TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025018578
公報種別
公開特許公報(A)
公開日
2025-02-06
出願番号
2023122415
出願日
2023-07-27
発明の名称
レーザ加工システム
出願人
株式会社アマダ
代理人
個人
,
個人
,
個人
主分類
B23K
26/38 20140101AFI20250130BHJP(工作機械;他に分類されない金属加工)
要約
【課題】切断された製品を搬出装置で搬出できない場合に、加工を停止する回数を減少させて稼働率を向上させることのできるレーザ加工システムを提供する。
【解決手段】レーザ加工システム100は、ワークWにレーザビームを照射して切断する加工ヘッド3と、ワークWから切断された製品を吸着して搬出する搬出装置5と、ワークW及び製品Pの上面の位置を検出する位置検出センサ7と、加工ヘッド3を駆動してワークWから製品Pを加工する制御を実行する制御部9とを備え、制御部9は、ワークWから製品Pが切断された後に搬出装置5が製品Pを吸着して搬出できない場合に、ワークW及び製品Pの上面の位置を位置検出センサ7に検出させ、検出されたワークW及び製品Pの上面の位置に基づいてワークWと製品Pとの間の段差を検出し、検出された段差の高低差が所定値以下である場合には製品Pの加工を継続する。
【選択図】図1
特許請求の範囲
【請求項1】
ワークにレーザビームを照射して切断する加工ヘッドと、
前記ワークから切断された製品を吸着して搬出する搬出装置と、
前記ワーク及び前記製品の上面の位置を検出する位置検出センサと、
前記加工ヘッドを駆動して前記ワークから前記製品を加工する制御を実行する制御部と、を備え、
前記制御部は、
前記ワークから前記製品が切断された後に、前記搬出装置が前記製品を吸着して搬出できない場合に、前記ワーク及び前記製品の上面の位置を、前記位置検出センサに検出させ、
検出された前記ワーク及び前記製品の上面の位置に基づいて、前記ワークと前記製品との間の段差を検出し、
検出された前記段差の高低差が所定値以下である場合には、前記製品の加工を継続する
レーザ加工システム。
続きを表示(約 480 文字)
【請求項2】
切断された前記製品を下方へ排出するワークシュータをさらに備え、
前記制御部は、前記ワークから前記製品が切断された後に、前記搬出装置が前記製品を吸着して搬出できず、尚且つ前記ワークシュータで前記製品を下方へ排出できない場合に、前記ワーク及び前記製品の上面の位置を、前記位置検出センサに検出させる
請求項1に記載のレーザ加工システム。
【請求項3】
前記制御部は、前記所定値を前記ワークの板厚に設定する
請求項1に記載のレーザ加工システム。
【請求項4】
前記位置検出センサは前記搬出装置に設置され、
前記ワークから前記製品が切断される切断領域上を、前記搬出装置が移動することによって、前記位置検出センサが前記ワーク及び前記製品の上面の位置を検出する
請求項1~3のいずれか1項に記載のレーザ加工システム。
【請求項5】
前記位置検出センサは、前記切断領域よりも広い範囲で前記ワーク及び前記製品の上面の位置を検出する
請求項4に記載のレーザ加工システム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、レーザ加工システムに関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
特許文献1には、レーザ切断加工機で板状のワークから切断分離した切断片を、搬出装置によって吸着し持ち上げて搬出するレーザ加工システムが記載されている。特許文献1のレーザ加工システムでは、搬出装置による切断片の持上げに失敗したきには、吸着パッドによる切断片の吸着を解除し、レーザ切断加工機の下方に備えられているワークシュータを開いて切断片を下方へと搬出していた。
【先行技術文献】
【特許文献】
【0003】
特開2018-130736号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上述した従来のレーザ加工システムでは、ワークから切断されるはずの製品が切断不良等によりワークに付着している場合には、搬出装置で吸着して搬出することも、ワークシュータで下方に搬出することもできないので、加工を停止しなければならなかった。そのため、加工を停止する回数が増加して、レーザ加工システムの稼働率が低下していた。
【課題を解決するための手段】
【0005】
本発明の一態様に係るレーザ加工システムは、ワークにレーザビームを照射して切断するレーザ切断加工機に搭載された加工ヘッドと、前記ワークから切断された製品を吸着して搬出する搬出装置と、前記ワーク及び前記製品の上面の位置を検出する位置検出センサと、前記加工ヘッドを駆動して前記ワークから前記製品を加工する制御を実行する制御部と、を備え、前記制御部は、前記ワークから前記製品が切断された後に、前記搬出装置が前記製品を吸着して搬出できない場合に、前記ワーク及び前記製品の上面の位置を、前記位置検出センサに検出させ、検出された前記ワーク及び前記製品の上面の位置に基づいて、前記ワークと前記製品との間の段差を検出し、検出された前記段差の高低差が所定値以下である場合には、前記製品の加工を継続する。
【0006】
本発明の一態様に係るレーザ加工システムによれば、ワークと切断された製品との間にできた段差の高低差が所定値以下である場合には、製品の加工を継続するので、加工を停止する回数が減少して、レーザ加工システムの稼働率を向上させることができる。
【発明の効果】
【0007】
本発明の一態様によれば、切断された製品を搬出装置で搬出できない場合に、加工を停止する回数を減少させて、レーザ加工システムの稼働率を向上させることができる。
【図面の簡単な説明】
【0008】
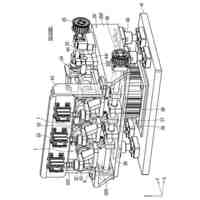
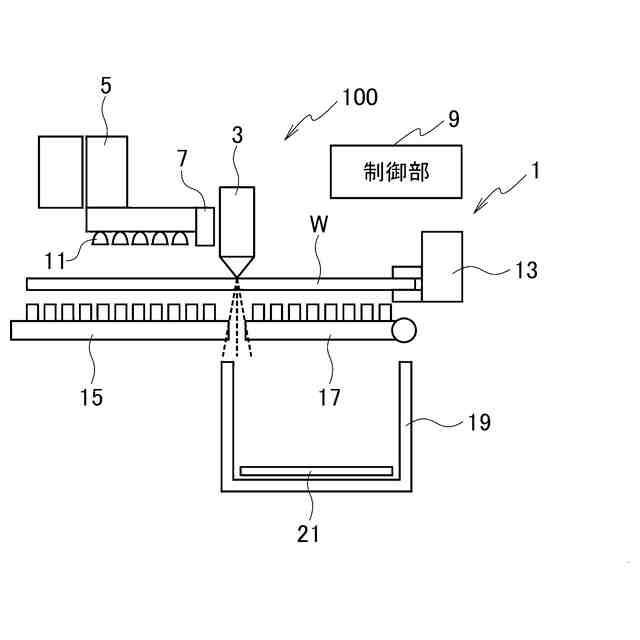
図1は、一実施形態に係るレーザ加工システムの構成を示す側面図である。
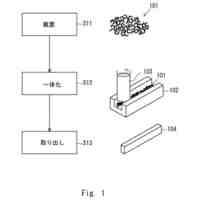
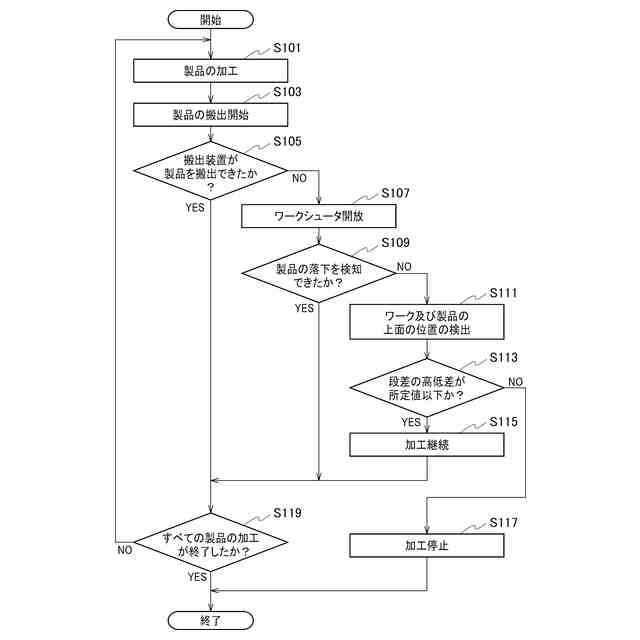
図2は、一実施形態に係るレーザ加工システムによる加工継続判定処理の処理手順を示すフローチャートである。
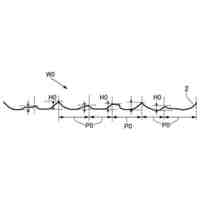
図3は、一実施形態に係るレーザ加工システムのレーザ切断加工機によるレーザ切断加工を説明するための図である。
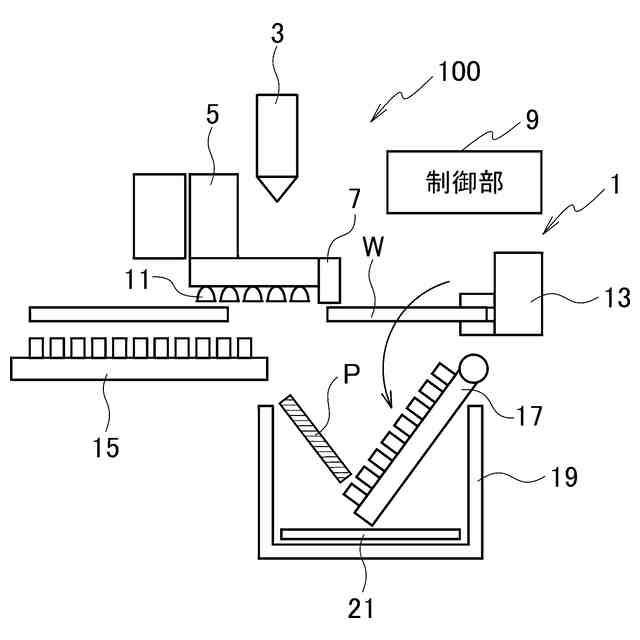
図4は、一実施形態に係るレーザ加工システムの搬送装置による製品の搬送を説明するための図である。
図5は、一実施形態に係るレーザ加工システムでの製品がワークの下に潜り込んでいる場合を説明するための図である。
図6は、一実施形態に係るレーザ加工システムによるワークシュータでの製品の落下を説明するための図である。
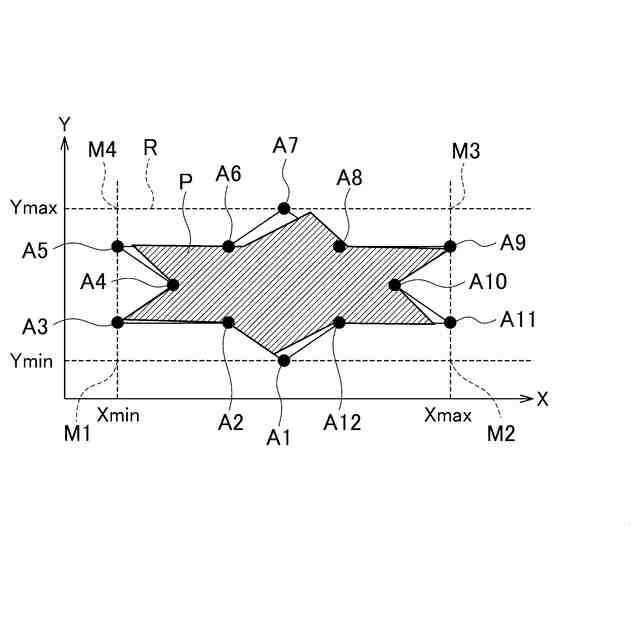
図7は、一実施形態に係るレーザ加工システムの制御部による切断領域の設定方法を説明するための図である。
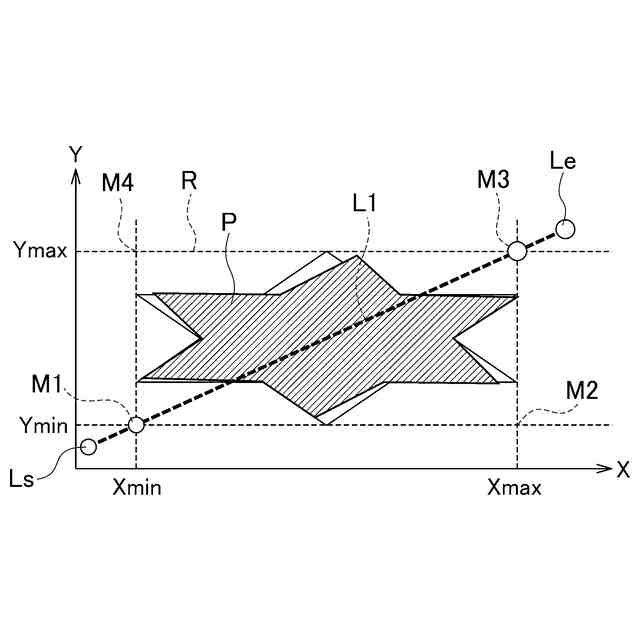
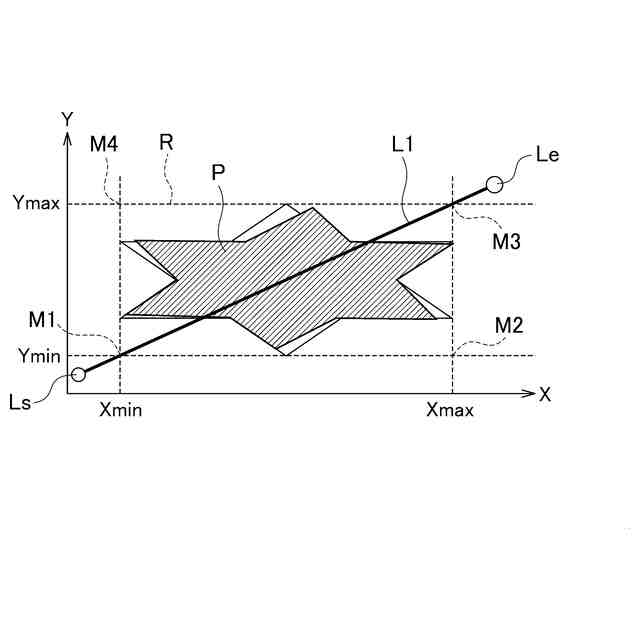
図8は、一実施形態に係るレーザ加工システムの制御部による対角線の設定方法を説明するための図である。
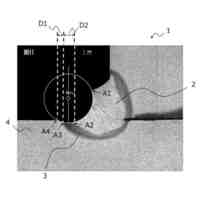
図9は、一実施形態に係るレーザ加工システムの制御部によるワーク及び製品の上面の位置の検出方法を説明するための図である。
図10は、一実施形態に係るレーザ加工システムの制御部によるワーク及び製品の上面の位置の検出方法を説明するための図である。
図11Aは、一実施形態に係るレーザ加工システムの制御部による切断領域と対角線の設定方法を説明するための図である。
図11Bは、一実施形態に係るレーザ加工システムの制御部による切断領域と対角線の設定方法を説明するための図である。
図11Cは、一実施形態に係るレーザ加工システムの制御部による切断領域と対角線の設定方法を説明するための図である。
図12は、変形例に係るレーザ加工システムの制御部によるワーク及び製品の上面の位置の検出方法を説明するための図である。
【発明を実施するための形態】
【0009】
[レーザ切断加工機]
以下、図面を参照し、本実施形態に係るレーザ加工システムについて説明する。図1は、レーザ加工システムの構成を示す側面図である。図1に示すように、本実施形態に係るレーザ加工システム100は、ワークWにレーザビームを照射して切断する加工ヘッド3と、ワークWから切断された製品Pを吸着して搬出する搬出装置5と、ワークW及び製品Pの上面の位置を検出する位置検出センサ7と、加工ヘッド3を駆動してワークWから製品Pを加工する制御を実行する制御部9とを備えている。制御部9は、ワークWから製品Pが切断された後に、搬出装置5が製品Pを吸着して搬出できない場合に、ワークW及び製品Pの上面の位置を、位置検出センサ7に検出させ、検出されたワークW及び製品Pの上面の位置に基づいて、ワークWと製品Pとの間の段差を検出し、検出された段差の高低差が所定値以下である場合には、製品Pの加工を継続する。
【0010】
レーザ加工システム100はレーザ切断加工機1を備えており、レーザ切断加工機1は、加工ヘッド3及びワークWを相対的に移動させ、金属製のワークWに対してレーザ切断を行って製品Pを加工する。レーザ切断加工機1は、パンチプレスとレーザ切断加工機を複合化した複合機であるが、本実施形態の特徴はレーザ切断加工にあるので、パンチプレスの説明は省略する。レーザ切断加工機1は、レーザ切断加工機単体であってもよい。レーザ切断加工機1は、加工ヘッド3と、制御部9とを備えている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
スラッジ除去装置
1か月前
株式会社FUJI
工作機械
1か月前
個人
複合金属回転式ホーン
1か月前
株式会社FUJI
工作機械
15日前
株式会社ダイヘン
積層造形溶接方法
19日前
トヨタ自動車株式会社
取付装置
1か月前
株式会社トーキン
溶接用トーチ
1か月前
株式会社ナベヤ
締結装置
19日前
トヨタ自動車株式会社
検査方法
1か月前
株式会社ツガミ
工作機械
1か月前
株式会社ツガミ
工作機械
1か月前
オークマ株式会社
工作機械
5日前
大和ハウス工業株式会社
溶接方法
今日
株式会社オーエム製作所
工作機械
1か月前
オークマ株式会社
診断装置
5日前
株式会社不二越
歯車研削盤
27日前
株式会社関本管工
エルボ管保持装置
1か月前
株式会社ダイヘン
溶接トーチ
1か月前
三菱電機株式会社
ねじ取り出し装置
1か月前
株式会社ダイヘン
溶接トーチ
1か月前
DMG森精機株式会社
工作機械
1か月前
トヨタ自動車株式会社
銅線の接合方法
19日前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
株式会社不二越
超硬合金製ドリル
1か月前
株式会社不二越
管用テーパタップ
12日前
株式会社ダイヘン
2重シールドティグ溶接方法
19日前
津田駒工業株式会社
バリ取り用スピンドル装置
1か月前
ユニオンツール株式会社
ボールエンドミル
5日前
株式会社不二越
インタラップタップ
19日前
トヨタ自動車株式会社
銅切削屑の一体化方法
1か月前
トヨタ自動車株式会社
歯車の加工方法
12日前
株式会社ダイヘン
交流消耗電極アーク溶接制御方法
1か月前
株式会社ダイヘン
交流消耗電極アーク溶接制御方法
19日前
トヨタ自動車株式会社
銅切削屑の一体化方法
1か月前
株式会社TMEIC
超音波振動接合装置
1か月前
株式会社神戸製鋼所
溶接継手の製造方法
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ