TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025007798
公報種別
公開特許公報(A)
公開日
2025-01-17
出願番号
2023109430
出願日
2023-07-03
発明の名称
チャック装置
出願人
ダイハツ工業株式会社
代理人
個人
,
個人
,
個人
主分類
B23B
31/16 20060101AFI20250109BHJP(工作機械;他に分類されない金属加工)
要約
【課題】小径部と大径部とを有する軸状ワークの軸方向の位置決めが、小径部を径方向外側から把持することによる芯出しに悪影響を及ぼす事態を可及的に防止して、高精度な芯出し、ひいては高精度な加工を安定的に実施可能とする。
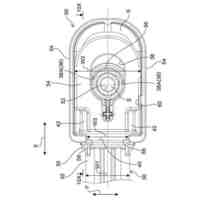
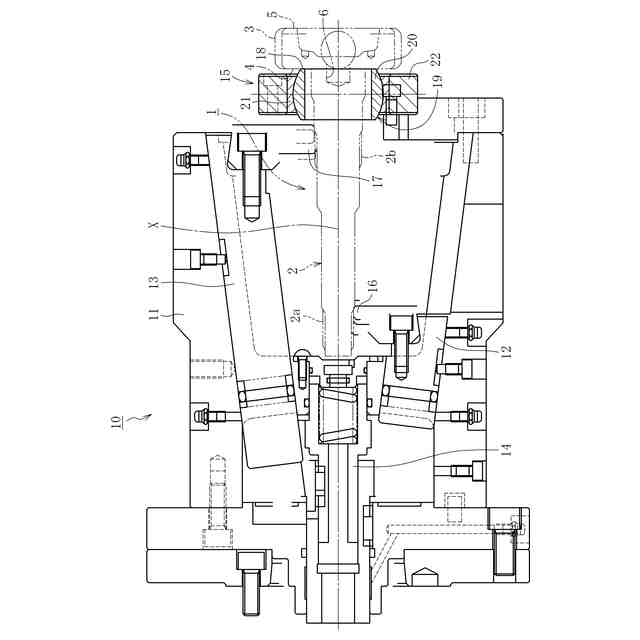
【解決手段】このチャック装置10は、軸状ワーク1の小径部2a,2bを径方向外側から把持可能な把持部16,17と、小径部2a,2bと大径部3との間の軸方向端面4と当接して軸状ワーク1の軸方向の位置決めを可能とする軸方向位置決め部15とを備える。軸方向位置決め部15の当接面18は、小径部2a,2bの軸方向に対する軸方向端面4の傾きに倣って可動するように構成されている。
【選択図】図1
特許請求の範囲
【請求項1】
全体として軸状をなし、相対的に小径な小径部と、相対的に大径な大径部とを一体に有する軸状ワークをチャックして芯出しするためのチャック装置であって、
前記小径部を径方向外側から把持可能な把持部と、
前記小径部と前記大径部との間の軸方向端面と当接して前記軸状ワークの軸方向の位置決めを可能とする軸方向位置決め部とを備えたチャック装置において、
前記軸方向位置決め部の当接面は、前記小径部の軸方向に対する前記軸方向端面の傾きに倣って可動するように構成されていることを特徴とする、チャック装置。
続きを表示(約 72 文字)
【請求項2】
前記軸方向位置決め部は、内輪が前記軸方向端面に当接可能な球面軸受で構成されている、請求項1に記載のチャック装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、チャック装置に関し、特に芯出しを伴って軸状ワークをチャックするための技術に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
例えばインプットシャフトなど軸状ワークの旋削加工においては、軸状ワークを芯出しした状態で把持可能なチャック装置が用いられる。この種のチャック装置としては、チャック装置本体の前方部に設けられた把持部としての複数の爪部を径方向に移動させることで、軸状ワークの中心軸線と旋盤の回転軸線とが一致するように軸状ワークを把持可能とするものが一般的である。
【0003】
また、この際、チャック装置には、軸状ワークの鍔部端面に当接させるストッパが設けられ、このストッパを鍔部の端面に当接させることで軸状ワークの軸方向の位置決めを可能としている(例えば、特許文献1を参照)。
【先行技術文献】
【特許文献】
【0004】
特開2008-302484号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところでインプットシャフトなどの軸状ワークは量産部品であるから、同軸度や直角度などについてある程度の公差は許容せざるを得ない。例えば特許文献1に記載の如きチャック装置を用いて軸状ワークを把持しようとした際、爪部では把持する面(軸部の外周面)を基準に軸部の位置決めが行われるのに対し、ストッパでは鍔部の端面を基準に鍔部の位置決めが行われる。そのため、軸部の中心軸線に対する鍔部端面の直角度に相応のばらつきが生じる場合、ストッパによる位置決めが、把持部(爪部)による位置決めに悪影響を及ぼすおそれが生じる。これでは、高い加工精度を安定的に得ることは難しい。
【0006】
以上の事情に鑑み、本明細書では、小径部と大径部とを有する軸状ワークの軸方向の位置決めが、小径部を径方向外側から把持することによる芯出しに悪影響を及ぼす事態を可及的に防止して、高精度な芯出し、ひいては高精度な加工を安定的に実施可能とすることを、解決すべき技術課題とする。
【課題を解決するための手段】
【0007】
前記課題の解決は、本発明に係るチャック装置によって達成される。すなわち、この装置は、全体として軸状をなし、相対的に小径な小径部と、相対的に大径な大径部とを一体に有する軸状ワークをチャックして芯出しするためのチャック装置であって、小径部を径方向外側から把持する把持部と、小径部と大径部との間の軸方向端面と当接して軸状ワークの軸方向の位置決めを可能とする軸方向位置決め部とを備えたチャック装置において、軸方向位置決め部の当接面は、小径部の軸方向に対する軸方向端面の傾きに倣って動くように構成されている点をもって特徴付けられる。
【0008】
このように本発明に係るチャック装置では、軸状ワークの小径部と大径部との間の軸方向端面と当接して軸状ワークの軸方向の位置決めを図るための軸方向位置決め部について、当該位置決め部の当接面を、小径部の軸方向に対する軸方向端面の傾きに倣って動くように構成した。このように構成することによって、軸方向位置決め部の当接面が軸方向端面の向きに倣って動いて軸方向端面と当接した状態となる。よって、軸方向位置決め部による軸方向の位置決めが、把持部による芯出しに悪影響を及ぼす事態を回避して、安定的に小径部の芯出しを図ることができる。よって、チャックした軸状ワークに対する高精度な加工を安定的に実施することが可能となる。
【0009】
また、本発明に係るチャック装置において、軸方向位置決め部は、内輪が軸方向端面に当接可能な球面軸受で構成されてもよい。
【0010】
このように軸方向位置決め部を構成することによって、内輪の貫通穴に小径部を挿通した状態で、小径部の径方向外側に球面軸受を配置することができる。球面軸受であれば内輪に設けた当接面(例えば内輪の一方の側端面)を常に一定の基準点まわりに回動させることができる。よって、軸方向の高い位置決め精度を維持しつつ小径部と大径部との間の軸方向端面をその傾きに倣って自在に受けることが可能となる。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ニフコ
アシストグリップ
今日
トヨタ自動車株式会社
電動車
今日
個人
スラッジ除去装置
1か月前
日東精工株式会社
ねじ締め装置
今日
株式会社FUJI
工作機械
16日前
株式会社FUJI
工作機械
1か月前
個人
複合金属回転式ホーン
1か月前
株式会社ダイヘン
積層造形溶接方法
20日前
株式会社トーキン
溶接用トーチ
1か月前
株式会社ナベヤ
締結装置
20日前
トヨタ自動車株式会社
検査方法
1か月前
トヨタ自動車株式会社
取付装置
1か月前
トヨタ自動車株式会社
積層コア
2か月前
株式会社ツガミ
工作機械
1か月前
株式会社ツガミ
工作機械
1か月前
株式会社不二越
歯車研削盤
28日前
株式会社メドメタレックス
ドリル
2か月前
オークマ株式会社
工作機械
6日前
株式会社オーエム製作所
工作機械
1か月前
オークマ株式会社
診断装置
6日前
大和ハウス工業株式会社
溶接方法
1日前
株式会社関本管工
エルボ管保持装置
1か月前
株式会社ダイヘン
溶接トーチ
1か月前
スター精密株式会社
工作機械
今日
株式会社FUJI
自動化用パレット
2か月前
トヨタ自動車株式会社
位相測定方法
2か月前
株式会社ダイヘン
溶接トーチ
1か月前
サムテック株式会社
加工物製造方法
2か月前
三菱電機株式会社
ねじ取り出し装置
1か月前
トヨタ自動車株式会社
銅線の接合方法
20日前
DMG森精機株式会社
工作機械
1か月前
株式会社不二越
工具の製造方法
2か月前
トヨタ自動車株式会社
冷却器の製造方法
3か月前
株式会社ダイヘン
2重シールドティグ溶接方法
20日前
津田駒工業株式会社
バリ取り用スピンドル装置
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ