン材の製造方法
10日前
個人
流路体
1か月前
個人
保持機
4か月前
個人
クラッチ装置
1か月前
個人
免震留具
3か月前
個人
振り子式免震装置
4か月前
株式会社フジキン
配管
5か月前
藤井電工株式会社
フック
4か月前
個人
固着具と成形品部材
1か月前
個人
ネジの緩み防止装置
4か月前
個人
回転式配管用支持具
10日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ