TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025023137
公報種別
公開特許公報(A)
公開日
2025-02-14
出願番号
2024208866,2021102934
出願日
2024-11-29,2021-06-22
発明の名称
抵抗スポット溶接継手の製造方法
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B23K
11/11 20060101AFI20250206BHJP(工作機械;他に分類されない金属加工)
要約
【課題】LME割れを抑制することが可能なスポット溶接方法を提供する。
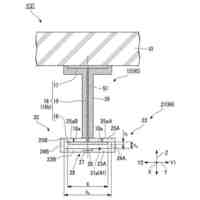
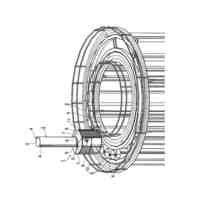
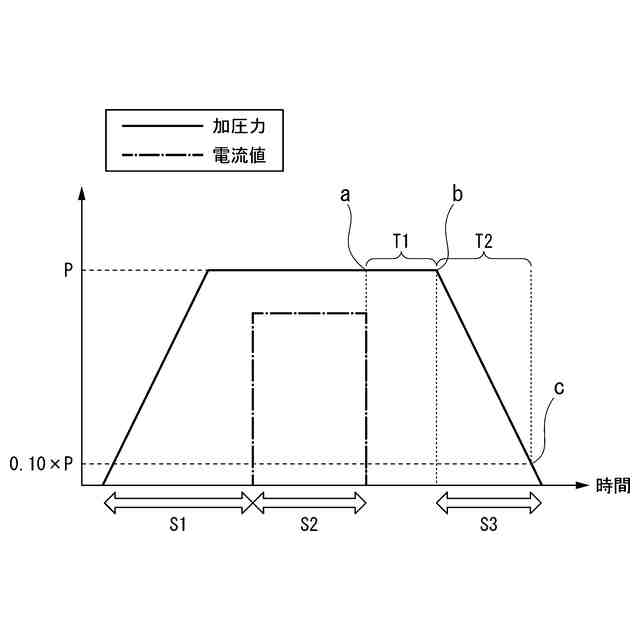
【解決手段】一対の電極Xを互いに離れる方向に移動させ始める時点bから、前記一対の電極Xが被溶接材に印加する加圧力が溶接電流の通電終了の時点の前記加圧力の10%になる時点cまでの期間の長さである加圧力下降時間T2を、単位msecで、18×t
2
-65×t+109以上(t:被溶接材の単位mmでの総板厚)、または前記一対の電極Xを互いに離れる前記方向に移動させ始める時点bから、前記一対の電極Xが前記被溶接材に印加する前記加圧力が前記溶接電流の通電の終了時の前記加圧力の10%になる時点cまでの期間における平均電極解放速度を30mm/sec以下にする抵抗スポット溶接継手1の製造方法。
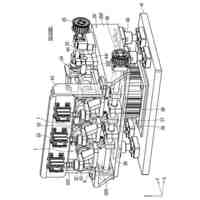
【選択図】図1-2
特許請求の範囲
【請求項1】
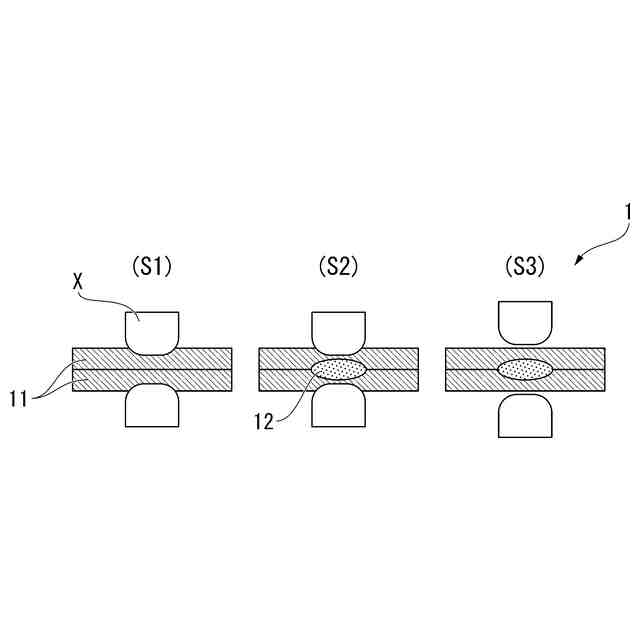
重ね合わせられた複数枚の鋼板から構成される、単位mmでの総板厚がtの被溶接材を、一対の電極で挟んで加圧力を印加する工程と、
前記一対の電極に、ナゲットを形成するための溶接電流を通電する工程と、
前記一対の電極を互いに離れる方向に移動させることにより、前記一対の電極を開放する工程と、
を備え、
前記被溶接材の少なくとも1枚はめっき鋼板であり、
前記加圧力を前記被溶接材に印加する直前において、クリアランスが0.1mm以上、打角が0.5°以上、板隙が0.1mm以上、のいずれか1つ以上の条件を満たし、
前記一対の電極を互いに離れる前記方向に移動させ始める時点から、前記一対の電極が前記被溶接材に印加する前記加圧力が前記溶接電流の通電の終了時の前記加圧力の10%になる時点までの期間における平均電極解放速度を30mm/sec以下にする
抵抗スポット溶接継手の製造方法。
続きを表示(約 330 文字)
【請求項2】
前記平均電極開放速度を10mm/sec以下にすることを特徴とする、請求項1に記載の抵抗スポット溶接継手の製造方法。
【請求項3】
前記加圧力を前記被溶接材に印加する直前において、前記クリアランスが0.2mm以上、前記打角が1°以上、及び前記板隙が0.3mm以上、のいずれか1つ以上を満たすことを特徴とする請求項1または2に記載の抵抗スポット溶接継手の製造方法。
【請求項4】
前記溶接電流の通電終了の前記時点から、前記一対の電極を互いに離れる前記方向に移動させ始める前記時点までの期間の長さである保持時間が100msec以下であることを特徴とする、請求項1~3のいずれか1項に記載の抵抗スポット溶接継手の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、抵抗スポット溶接継手の製造方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
近年、自動車分野では、低燃費化やCO
2
排出量の削減のため、車体を軽量化することや、衝突安全性の向上のため、車体部材を高強度化することが求められている。これらの要求を満たすためには、車体部材や各種部品などに高強度鋼板を使用することが有効である。自動車の車体の組立や部品の取付けなどでは、主として、抵抗スポット溶接が使われている。
【0003】
抵抗スポット溶接とは、重ね合わせた被溶接材を、先端を適正に整形した電極の先端で挟み、比較的小さい部分に溶接電流及び加圧力を集中して局部的に加熱し、同時に電極で加圧して行う抵抗溶接である。抵抗スポット溶接において、溶接部に生じる溶融凝固した部分はナゲットと呼ばれる。
【0004】
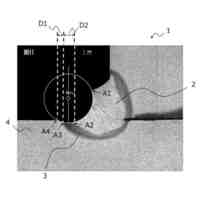
しかしながら、高強度のめっき鋼板に抵抗スポット溶接を行うと、電極直下やコロナボンド直外などに、LME割れ(Liquid Metal Embrittlement)が起きるという問題がある。コロナボンドとは、先で述べたナゲットの周辺に生じる固相溶接されたリング状の部分を指す。
【0005】
LME割れは、抵抗スポット溶接時に発生する熱でめっき層のめっき成分が溶融し、溶接部の鋼板組織の結晶粒界に合金成分が侵入し、その状態で引張応力が作用することで生じる割れである。またLME割れは、板隙、打角、クリアランスなどの溶接外乱が発生する条件下で顕著になる。自動車車体では、溶接箇所でLME割れが生じると強度が低下するという問題があり、抵抗スポット溶接シーケンスの速度を制御することにより、溶接箇所のLME割れを抑制する技術が知られている。
【0006】
例えば、特許文献1は、少なくとも溶接箇所が重ね合わされた複数枚の鋼板で構成される被溶接部材にスポット溶接をする方法であって、複数枚の鋼板の少なくとも一つについて、少なくとも溶接箇所の重ね合わせ面が亜鉛系めっきで被覆され、複数枚の鋼板の総板厚t(mm)が1.35mm以上であり、前記溶接電極間の溶接通電終了時から、前記溶接電極と前記被溶接部材とを非接触とするまでの溶接後保持時間Ht(秒)を下記(A)式の範囲内とすることを特徴とするスポット溶接方法を提供している。
0.015t
2
+0.020≦Ht≦0.16t
2
-0.40t+0.70・・・(A)
【0007】
また、特許文献2は、ワークに対して溶接を行うためのガンアームを駆動するモータの動作を制御する方法であって、ガンアームがワークを加圧している状態からこの加圧を開放させてガンアームをワークから離間する方向に変位させる一連の動作において、ガンアームがワークに対する加圧を開放する開放段階におけるモータの加速度および最高速度は、ガンアームがワークから離間する方向に変位する変位段階に対して小さな値に設定されることを特徴とする溶接用ガンアームの駆動制御方法を提供している。
【先行技術文献】
【特許文献】
【0008】
特開2017-47475号公報
特開平11-267852号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、特許文献1の技術は溶接通電終了時から電極と被溶接部材が離間し始める間の加圧保持時間が長く、加圧保持時間から溶接電極と被溶接部材とを非接触とするまでの電極開放時間が短い。なお、特許文献1では、保持時間とは溶接通電終了から、溶接電極と被溶接部材とを非接触とするまでの期間であるとされているが、通常のスポット溶接装置では溶接電極の開放は速やかに行われる。また、特許文献1では溶接電極の開放速度について何ら検討されていない。従って、特許文献1に記載された保持時間は、溶接通電終了から電極と被溶接部材が離間し始める間の加圧保持時間がほぼ大半であると考えられる。加圧保持時間が長いと、スポット溶接で部品を生産するときに、1点あたりの溶接時間が長くなり、生産性が低くなる。また、特許文献2の技術においては、めっき鋼板をスポット溶接した際に、電極開放速度が速いと溶接部の残留応力が大きくなり、LME割れが起こる問題がある。
【0010】
本発明は、前述した状況に鑑みてなされたものであって、LME割れを抑制することが可能な抵抗スポット溶接継手の製造方法を提供することを目的とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
耐火梁、床構造、及び耐火被覆材の施工方法
2日前
個人
スラッジ除去装置
20日前
株式会社FUJI
工作機械
21日前
個人
複合金属回転式ホーン
20日前
株式会社ツガミ
工作機械
1か月前
トヨタ自動車株式会社
検査方法
1か月前
トヨタ自動車株式会社
取付装置
20日前
株式会社トーキン
溶接用トーチ
26日前
トヨタ自動車株式会社
積層コア
1か月前
株式会社ツガミ
工作機械
19日前
株式会社オーエム製作所
工作機械
1か月前
株式会社メドメタレックス
ドリル
1か月前
株式会社不二越
歯車研削盤
6日前
株式会社ダイヘン
溶接トーチ
19日前
トヨタ自動車株式会社
位相測定方法
1か月前
サムテック株式会社
加工物製造方法
1か月前
三菱電機株式会社
ねじ取り出し装置
1か月前
株式会社ダイヘン
溶接トーチ
19日前
株式会社関本管工
エルボ管保持装置
26日前
DMG森精機株式会社
工作機械
1か月前
株式会社不二越
工具の製造方法
1か月前
株式会社不二越
超硬合金製ドリル
1か月前
津田駒工業株式会社
バリ取り用スピンドル装置
20日前
株式会社ダイヘン
2重シールドティグ溶接方法
20日前
三菱マテリアル株式会社
表面被覆切削工具
1か月前
トヨタ自動車株式会社
銅切削屑の一体化方法
20日前
株式会社ダイヘン
交流消耗電極アーク溶接制御方法
20日前
トヨタ自動車株式会社
銅切削屑の一体化方法
26日前
株式会社神戸製鋼所
溶接継手の製造方法
1か月前
株式会社TMEIC
超音波振動接合装置
1か月前
村田機械株式会社
工作機械及び工作機械システム
1か月前
津田駒工業株式会社
電動バイス
1か月前
株式会社BRAING
クランプ装置
5日前
西部電機株式会社
浸漬式ワイヤ放電加工機
26日前
株式会社アマダ
レーザ加工システム
13日前
戸田建設株式会社
継杭溶接用防雨・防風ユニット
13日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ