TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025022683
公報種別
公開特許公報(A)
公開日
2025-02-14
出願番号
2023215621
出願日
2023-12-21
発明の名称
抵抗スポット溶接継手の製造方法、及び自動車部品の製造方法
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B23K
11/11 20060101AFI20250206BHJP(工作機械;他に分類されない金属加工)
要約
【課題】高板厚比の板組において、散り発生頻度を増大させることなく接合不良を回避することができる抵抗スポット溶接継手の製造方法、及び自動車部品の製造方法を提供する。
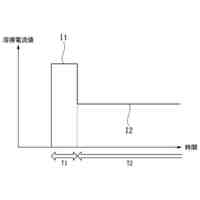
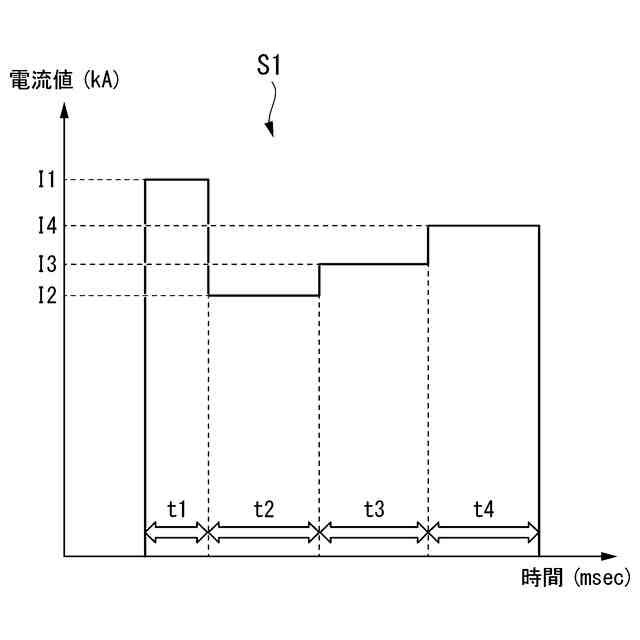
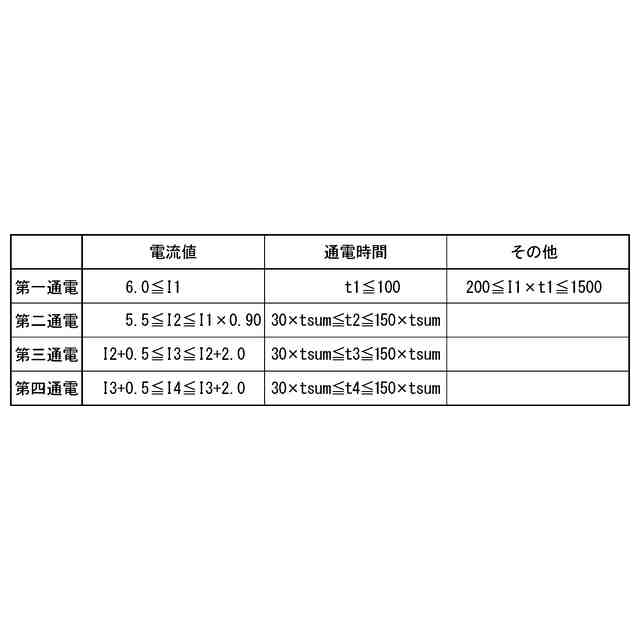
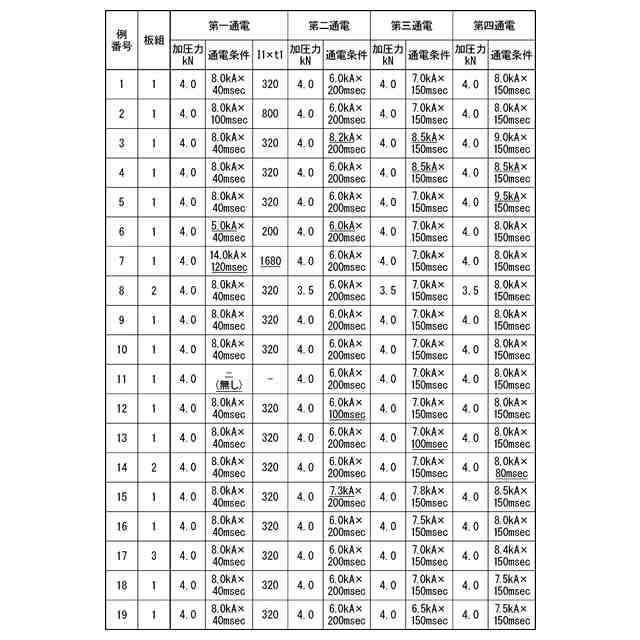
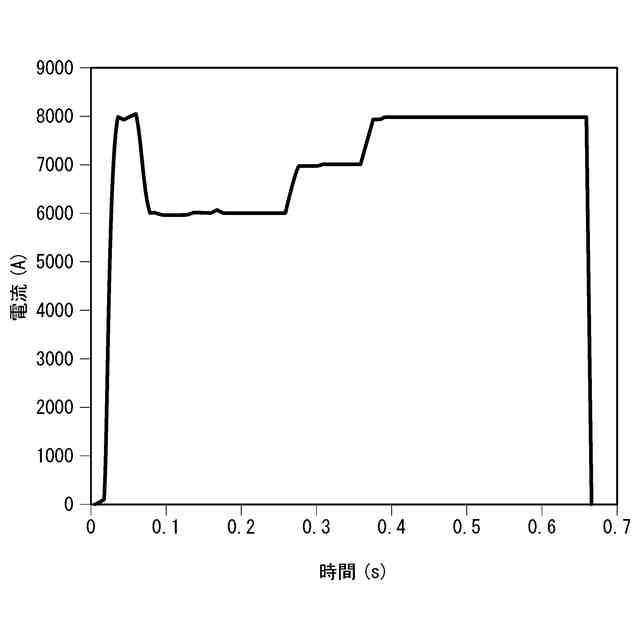
【解決手段】本発明の一態様に係る抵抗スポット溶接継手の製造方法は、板組の板厚比を4.5以上8.0以下とし、本通電が、第一通電、第二通電、第三通電、及び第四通電を含み、第一通電における電流値I1を6.0kA以上とし、第一通電における通電時間t1を100msec以下とし、I1及びt1が200≦I1×t1≦1500を満たし、第二通電における電流値I2が、5.5≦I2≦I1×0.90を満たし、第三通電における電流値I3が、I2+0.5≦I3≦I2+2.0を満たし、第四通電における電流値I4が、I3+0.5≦I4≦I3+2.0を満たし、第二通電~第四通電における通電時間tiが、30×tsum≦ti≦150×tsumを満たす。
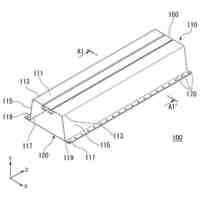
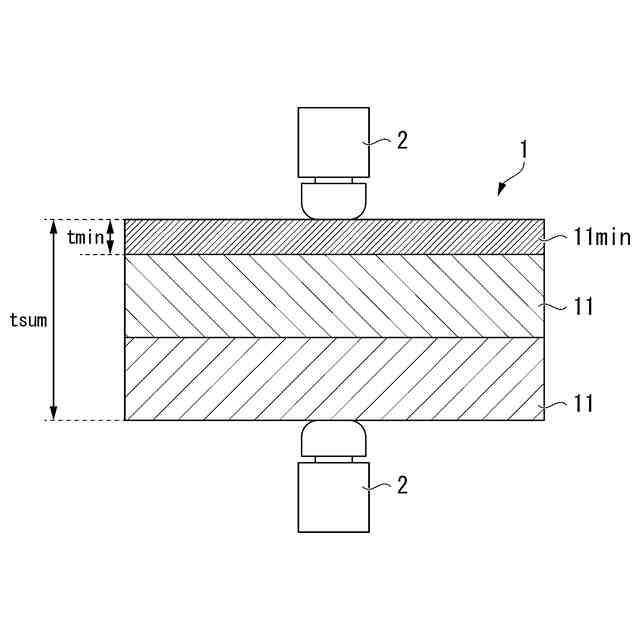
【選択図】図1
特許請求の範囲
【請求項1】
2枚以上の鋼板を重ねた板組に本通電する工程を備える抵抗スポット溶接継手の製造方法であって、
前記板組の少なくとも一方の表面に、最も薄い鋼板を配置し、
前記最も薄い前記鋼板の単位mmでの板厚tmin、及び前記板組に含まれる前記鋼板の単位mmでの総板厚tsumから算出される、前記板組の板厚比tsum/tminを4.5以上8.0以下とし、
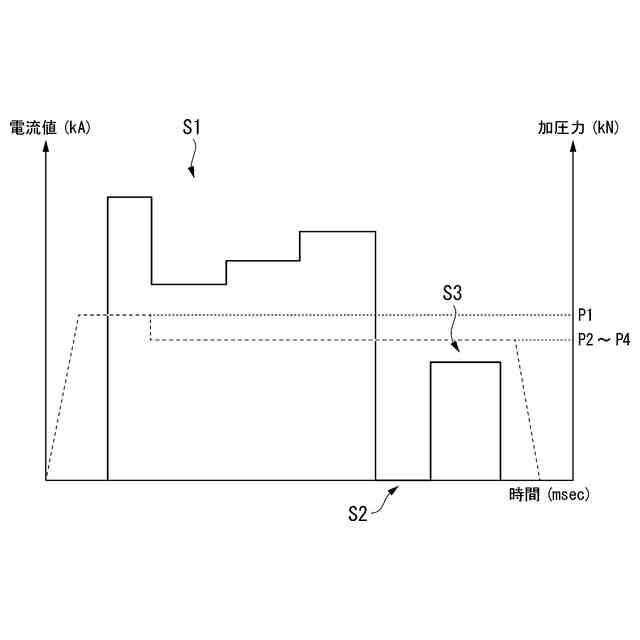
前記本通電が、第一通電、第二通電、第三通電、及び第四通電を含み、
前記第一通電における、単位kAでの電流値I1を6.0kA以上とし、
前記第一通電における、単位msecでの通電時間t1を100msec以下とし、
I1及びt1が式1を満たし、
200≦I1×t1≦1500・・・(式1)
前記第二通電における、単位kAでの電流値I2が、式2を満たし、
5.5≦I2≦I1×0.90・・・(式2)
前記第三通電における、単位kAでの電流値I3が、式3を満たし、
I2+0.5≦I3≦I2+2.0・・・(式3)
前記第四通電における、単位kAでの電流値I4が、式4を満たし、
I3+0.5≦I4≦I3+2.0・・・(式4)
i番目の通電(i=2~4)における、単位msecでの通電時間tiが、式5を満たす
30×tsum≦ti≦150×tsum・・・(式5)
抵抗スポット溶接継手の製造方法。
続きを表示(約 1,100 文字)
【請求項2】
前記第一通電における単位kNでの加圧力P1、及びi番目の通電(i=2~4)における単位kNでの加圧力Piが、式6を満たす
Pi<P1・・・・・・・・・・・・・・・・・・・・・・(式6)
ことを特徴とする請求項1に記載の抵抗スポット溶接継手の製造方法。
【請求項3】
前記本通電の後で、前記板組に後通電する工程をさらに備える
ことを特徴とする請求項1に記載の抵抗スポット溶接継手の製造方法。
【請求項4】
前記本通電と、前記後通電との間に、加圧力を保持したまま通電を停止する工程をさらに備える
ことを特徴とする請求項3に記載の抵抗スポット溶接継手の製造方法。
【請求項5】
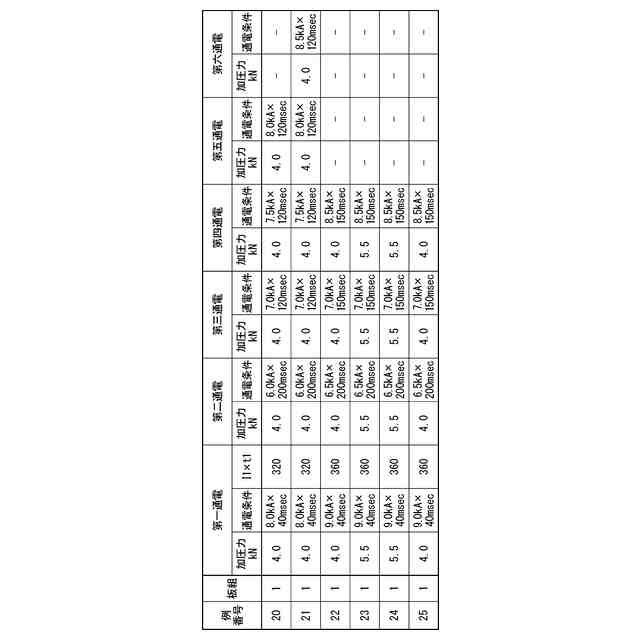
前記本通電が、前記第四通電の後に第五通電を有し、
前記第五通電における、単位kAでの電流値I5が、式7を満たし、
I4+0.5≦I5≦I4+2.0・・・(式7)
i番目の通電(i=2~5)における、単位msecでの前記通電時間tiが、式8を満たす
30×tsum≦ti≦120×tsum・・・(式8)
ことを特徴とする請求項1に記載の抵抗スポット溶接継手の製造方法。
【請求項6】
前記本通電が、前記第五通電の後に第六通電を有し、
前記第六通電における、単位kAでの電流値I6が、式9を満たし、
I5+0.5≦I6≦I5+2.0・・・(式9)
i番目の通電(i=2~6)における、単位msecでの前記通電時間tiが、式10を満たす
30×tsum≦ti≦100×tsum・・・(式10)
ことを特徴とする請求項5に記載の抵抗スポット溶接継手の製造方法。
【請求項7】
前記本通電に使用する電極のうち、前記最も薄い前記鋼板と接触する電極の先端直径を6.5mm以上10mm以下とし、前記電流値I2を6.0kA超とする
ことを特徴とする請求項1に記載の抵抗スポット溶接継手の製造方法。
【請求項8】
i番目の通電(i=1~4)における単位kNでの加圧力Pi、及び単位mmでの前記総板厚tsumが、式11を満たし、
Pi>tsum・・・・・・・・・・・・・・・・・・・・(式11)
前記電流値I2を6.0kA超とする
ことを特徴とする請求項1に記載の抵抗スポット溶接継手の製造方法。
【請求項9】
請求項1~8の何れか一項に記載の抵抗スポット溶接継手の製造方法を備える自動車部品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、抵抗スポット溶接継手の製造方法、及び自動車部品の製造方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
自動車の骨格部材、例えばセンターピラー等には、比較的板厚の厚い高強度鋼板が採用される場合がある。これは、車体の衝突安全性確保や部品統合による軽量化を達成するためである。一方、自動車の最も外側には、例えば0.6~0.8mmの薄い鋼板を用いて成形された、意匠性の高いサイドメンバといった部品が配置される。自動車の外側の薄鋼板は、加工性を確保するために軟鋼とされることが多い。
【0003】
上述の理由により、自動車部品の組み立てにおいては、厚い鋼板と薄い鋼板とから構成される板組がスポット溶接される場合がある。また、スポット溶接される板組が、例えば薄鋼板-厚鋼板-厚鋼板といった、3枚重ねの構成となる場合もある。このような板組の板厚比は、例えば4.5以上となる場合がある。ここで板厚比とは、最も薄い鋼板、即ち最薄鋼板の板厚をtmin(mm)とし、板組に含まれる鋼板の総板厚をtsum(mm)としたときに、tsum/tminと定義される値である。
【0004】
しかし、板厚比が4.5以上であり、さらに最薄鋼板が表面に配される板組をスポット溶接する場合、接合不良が生じやすい。板組の内部に形成されるナゲット(本来、溶融凝固した部分を指すが、本明細書では、溶融部と、溶融凝固した部分との両方をナゲットと呼称する)が、板組の最表面に配された最薄鋼板まで成長せず、これにより、最薄鋼板とこれに接する隣接する鋼板との間で接合不良が生じる。
【0005】
上述のような板組において、ナゲットが最薄鋼板まで成長しない理由の一つは、最薄鋼板がスポット溶接用の電極に接していることである。スポット溶接用の電極は、内部に冷媒が流通する構成を有しており、鋼板を冷却する。従って、電極に接する最薄鋼板の温度は、板組内部の鋼板の温度よりも上昇しづらい。
【0006】
ナゲットが最薄鋼板まで成長しないもう一つの理由は、温度上昇が板組の中央から開始することである。板組の中央から離れた位置ほど、温度が上昇しづらい。
【0007】
さらに、最薄鋼板が軟鋼である場合、ナゲットが最薄鋼板まで成長することが一層妨げられる。何故なら、薄い軟鋼が変形しやすいからである。板組表面に薄い軟鋼が配される場合は、加圧・通電により軟鋼が容易に変形し、軟鋼と、これに隣接する鋼板との間の接触面積が大きくなりやすい。接触面積が大きいほど、電流経路の断面積が大きくなり、電流密度が低くなる。加えて、軟鋼と電極との接触面積が大きいほど、軟鋼から電極への抜熱が著しくなる。
【0008】
以上の理由により、板組表面の最薄鋼板は温度が上昇し難く、従って最薄鋼板では溶融凝固が生じにくい。ナゲットが最薄鋼板まで成長しない場合、継手強度が確保できない。
このことが、板厚が大きい高強度鋼板を自動車骨格部材へ採用することを妨げたり、板組を構成する鋼板の板厚の選択の余地を狭めたりする。従って、このような問題を解決可能なスポット溶接技術が待望されている。
【0009】
特許文献1には、複数枚の金属板を重ね合わせた板組みを抵抗スポット溶接により溶接接合するにあたり、第一段および第二段の二段階からなるスポット溶接とし、第二段の溶接を第一段の溶接に比べ、高加圧力で低電流、長通電時間の溶接とする旨が開示されている。また、特許文献1には、第一段の加圧力P
I
、溶接電流I
I
、通電時間T
I
を、前記複数枚の金属板のうち最も薄肉の金属板の板厚tmとの関係で、0.8tm≦P
I
≦5tm、3tm+5≦I
I
、2≦T
I
≦6(ここで、tm:複数枚の金属板のうち最も薄肉の金属板の板厚(mm))を満足する溶接とし、第二段の加圧力P
II
、溶接電流I
II
、通電時間T
II
を、1.1P
I
≦P
II
≦10P
I
、0.5
II
≦I
II
≦
II
、T
I
≦T
II
≦10T
I
を満足する溶接とすることが好ましい旨が開示されている。
【0010】
特許文献2には、薄板とその一方側に重ね合わされた複数の厚板とからなる板組みを、一対の電極で加圧通電することにより接合するスポット溶接方法であって、前記一対の電極間の通電量を、最大値になるまで途中で下げることなく段階的に上昇させ続けることを特徴とするスポット溶接方法が開示されている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
脱炭精錬方法
10日前
日本製鉄株式会社
還元鉄の溶解方法
17日前
日本製鉄株式会社
スポット溶接継手の製造方法
2日前
日本製鉄株式会社
金属材料の多軸評価試験構造
10日前
日本製鉄株式会社
鋼片処理装置及び鋼片処理方法
10日前
日本製鉄株式会社
冷延鋼板及び冷延鋼板の製造方法
16日前
日本製鉄株式会社
不定形耐火物及び不定形耐火物の製造方法
11日前
日本製鉄株式会社
経路追従制御装置および経路追従制御方法
17日前
日本製鉄株式会社
原子間力顕微鏡用プローブ及び鋼材の評価方法
10日前
日本製鉄株式会社
抵抗スポット溶接継手の製造方法、及び自動車部品の製造方法
2日前
日本製鉄株式会社
自動車車体の構造部材
19日前
日本製鉄株式会社
抵抗スポット溶接継手の製造方法
2日前
個人
スラッジ除去装置
17日前
個人
複合金属回転式ホーン
17日前
有限会社津谷工業
切削工具
2か月前
株式会社FUJI
工作機械
18日前
株式会社不二越
タップ
2か月前
トヨタ自動車株式会社
積層コア
1か月前
トヨタ自動車株式会社
検査方法
27日前
株式会社ツガミ
工作機械
16日前
トヨタ自動車株式会社
取付装置
17日前
株式会社ツガミ
工作機械
27日前
株式会社トーキン
溶接用トーチ
23日前
株式会社不二越
歯車加工機
2か月前
株式会社オーエム製作所
工作機械
1か月前
株式会社メドメタレックス
ドリル
1か月前
株式会社不二越
歯車研削盤
3日前
株式会社不二越
歯車研削盤
2か月前
株式会社ヤマダスポット
抵抗溶接機
2か月前
三菱電機株式会社
ねじ取り出し装置
1か月前
株式会社浪速試錐工業所
防風カバー
2か月前
株式会社ダイヘン
溶接トーチ
16日前
株式会社FUJI
自動化用パレット
1か月前
株式会社ダイヘン
溶接トーチ
16日前
住友重機械工業株式会社
レーザ装置
2か月前
トヨタ自動車株式会社
位相測定方法
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ