TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025026004
公報種別
公開特許公報(A)
公開日
2025-02-21
出願番号
2023131320
出願日
2023-08-10
発明の名称
焼結設備検査装置
出願人
日本製鉄株式会社
代理人
弁理士法人まこと国際特許事務所
主分類
F27B
21/14 20060101AFI20250214BHJP(炉,キルン,窯;レトルト)
要約
【課題】焼結設備を全長に亘って精度良く検査可能な焼結設備検査装置を提供する。
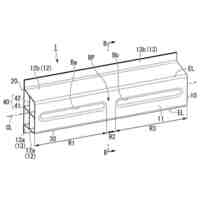
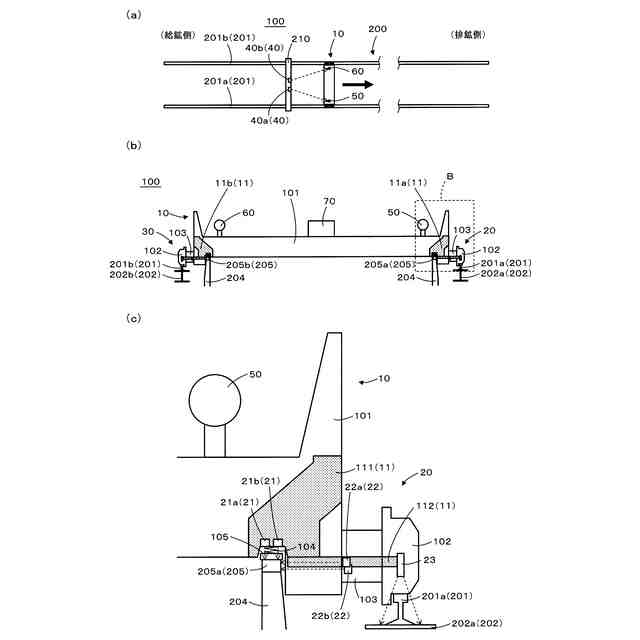
【解決手段】焼結設備検査装置100は、1つのパレット台車10と、パレット台車に取り付けられ、2本の軌条201のうちの何れか一方の軌条側に位置するスライドベッド205、受梁202及び軌条の位置を測定するための第1センサ20と、パレット台車に取り付けられ、他方の軌条側に位置するスライドベッド、受梁及び軌条の位置と、を測定するための第2センサ30と、パレット台車の外部の所定位置に設置されたトータルステーション40と、パレット台車の一方の軌条側に取り付けられた第1ターゲット50と、パレット台車の他方の軌条側に取り付けられた第2ターゲット60と、第1センサ及び第2センサの測定結果と、トータルステーションで測定した第1ターゲット及び第2ターゲットの位置とに基づき、焼結設備200を検査する演算部70と、を備える。
【選択図】 図2
特許請求の範囲
【請求項1】
焼結鉱の原料を搬送しながら加熱することで焼結鉱を生成する焼結設備を検査する焼結設備検査装置であって、
前記焼結設備は、
互いに平行に設けられた2本の軌条と、
前記2本の各軌条をそれぞれ支持する2本の受梁と、
前記2本の軌条上において、前記各軌条に平行な搬送方向に互いに接触するように配置され、それぞれ移動可能な複数のパレット台車と、
前記複数のパレット台車のうちの何れかに前記搬送方向への動力を伝達する動力部と、
前記2本の軌条間において、前記パレット台車の下方に設けられた、空気を吸気するための経路を構成するウィンドボックスと、
前記各軌条とそれぞれ平行に、前記ウィンドボックスの上端に取り付けられた、2本のスライドベッドと、
を備え、
前記パレット台車は、
焼結鉱の原料及び焼結鉱を内部に保持可能なパレットと、
前記各軌条上を回転移動する複数の車輪と、
前記パレットに取り付けられ、前記複数の各車輪をそれぞれ回転自在に支持する複数の車軸と、
前記2本の各スライドベッドと上下方向にそれぞれ対向するように、前記パレットの下部に付勢手段を介してそれぞれ取り付けられ、前記付勢手段によって前記各スライドベッドに向けてそれぞれ付勢される2本のシールバーと、
を有し、
前記焼結設備検査装置は、
1つの前記パレット台車と、
前記パレット台車に取り付けられ、前記2本の軌条のうちの何れか一方の軌条側に位置する前記スライドベッド、前記受梁及び前記一方の軌条の位置を測定するための第1センサと、
前記パレット台車に取り付けられ、前記2本の軌条のうちの何れか他方の軌条側に位置する前記スライドベッド、前記受梁及び前記他方の軌条の位置と、を測定するための第2センサと、
前記パレット台車の外部の所定位置に設置されたトータルステーションと、
前記パレット台車の前記一方の軌条側に取り付けられた第1ターゲットと、
前記パレット台車の前記他方の軌条側に取り付けられた第2ターゲットと、
前記第1センサ及び前記第2センサの測定結果と、前記トータルステーションで測定した前記第1ターゲット及び前記第2ターゲットの位置とに基づき、前記焼結設備を検査する演算部と、
を備える焼結設備検査装置。
続きを表示(約 960 文字)
【請求項2】
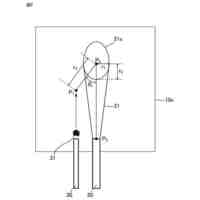
前記第1センサ及び前記2センサのそれぞれは、前記スライドベッドの上面までの距離を測定する第1レーザ距離計と、前記スライドベッドの側端までの距離を測定する第2レーザ距離計と、前記軌条及び前記受梁を上方から見たときの断面形状を測定する光切断方式のセンサと、を有する、請求項1に記載の焼結設備検査装置。
【請求項3】
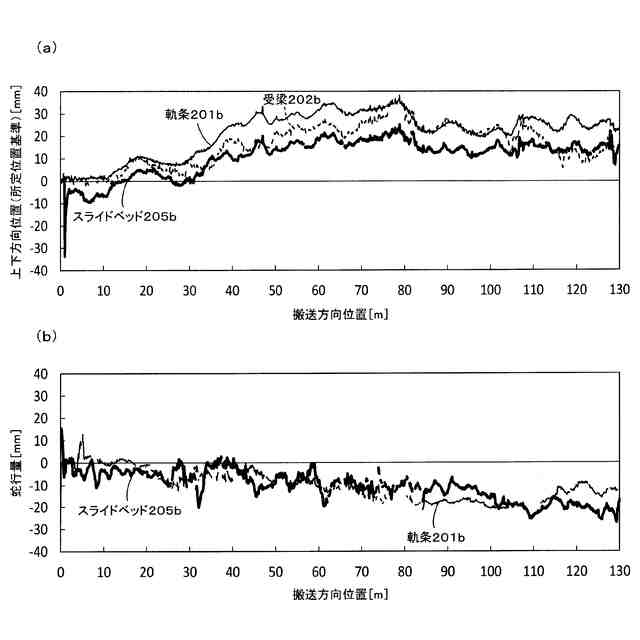
前記演算部は、前記第1センサ及び前記第2センサの測定結果と、前記トータルステーションで測定した前記第1ターゲット及び前記第2ターゲットの位置とに基づき、前記所定位置を基準とする、前記2本の軌条の上下方向の位置及び前記2本のスライドベッドの上下方向の位置と、前記所定位置を基準とする、前記2本の軌条の蛇行量及び前記2本のスライドベッドの蛇行量とを演算し、前記演算結果に基づき、前記焼結設備を検査する、請求項1又は2に記載の焼結設備検査装置。
【請求項4】
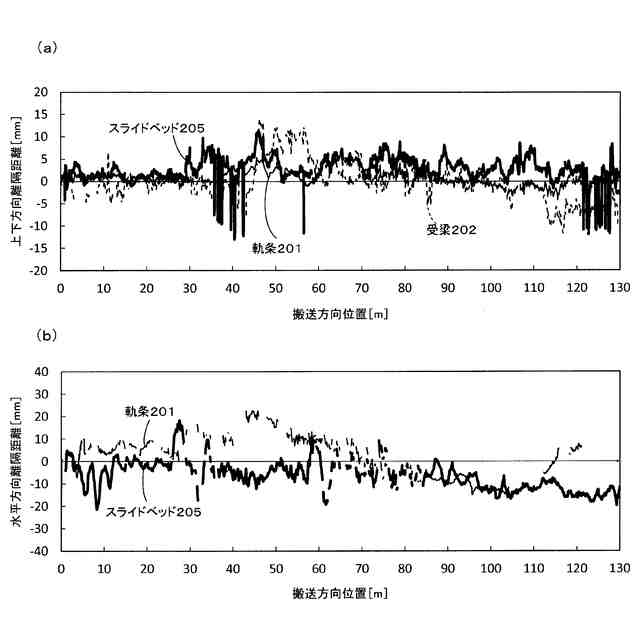
前記演算部は、前記第1センサ及び前記第2センサの測定結果と、前記トータルステーションで測定した前記第1ターゲット及び前記第2ターゲットの位置とに基づき、前記所定位置を基準とする、前記2本の軌条間の上下方向の離隔距離及び前記搬送方向に直交する水平方向の離隔距離と、前記所定位置を基準とする、前記2本のスライドベッドの上面間の上下方向の離隔距離及び前記搬送方向に直交する水平方向の離隔距離とを演算し、前記演算結果に基づき、前記焼結設備を検査する、請求項1又は2に記載の焼結設備検査装置。
【請求項5】
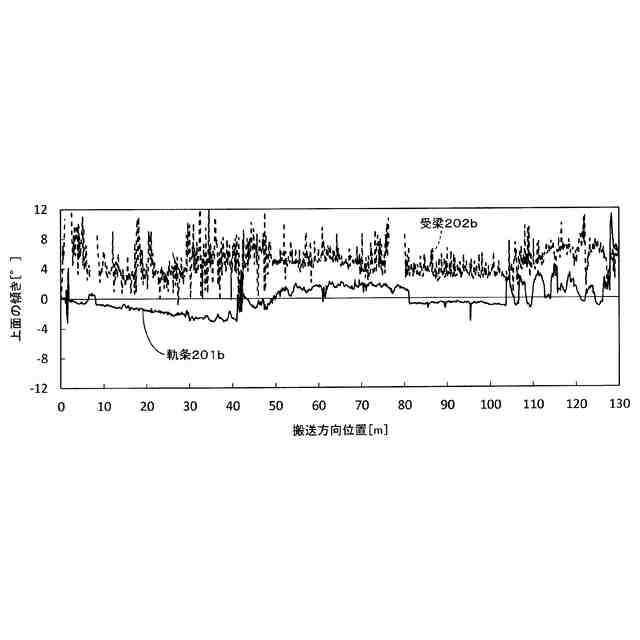
前記演算部は、前記第1センサ及び前記第2センサが有する前記光切断方式のセンサの測定結果と、前記トータルステーションで測定した前記第1ターゲット及び前記第2ターゲットの位置とに基づき、前記所定位置を基準とする、前記2本の軌条の上面の傾きと、前記所定位置を基準とする、前記2本の受梁の上面の傾きとを演算し、前記演算結果に基づき、前記焼結設備を検査する、請求項2に記載の焼結設備検査装置。
【請求項6】
前記演算部は、前記演算結果に基づき、前記スライドベッドと前記シールバーとの間で漏風が発生している可能性がある前記搬送方向の位置を特定する、請求項1又は2に記載の焼結設備検査装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、焼結鉱の原料を搬送しながら加熱することで焼結鉱を生成する焼結設備を検査する焼結設備検査装置に関する。特に、本発明は、原料を供給する給鉱側(搬送方向上流側)から、焼結鉱を排出する排鉱側(搬送方向下流側)までの全長に亘って、軌条やスライドベッドを備える焼結設備を精度良く検査可能な焼結設備検査装置に関する。
続きを表示(約 3,000 文字)
【背景技術】
【0002】
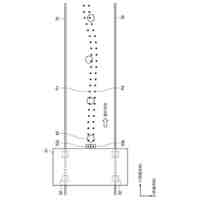
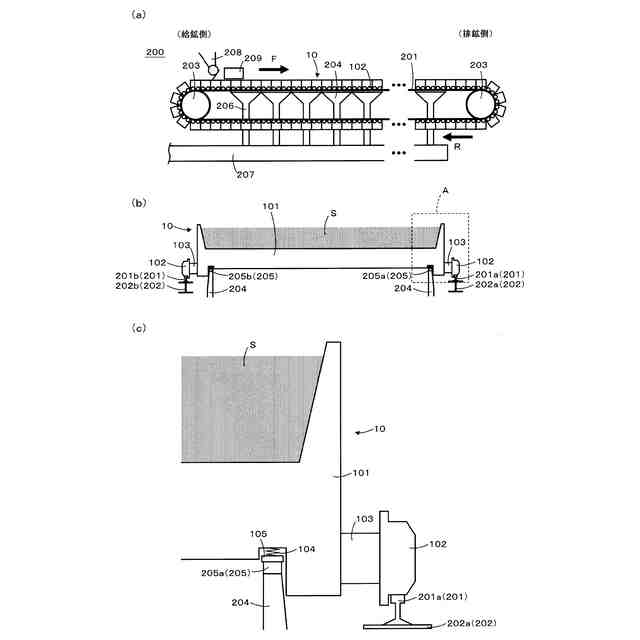
図1は、焼結設備の概略構成を模式的に示す図である。図1(a)は、焼結設備の全体構成を示す側面図(搬送方向に直交する水平方向から見た図)である。図1(b)は、1つのパレット台車近傍を示す正面図(搬送方向から見た図)である。図1(c)は、図1(b)における破線Aで囲った領域の拡大図である。
図1に示すように、焼結設備200は、焼結鉱の原料(鉱石粉、石灰粉、石炭粉)を給鉱側から排鉱側まで、図1(a)に太線矢印Fで示す方向に搬送しながら加熱することで、焼結鉱を生成する設備である。なお、図1及び以下の説明では、焼結鉱の原料及び焼結鉱の双方を同じ符号Sで表す。
【0003】
焼結設備200は、互いに平行に設けられた2本の軌条201(201a、201b)と、2本の各軌条201をそれぞれ支持する2本の受梁202(202a、202b)と、2本の軌条201上において、各軌条201に平行な搬送方向に互いに接触するように配置され、それぞれ移動可能な複数のパレット台車10と、複数のパレット台車10のうちの何れかに搬送方向への動力を伝達する動力部203と、2本の軌条201間において、パレット台車の下方に設けられた、空気を吸気するための経路を構成するウィンドボックス204と、各軌条201とそれぞれ平行に、ウィンドボックス204の上端に取り付けられた、2本のスライドベッド205(205a、205b)と、を備える。図1に示す例では、動力部203は、後述するパレット台車10の車軸103に噛み合うスプロケットから構成されている。車軸103に噛み合うスプロケットが回転することで、この車軸103を有するパレット台車10に搬送方向への動力が伝達される。
【0004】
また、焼結設備200は、ウィンドボックス204に連通するウィンドレグ206と、ウィンドレグ206に連通する主排風管207と、を備える。これらウィンドボックス204、ウィンドレグ206及び主排風管207によって、空気を吸気するための経路が形成されている。
さらに、焼結設備200は、焼結鉱の原料Sをパレット台車10に供給する給鉱部208と、原料Sを着火する点火炉209と、を備える。
原料Sの搬送方向上流側に位置する給鉱部208からパレット台車10に供給された原料Sは、パレット台車10の移動に伴って、点火炉209で着火され、次いでウィンドボックス204等の経路で空気が吸気される。これにより、原料Sが焼成反応し、吸気に伴って焼成反応が原料Sの上部から下部に向けて原料S全体に拡大することで、焼結鉱Sが生成される。生成された焼結鉱Sは、搬送方向下流側でパレット台車10から排出され、パレット台車10のみが図1(a)に太線矢印Rで示す方向に移動して、再び給鉱部208から焼結鉱の原料Sが供給される動作が繰り返される。
【0005】
パレット台車10は、焼結鉱の原料及び焼結鉱Sを内部に保持可能なパレット101と、各軌条201上を回転移動する複数の車輪102と、パレット101に取り付けられ、複数の各車輪102をそれぞれ回転自在に支持する複数の車軸103と、2本の各スライドベッド205と上下方向にそれぞれ対向するように、パレット101の下部にバネ等の付勢手段104を介してそれぞれ取り付けられ、付勢手段104によって各スライドベッド205に向けてそれぞれ付勢される2本のシールバー105と、を有する。具体的には、2本のシールバー105は、パレット101の下面に形成された凹部内に設けられた付勢手段104に取り付けられている。
また、図示を省略するが、パレット台車10は、搬送方向に隣接する一対のパレット101の間において、一対のパレット101のうちの何れか一方のパレット101に取り付けられ、何れか他方のパレット101に接触するプレート状の端面ライナーを有する。
【0006】
以上に説明した構成を有する焼結設備200においては、スライドベッド205及び軌条201の上下方向及び水平方向(搬送方向に直交する水平方向)の位置の管理が課題となっている。
例えば、スライドベッド205と軌条201との間の上下方向の離隔距離が、付勢手段104の伸び限界及び縮み限界等によって決まる所定の管理範囲よりも小さくなれば、スライドベッド205とシールバー105との間に隙間が生じ、その隙間において、焼結鉱Sの生産性を低下させる要因となる漏風(ウィンドボックス204内に、焼成反応における吸気に必要な空気以外の不要な空気が侵入する現象であり、ウィンドボックス204での吸気を困難なものとする原因となる)が発生するおそれがある。逆に、スライドベッド205と軌条201との間の上下方向の離隔距離が、上記の管理範囲よりも大きくなれば、シールバー105がスライドベッド205に強く押し付けられることで、シールバー105及びスライドベッド205が摩耗し易くなり、摩耗した箇所で漏風が発生するおそれがある。
【0007】
また、例えば、スライドベッド205と軌条201との間の水平方向の離隔距離が、所定の管理範囲を超えていれば(所定の管理範囲よりも大きくなったり小さくなったりすれば)、シールバー105及びスライドベッド205の摩耗が偏り、偏った摩耗箇所で漏風が発生するおそれがある。
さらに、例えば、2本の軌条201間の水平方向の離隔距離が、所定のしきい値以上であれば、車輪102が軌条201から外れる脱輪等の操業トラブルが生じるおそれがある。
【0008】
上記のような理由から、スライドベッド205及び軌条201の上下方向及び水平方向の位置の管理が課題となっているが、一般的に、焼結設備200の原料Sを供給する給鉱側から焼結鉱Sを排出する排鉱側までの距離は、100mを超える長さを有する。このため、一般的な距離測定装置や形状測定装置を用いて、その全長に亘って、スライドベッド205及び軌条201の上下方向及び水平方向の位置を測定するには、長時間に亘って焼結設備200の操業を休止する必要があり、高頻度に測定を実行することができないという問題がある。
【0009】
例えば、特許文献1には、軌条(レール)の断面形状を測定する光切断方式の装置が提案されている。
例えば、特許文献1に記載の装置を焼結設備200の1つのパレット台車10に取り付けて、このパレット台車10を移動させれば、軌条201等の位置を全長に亘って測定可能であると考えられる。
しかしながら、パレット台車10が、軌条201上のどの位置を移動するかは不明であるし、パレット台車10が搬送方向(移動方向)周りに傾くこともあるため、特許文献1に記載の装置を1つのパレット台車10に取り付けただけの構成では、スライドベッド205及び軌条201の上下方向及び水平方向の位置を精度良く測定することができない。
【先行技術文献】
【特許文献】
【0010】
特開平6-341819号公報
【発明の概要】
【発明が解決しようとする課題】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1日前
日本製鉄株式会社
部品
1か月前
日本製鉄株式会社
溶接継手
1か月前
日本製鉄株式会社
冷却構造体
9日前
日本製鉄株式会社
冷却構造体
9日前
日本製鉄株式会社
クランク軸
1日前
日本製鉄株式会社
脱りん方法
8日前
日本製鉄株式会社
衝撃吸収部材
29日前
日本製鉄株式会社
衝撃吸収部材
29日前
日本製鉄株式会社
衝撃吸収部材
29日前
日本製鉄株式会社
衝撃吸収部材
29日前
日本製鉄株式会社
金属溶解方法
15日前
日本製鉄株式会社
捻回試験装置
1か月前
日本製鉄株式会社
鋼の製造方法
17日前
日本製鉄株式会社
表面処理鋼材
1か月前
日本製鉄株式会社
高炉の操業方法
10日前
日本製鉄株式会社
高炉の操業方法
29日前
日本製鉄株式会社
溶鉄の精錬方法
14日前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
メタンの製造方法
15日前
日本製鉄株式会社
粒度分布測定方法
7日前
日本製鉄株式会社
ボルトの製造方法
21日前
日本製鉄株式会社
鋳片の連続鋳造方法
29日前
日本製鉄株式会社
固定具および固定構造
1か月前
日本製鉄株式会社
素形材及びその製造方法
1か月前
日本製鉄株式会社
高力ボルト摩擦接合構造
1か月前
日本製鉄株式会社
衝撃吸収部材及び車体部品
29日前
日本製鉄株式会社
衝撃吸収部材及び車体部品
29日前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
1か月前
日本製鉄株式会社
溶鋼の製造方法及びアーク炉
14日前
日本製鉄株式会社
T継手の製造方法及び評価方法
15日前
日本製鉄株式会社
温度測定装置及び温度測定方法
2日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ