TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025008957
公報種別
公開特許公報(A)
公開日
2025-01-20
出願番号
2023111616
出願日
2023-07-06
発明の名称
溶接継手の製造方法
出願人
株式会社神戸製鋼所
代理人
個人
,
個人
主分類
B23K
31/00 20060101AFI20250109BHJP(工作機械;他に分類されない金属加工)
要約
【課題】高い疲労強度を示す溶接継手の製造方法を提供する。
【解決手段】複数の鋼材を溶接してなる溶接継手の製造方法であって、
前記複数の鋼材を溶接し、溶接まま状態の溶接継手を得る溶接工程と、
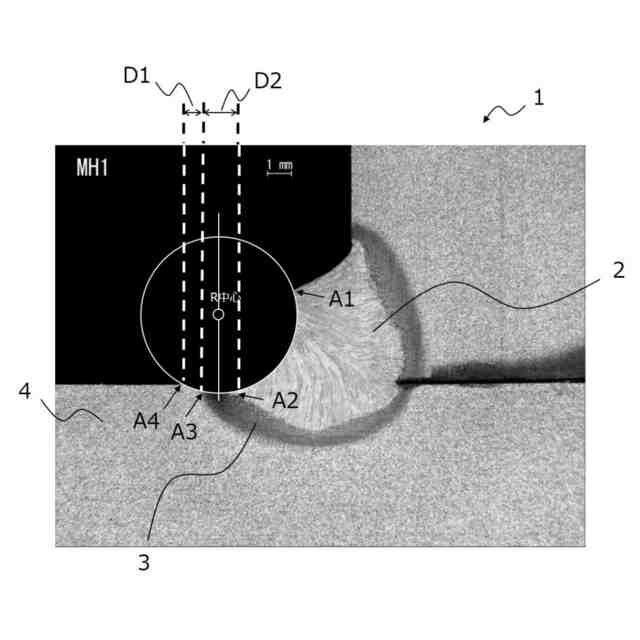
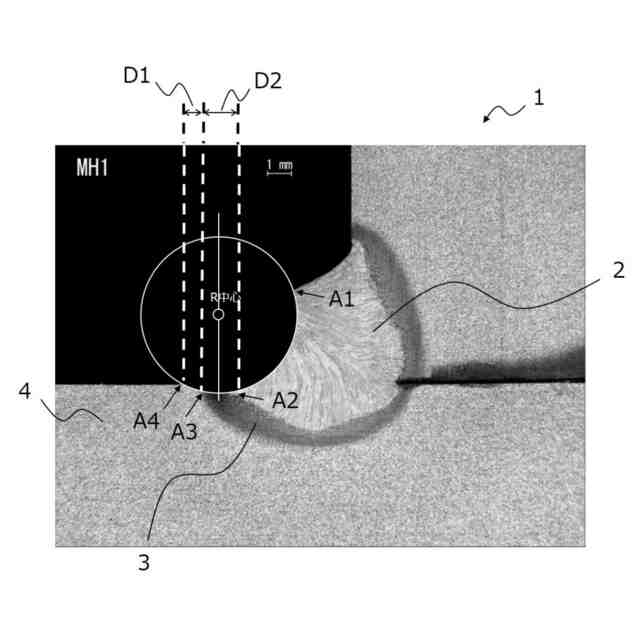
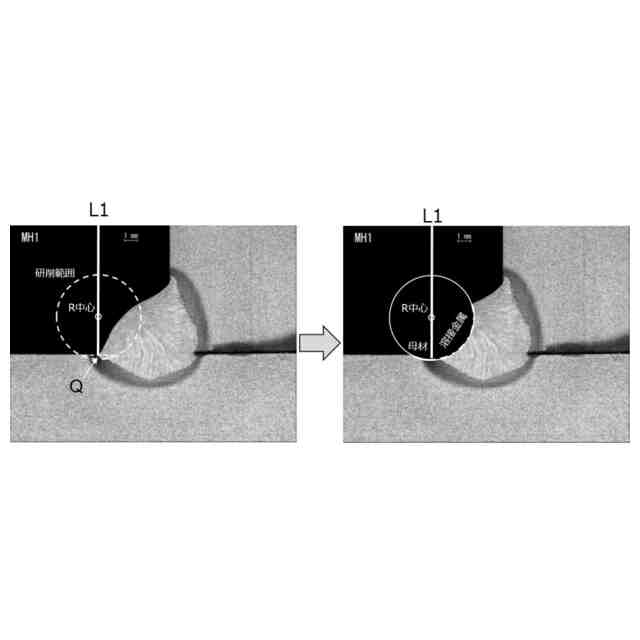
溶接まま状態の溶接継手の溶接ビード止端部を含む領域を研削し、研削面において熱影響部と母材原質部の両方を露出させる研削工程と
を含む、溶接継手の製造方法。
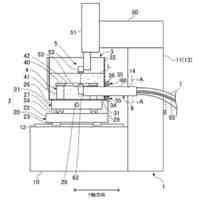
【選択図】図1
特許請求の範囲
【請求項1】
複数の鋼材を溶接してなる溶接継手の製造方法であって、
前記複数の鋼材を溶接し、溶接まま状態の溶接継手を得る溶接工程と、
溶接まま状態の溶接継手の溶接ビード止端部を含む領域を研削し、研削面において熱影響部と母材原質部の両方を露出させる研削工程と
を含む、溶接継手の製造方法。
続きを表示(約 600 文字)
【請求項2】
前記複数の鋼材の少なくとも1つは耐疲労鋼である、請求項1に記載の溶接継手の製造方法。
【請求項3】
前記溶接工程の後であって、前記研削工程の前に、
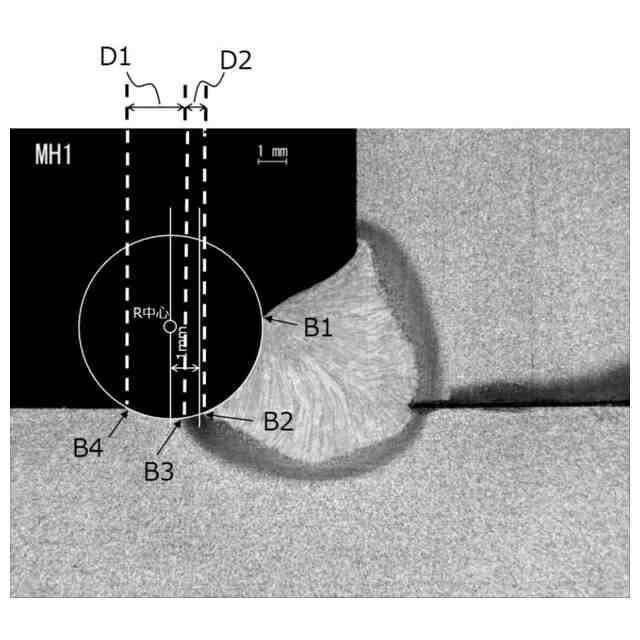
前記溶接まま状態の溶接継手の溶接ビードの長手方向に垂直な断面で、溶け込み状況を確認する、溶け込み状況確認工程と、
前記断面において、溶接ビード止端部における母材表面に対する垂線から、研削砥石盤の中心が位置する母材表面に対する垂線までの距離と、研削深さとを含む研削条件を、溶け込み状況に応じて決定する、研削条件決定工程とを含み、
前記研削工程で、研削条件決定工程で決定された研削条件で研削する、請求項1に記載の溶接継手の製造方法。
【請求項4】
前記研削工程では、研削砥石盤の中心が、溶接ビードの長手方向に垂直な断面において、溶接ビード止端部における母材表面に対する垂線上にある、請求項1に記載の溶接継手の製造方法。
【請求項5】
前記研削工程では、研削砥石盤の中心が、溶接ビードの長手方向に垂直な断面において、溶接ビード止端部よりも母材原質部側の位置における母材表面に対する垂線上にある、請求項1に記載の溶接継手の製造方法。
【請求項6】
前記研削工程では、前記領域の研削深さを少なくとも0.2mmとする、請求項1に記載の溶接継手の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、溶接継手の製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
橋梁、船舶、建築物、建設機械等の溶接構造物では、該溶接構造物の疲労強度向上の観点から、溶接継手の疲労強度を向上することが求められる。溶接継手の疲労強度を向上させる技術として、溶接残留応力を低減する技術、止端形状を改善する技術等が挙げられる。前記溶接残留応力を低減する技術として、例えば特許文献1には、溶接ビードに沿ってハンマーピーニングまたは超音波衝撃処理で圧縮残留応力を導入して疲労強度を改善する方法が示されている。また特許文献2、特許文献3には、低変態温度溶接材料を使用して溶接する方法が示されている。前記止端形状を改善する技術として、例えば特許文献4には、隅肉溶接継手の溶接止端部を研削する方法、また特許文献5には、TIGアーク熱により溶接止端部を溶融して滑らかにする方法が示されている。
【先行技術文献】
【特許文献】
【0003】
特開2013-233590号公報
特許3851953号
特許3752545号
特開平5-69128号公報
特開昭59-110490号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記の通り、溶接継手の疲労強度を向上させる方法として種々の方法があるが、これらの方法では、溶接継手の疲労強度を十分高めることが難しく、更なる改善が必要であると考えられる。本開示は上記事情に鑑みてなされたものであって、その目的は、高い疲労強度を示す溶接継手の製造方法を提供することにある。
【課題を解決するための手段】
【0005】
本発明の態様1は、
複数の鋼材を溶接してなる溶接継手の製造方法であって、
前記複数の鋼材を溶接し、溶接まま状態の溶接継手を得る溶接工程と、
溶接まま状態の溶接継手の溶接ビード止端部を含む領域を研削し、研削面において熱影響部と母材原質部の両方を露出させる研削工程と
を含む、溶接継手の製造方法である。
【0006】
本発明の態様2は、
前記複数の鋼材の少なくとも1つは耐疲労鋼である、態様1に記載の溶接継手の製造方法である。
【0007】
本発明の態様3は、
前記溶接工程の後であって、前記研削工程の前に、
前記溶接まま状態の溶接継手の溶接ビードの長手方向に垂直な断面で、溶け込み状況を確認する、溶け込み状況確認工程と、
前記断面において、溶接ビード止端部における母材表面に対する垂線から、研削砥石盤の中心が位置する母材表面に対する垂線までの距離と、研削深さとを含む研削条件を、溶け込み状況に応じて決定する、研削条件決定工程とを含み、
前記研削工程で、研削条件決定工程で決定された研削条件で研削する、態様1または2に記載の溶接継手の製造方法である。
【0008】
本発明の態様4は、
前記研削工程では、研削砥石盤の中心が、溶接ビードの長手方向に垂直な断面において、溶接ビード止端部における母材表面に対する垂線上にある、態様1~3のいずれか1つに記載の溶接継手の製造方法である。
【0009】
本発明の態様5は、
前記研削工程では、研削砥石盤の中心が、溶接ビードの長手方向に垂直な断面において、溶接ビード止端部よりも母材原質部側の位置における母材表面に対する垂線上にある、態様1~3のいずれか1つに記載の溶接継手の製造方法である。
【0010】
本発明の態様6は、
前記研削工程では、前記領域の研削深さを少なくとも0.2mmとする、態様1~5のいずれか1つに記載の溶接継手の製造方法である。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
スラッジ除去装置
1か月前
株式会社FUJI
工作機械
1か月前
個人
複合金属回転式ホーン
1か月前
株式会社FUJI
工作機械
6日前
株式会社ダイヘン
積層造形溶接方法
10日前
株式会社ツガミ
工作機械
1か月前
トヨタ自動車株式会社
検査方法
1か月前
株式会社トーキン
溶接用トーチ
1か月前
トヨタ自動車株式会社
取付装置
1か月前
株式会社ナベヤ
締結装置
10日前
株式会社ツガミ
工作機械
1か月前
株式会社オーエム製作所
工作機械
1か月前
株式会社不二越
歯車研削盤
18日前
株式会社ダイヘン
溶接トーチ
1か月前
株式会社ダイヘン
溶接トーチ
1か月前
三菱電機株式会社
ねじ取り出し装置
1か月前
株式会社関本管工
エルボ管保持装置
1か月前
トヨタ自動車株式会社
銅線の接合方法
10日前
DMG森精機株式会社
工作機械
1か月前
株式会社不二越
超硬合金製ドリル
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
津田駒工業株式会社
バリ取り用スピンドル装置
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
10日前
株式会社不二越
管用テーパタップ
3日前
株式会社不二越
インタラップタップ
10日前
トヨタ自動車株式会社
銅切削屑の一体化方法
1か月前
トヨタ自動車株式会社
銅切削屑の一体化方法
1か月前
株式会社ダイヘン
交流消耗電極アーク溶接制御方法
10日前
トヨタ自動車株式会社
歯車の加工方法
3日前
株式会社ダイヘン
交流消耗電極アーク溶接制御方法
1か月前
株式会社TMEIC
超音波振動接合装置
1か月前
株式会社神戸製鋼所
溶接継手の製造方法
1か月前
西部電機株式会社
浸漬式ワイヤ放電加工機
1か月前
ダイハツ工業株式会社
チャック装置
1か月前
株式会社BRAING
クランプ装置
17日前
津田駒工業株式会社
電動バイス
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ