TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025006107
公報種別
公開特許公報(A)
公開日
2025-01-17
出願番号
2023106699
出願日
2023-06-29
発明の名称
超音波振動接合装置
出願人
株式会社TMEIC
代理人
個人
,
個人
主分類
B23K
20/10 20060101AFI20250109BHJP(工作機械;他に分類されない金属加工)
要約
【課題】少なくとも装置サイズの縮小化を図った超音波振動接合装置を得る。
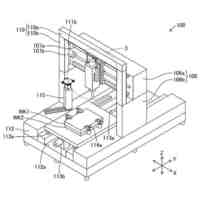
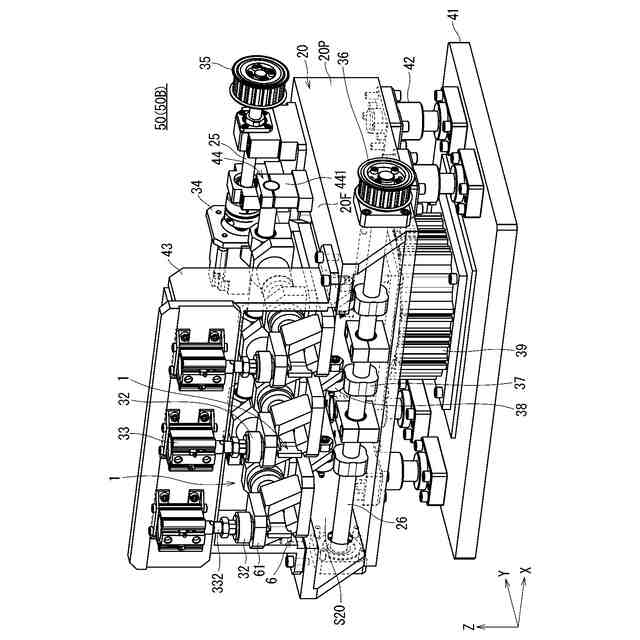
【解決手段】昇降用エアシリンダ39は3つの超音波接合ユニット1、3つの加圧用エアシリンダ33及び位置調整機構を含む超音波接合実行グループの下方に配置され、ピストンロッド392の伸縮動作によって超音波接合実行グループに対する昇降動作を実行する。位置調整機構は3つの超音波接合ユニット1に対応する3つの位置調整用カム37を含み、3つの位置調整用カム37の回転動作を含む位置調整動作を実行する。3つの位置調整用カム37それぞれの姿勢によって3つの超音波接合ユニット1のうち対応する超音波接合ユニット1における超音波接合部81の高さ方向の位置が決定される。
【選択図】図1
特許請求の範囲
【請求項1】
各々が超音波振動動作を実行する複数の超音波接合ユニットを備え、前記超音波振動動作は超音波接合部から超音波振動を印加することにより行われ、
前記複数の超音波接合ユニットに対応して設けられ、それぞれが前記複数の超音波接合ユニットのうち対応する超音波接合ユニットに対し加圧動作を実行する複数の加圧機構と、
前記複数の超音波接合ユニットそれぞれの前記超音波接合部の高さ方向の位置を調整する位置調整動作を実行する位置調整機構と、
前記複数の超音波接合ユニット、前記複数の加圧機構及び前記位置調整機構を含む超音波接合実行グループの下方に配置され、前記超音波接合実行グループに対する昇降動作を実行する昇降機構と、
前記複数の超音波接合ユニットによる前記超音波振動動作、前記複数の加圧機構による前記加圧動作、前記位置調整機構による前記位置調整動作、及び前記昇降機構による前記昇降動作を制御する制御動作を実行する制御部とをさらに備え、
前記位置調整機構は、前記複数の超音波接合ユニットに対応する複数の位置調整用カムを含み、前記複数の位置調整用カムは前記複数の超音波接合ユニットの下方に配置され、前記位置調整動作は前記複数の位置調整用カムの回転動作を含み、前記複数の位置調整用カムそれぞれの姿勢によって前記複数の超音波接合ユニットのうち対応する超音波接合ユニットにおける前記超音波接合部の高さ方向の位置が決定する、
超音波振動接合装置。
続きを表示(約 1,500 文字)
【請求項2】
請求項1記載の超音波振動接合装置であって、
載置面を有する昇降フレームをさらに備え、前記複数の加圧機構は前記載置面の上方に固定して設けられ、前記複数の超音波接合ユニットは前記載置面の上方に配置され、
前記昇降フレームは前記複数の位置調整用カムを収容する収容空間を有し、
前記昇降機構は、
前記昇降フレームを下方から支持し、前記昇降フレームを昇降して前記超音波接合実行グループに対する前記昇降動作を行う昇降用エアシリンダを含み、
前記複数の加圧機構、前記複数の超音波接合ユニット及び前記複数の位置調整用カムは前記昇降フレームと共に移動可能に設けられる、
超音波振動接合装置。
【請求項3】
請求項2記載の超音波振動接合装置であって、
前記複数の加圧機構はそれぞれ加圧用エアシリンダを含み、
前記位置調整機構は、
前記複数の位置調整用カムの回転軸となるカム用回転軸と、
前記カム用回転軸を回転駆動する回転駆動部材群とをさらに含み、
前記カム用回転軸の回転に伴い、前記複数の位置調整用カムの前記回転動作が実行される、
超音波振動接合装置。
【請求項4】
請求項3記載の超音波振動接合装置であって、
前記複数の位置調整用カム間において前記カム用回転軸に対する姿勢が異なる、
超音波振動接合装置。
【請求項5】
請求項3または請求項4に記載の超音波振動接合装置であって、
前記昇降フレームは前記収容空間に前記カム用回転軸をさらに収容し、
前記回転駆動部材群は
前記昇降フレームの前記載置面上に設けられ、駆動プーリを回転駆動する回転駆動装置と、
前記カム用回転軸に連結された従動プーリと、
前記駆動プーリの回転駆動力を前記従動プーリに伝達する動力伝達ベルトとを含み、
前記回転駆動装置の前記駆動プーリの回転駆動によって、前記動力伝達ベルト及び前記従動プーリを介して前記カム用回転軸が回転する、
超音波振動接合装置。
【請求項6】
請求項2から請求項4のいずれかに記載の超音波振動接合装置であって、
前記複数の超音波接合ユニット及び前記複数の位置調整用カムに対応して設けられる複数のブラケットと、
前記複数の超音波接合ユニット、前記複数の位置調整用カム及び前記複数のブラケットに対応して設けられる複数の位置調整用従動軸受とをさらに備え、
前記複数のブラケットはそれぞれ前記複数の超音波接合ユニットのうち対応する超音波接合ユニットをユニット設置部材上に固定し、前記複数の超音波接合ユニットの前記超音波接合部は前記複数のブラケットの一方端側に配置され、
前記複数のブラケットはそれぞれの前記ユニット設置部材下に前記複数の位置調整用従動軸受のうち対応する位置調整用従動軸受を固定し、
前記複数の位置調整用従動軸受は前記複数の位置調整用カムのうち対応する位置調整用カムの姿勢に連動して高さ方向の位置が変化し、
前記超音波振動接合装置は、
前記昇降フレームの前記載置面上に設けられ、前記複数のブラケットの他方端側に設けられたユニット用軸を中心として、前記複数のブラケットを回転可能に支持するブラケット支持機構をさらに備え、
前記位置調整機構は、前記複数のブラケット、前記複数の位置調整用従動軸受、及び前記ブラケット支持機構をさらに含む、
超音波振動接合装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、加圧式の超音波振動接合装置に関し、例えば、薄厚の基板上に導電性を有する電極を超音波接合する電極接合装置として利用される、超音波振動接合装置に関する。
続きを表示(約 1,000 文字)
【背景技術】
【0002】
従来、薄膜系太陽電池用の基板上面に集電用の電極線を配置した後、基板に電極線を接合する工程において、基板上に配置された電極線に圧力を加えながら超音波を印加する超音波接合処理を実行する超音波振動接合装置を用いていた。このような超音波振動接合装置として例えば特許文献1や特許文献2に開示された加圧式の超音波振動接合装置がある。
【0003】
図18は従来の超音波振動接合装置である電極接合装置70の全体構成を模式的に示す斜視図である。図18にXYZ直交座標系を記している。
【0004】
同図に示すように、電極接合装置70は3つの超音波接合ユニット1、3つの加圧用スライダ77、3つの加圧用エアシリンダ74、昇降フレーム73、ボールネジ72、昇降用ACサーボモータ71、取付治具75、及び機械フレーム76を主要構成要素として含んでいる。
【0005】
機械フレーム76上に取付治具75が固定され、取付治具75の側面に上方から昇降用ACサーボモータ71、ボールネジ72、昇降フレーム73、3つの加圧用エアシリンダ74、3つの加圧用スライダ77及び3つの超音波接合ユニット1が設けられる。
【0006】
機械フレーム76は、図示しない駆動手段に水平方向(X方向)に移動可能であり、機械フレーム76と共に水平方向に移動する取付治具75のXZ平面を有する側面に昇降用ACサーボモータ71が固定される。
【0007】
ボールネジ72の上端(+Z方向)は昇降用ACサーボモータ71に取り付けられ、ボールネジ72の下端は、図示しないナットを介して昇降フレーム73に接続する態様で、昇降フレーム73に取り付けられる。
【0008】
このような構成において、昇降用ACサーボモータ71の駆動によってボールネジ72を第1の回転方向で回転させると、昇降フレーム73を下方(-Z方向)に移動させる下降動作を行うことができる。
【0009】
一方、昇降用ACサーボモータ71によってボールネジ72を第2の回転方向(第1の回転方向と反対の回転方向)で回転させると、昇降フレーム73を上方(+Z方向)に移動させる上昇動作を行うことができる。
【0010】
このように、昇降用ACサーボモータ71は、上述した下降動作を行う下降機構と、上述した上昇動作を行う上昇機構とを兼ねた昇降機構として機能する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
作業用治具
2か月前
個人
トーチノズル
2か月前
日東精工株式会社
検査装置
2か月前
シヤチハタ株式会社
組立ライン
2か月前
日東精工株式会社
組み付け装置
2か月前
有限会社津谷工業
切削工具
1か月前
株式会社不二越
タップ
1か月前
エンシュウ株式会社
工作機械
2か月前
株式会社ダイヘン
アーク溶接制御方法
1か月前
ダイハツ工業株式会社
冷却構造
2か月前
トヨタ自動車株式会社
積層コア
10日前
株式会社メドメタレックス
ドリル
9日前
株式会社オーエム製作所
工作機械
1日前
株式会社不二越
歯車加工機
1か月前
株式会社不二越
歯車研削盤
1か月前
株式会社浪速試錐工業所
防風カバー
1か月前
トヨタ自動車株式会社
位相測定方法
9日前
株式会社ヤマダスポット
抵抗溶接機
1か月前
株式会社FUJI
自動化用パレット
25日前
住友重機械工業株式会社
レーザ装置
1か月前
三菱電機株式会社
ねじ取り出し装置
2日前
株式会社メタルクリエイト
切削装置
2か月前
津田駒工業株式会社
工作機械用の主軸装置
2か月前
サムテック株式会社
加工物製造方法
9日前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
工機ホールディングス株式会社
作業機
1か月前
工機ホールディングス株式会社
作業機
1か月前
株式会社不二越
工具の製造方法
10日前
エンシュウ株式会社
摩擦撹拌接合装置
2か月前
ブラザー工業株式会社
工作機械
2か月前
株式会社ダイヘン
熱加工システム
2か月前
トヨタ自動車株式会社
冷却器の製造方法
1か月前
オークマ株式会社
切削液循環装置
2か月前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
2か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ