TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025022583
公報種別
公開特許公報(A)
公開日
2025-02-14
出願番号
2023127292
出願日
2023-08-03
発明の名称
スポット溶接継手の製造方法
出願人
日本製鉄株式会社
,
スズキ株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B23K
11/30 20060101AFI20250206BHJP(工作機械;他に分類されない金属加工)
要約
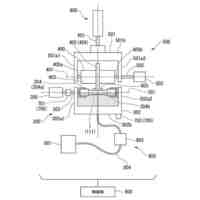
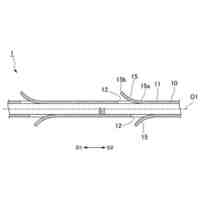
【課題】3枚以上の金属板を有し且つ板厚比が5.0以上である板組を溶接可能で、さらに散り発生を低水準とすることが可能なスポット溶接継手の製造方法を提供する。
【解決手段】本発明のスポット溶接継手の製造方法は、板組の板厚比が5.0以上であり、下記式1~式5を満たし、R1は、第一金属板の側に配される電極である第一電極の先端曲率半径であり、R2は、第二金属板の側に配される電極である第二電極の先端曲率半径であり、T1は、第一通電時間の長さであり、I1は、第一通電時間における溶接電流値であり、I2は、第二通電時間における溶接電流値であり、I0は、散り発生限界電流値である。
<com:Image com:imageContentCategory="Drawing"> <com:ImageFormatCategory>TIFF</com:ImageFormatCategory> <com:FileName>2025022583000014.tif</com:FileName> <com:HeightMeasure com:measureUnitCode="Mm">46</com:HeightMeasure> <com:WidthMeasure com:measureUnitCode="Mm">170</com:WidthMeasure> </com:Image>
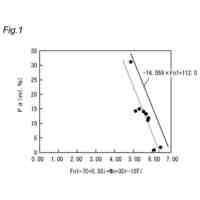
【選択図】図1A
特許請求の範囲
【請求項1】
3枚以上の金属板を含む板組を、一対の電極を用いてスポット溶接する工程を備え、
前記板組の一方の表面に配置された第一金属板の厚さが、前記板組の他方の表面に配置された第二金属板の厚さよりも小さく、
前記板組の厚さを前記第一金属板の厚さで割った値である板厚比が、5.0以上であり、
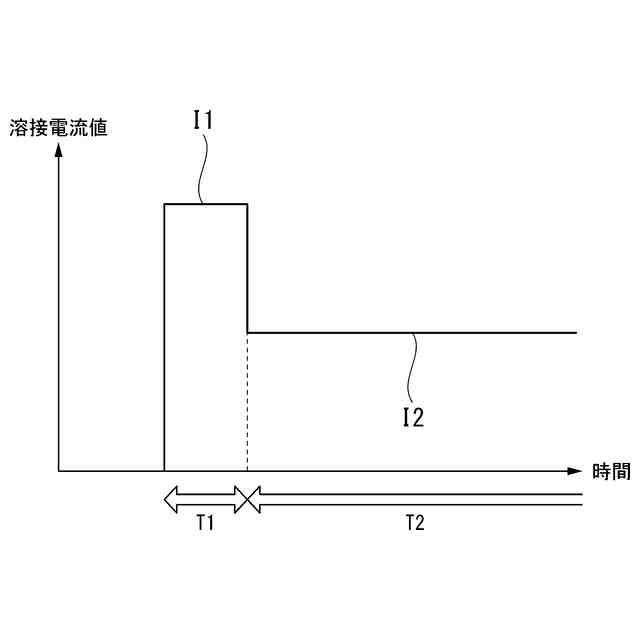
前記スポット溶接が、第一通電時間、及び前記第一通電時間の後の第二通電時間を有し、
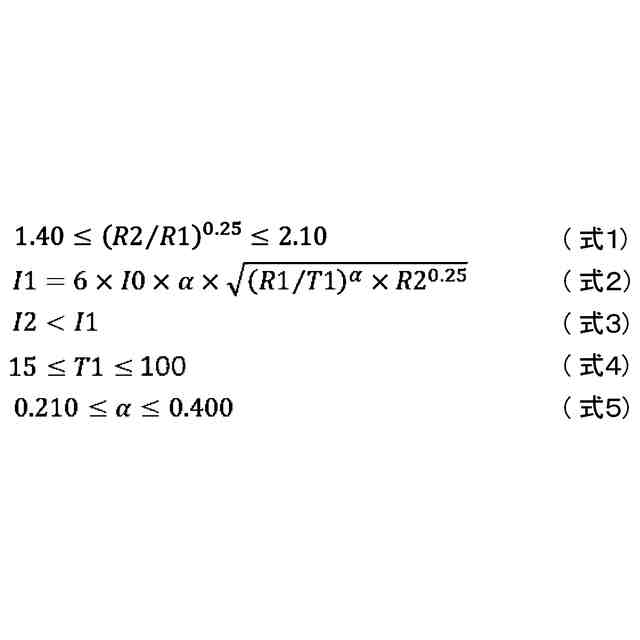
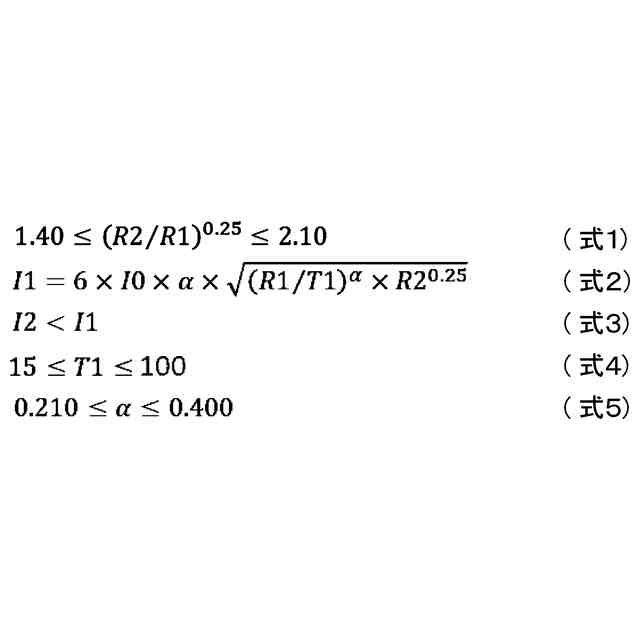
下記式1、式2、式3、式4、及び式5を満たし、
TIFF
2025022583000012.tif
51
170
R1は、単位mmでの、前記第一金属板の側に配される前記電極である第一電極の先端曲率半径であり、
R2は、単位mmでの、前記第二金属板の側に配される前記電極である第二電極の先端曲率半径であり、
T1は、単位msecでの、前記第一通電時間の長さであり、
I1は、単位Aでの、前記第一通電時間における溶接電流値であり、
I2は、単位Aでの、前記第二通電時間における溶接電流値であり、
I0は、単位Aでの、散り発生限界電流値であり、
前記散り発生限界電流値は、前記板組に一対の前記第一電極で前記T1だけ通電した場合に、前記板組に散りを発生させない電流値の最大値であり、
αは、式5を満たす値である
スポット溶接継手の製造方法。
続きを表示(約 630 文字)
【請求項2】
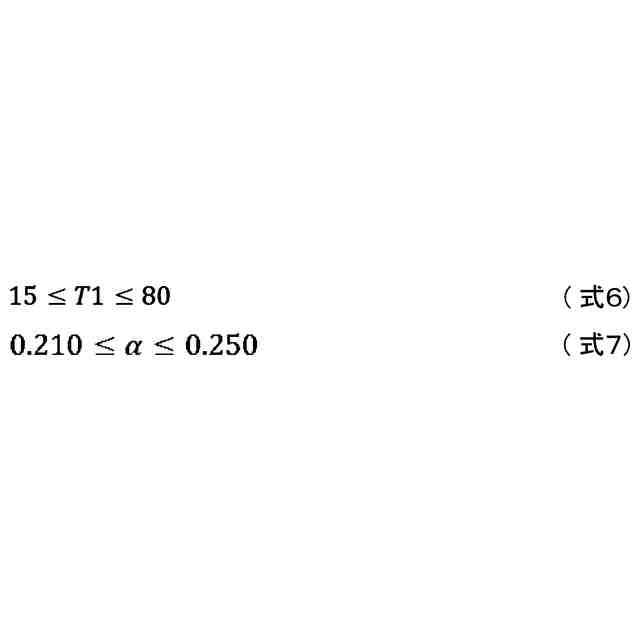
前記T1が式6を満たし、
前記αが式7を満たす
TIFF
2025022583000013.tif
21
170
ことを特徴とする請求項1に記載のスポット溶接継手の製造方法。
【請求項3】
前記スポット溶接が、前記第一通電時間と前記第二通電時間との間に、さらにクール時間を有する
ことを特徴とする請求項1又は2に記載のスポット溶接継手の製造方法。
【請求項4】
前記第一通電時間、及び前記第二通電時間における加圧力を一定にする
ことを特徴とする請求項1又は2に記載のスポット溶接継手の製造方法。
【請求項5】
通電が開始した時点から、α=0.210を式2に代入して得られる値の0.9倍まで電流値が上昇した時点までの長さである予熱時間を、50msec以下とする
ことを特徴とする請求項1又は2に記載のスポット溶接継手の製造方法。
【請求項6】
前記金属板を鋼板とする
ことを特徴とする請求項1又は2に記載のスポット溶接継手の製造方法。
【請求項7】
前記第一金属板を、引張強さ440MPa以下の軟鋼板とし、
前記第一金属板を除く前記金属板のうち1枚以上を、引張強さ980MPa以上の高強度鋼板とする
ことを特徴とする請求項6に記載のスポット溶接継手の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明はスポット溶接継手の製造方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
スポット溶接は、安価且つ迅速に金属板を接合することができる。そのため、スポット溶接は、例えば自動車ボディー部材の材料である高強度金属板の接合等、様々な用途で用いられている。
【0003】
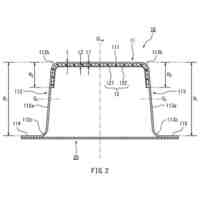
しかしながらスポット溶接によれば、板厚比が大きい板組を接合することが難しい。板厚比とは、板組の厚さを、板組の表面に配された金属板のうち薄い方の厚さで割った値である。スポット溶接によって形成されるナゲットは、板組の中央から表面に向かって成長する。板厚比が大きいほど、板組の表面の金属板が薄くなり、当該金属板までナゲットが成長しにくくなる。その結果、例えば図5に示されるように、板組の表面に配された薄板が他の金属板と接合されない現象、即ち接合不良が生じる。
【0004】
また、板組を構成する金属板が鋼板であり、且つ、その一部が高強度鋼板であった場合、接合不良が生じるおそれがさらに高まる。一般に、板厚比が大きい板組においては、スポット溶接継手の強度を担う厚板が高強度鋼板とされ、スポット溶接継手の外装を担う薄板は軟鋼とされる。軟鋼の合金元素含有量は、高強度鋼よりも小さい。従って軟鋼の電気抵抗値も、高強度鋼より小さい。軟鋼板と高強度鋼板とを組み合わせた板組をスポット溶接した場合、高強度鋼板の方が発熱しやすく、ナゲットは高強度鋼板の方に偏って成長する傾向にある。このことが、板組の表面に配された軟鋼板の接合不良を一層助長する。
【0005】
板厚比が5.0を超える板組は、難溶接板組と称される場合がある。難溶接板組において接合不良を抑制するために、様々な技術が提案されている。
【0006】
特許文献1には、複数枚の金属板を重ね合わせた板組みを抵抗スポット溶接により溶接接合し抵抗スポット溶接継手を製造するにあたり、前記板組みを、重ね合わせた2枚以上の厚板の少なくとも一方に薄板を重ね合わせた、板厚比が5以上の板組みとし、前記抵抗スポット溶接を第一段および第二段の二段階からなる溶接とし、該第二段の溶接が前記第一段の溶接に比べ、高加圧力、低電流又は同じ電流、長通電時間又は同じ通電時間の溶接とすることを特徴とする抵抗スポット溶接継手の製造方法が開示されている。
【0007】
特許文献2には、重ね合わせた2枚以上の厚金属板の一方に薄金属板を重ね合わせた板組みを一対の電極チップで挟み、抵抗スポット溶接により溶接接合するにあたり、前記一対の電極チップのうちの一方の、前記薄金属板に接する電極チップを先端が所定の曲率半径R1を有する曲面である電極チップとし、他方の前記厚金属板に接する電極チップを先端が平面又は前記薄金属板に接する電極チップの先端の曲率半径R1より大きな曲率半径を有する曲面である電極チップとし、前記抵抗スポット溶接を第一段および第二段の二段階からなる溶接とし、該第二段の溶接が前記第一段の溶接に比べ高加圧力の溶接とし、且つ、前記第二段の溶接の電流値を前記第一段の溶接の電流値以下とすることを特徴とする、抵抗スポット溶接方法が開示されている。
【先行技術文献】
【特許文献】
【0008】
特許第3922263号公報
特許第4543823号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
板厚比が大きい板組の接合不良を防止する方法の一つは、入熱量を増大させて、ナゲットの成長を促進することである。しかしながら、入熱量が大きいほど、散りが発生しやすくなる。散りとは、重ね抵抗溶接において,母材が局部的に過熱されて溶融飛散する現象又はその金属のことである。一般的に散りは、電極チップ及び接する母材の外表面に生じる表面散り、母材間に生じる中散り、及びナゲット内金属が表側に飛び出す表散りに分類される。
【0010】
特許文献1及び特許文献2に開示された溶接のいずれも、二段階からなる溶接とされており、一段目の溶接が低加圧力で行われている。このような溶接方法では、一段目の低加圧力溶接が散りを発生させやすいと考えられる。特に、板厚比が5.0以上であり且つ金属板の枚数が3枚以上である板組に、特許文献1及び特許文献2に開示された溶接方法を適用した場合、一段目の低加圧力溶接は、厚板界面で中散りを極めて発生させやすいと推定される。厚板界面とは、板組の表面に配された薄板以外の金属板同士の界面のことであり、図5に例示される板組においては、下から1番目及び2番目の金属板の界面のことである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
9日前
日本製鉄株式会社
構造部材
3日前
日本製鉄株式会社
電車線柱構造
9日前
日本製鉄株式会社
転炉精錬方法
1日前
日本製鉄株式会社
熱間圧延鋼材
8日前
日本製鉄株式会社
溶鉄の精錬方法
8日前
日本製鉄株式会社
コークスの製造方法
1日前
日本製鉄株式会社
スポット溶接用電極
12日前
日本製鉄株式会社
含炭塊成鉱の製造方法
11日前
日本製鉄株式会社
転がり疲労強度試験装置
3日前
日本製鉄株式会社
転がり疲労強度試験装置
3日前
日本製鉄株式会社
転がり疲労強度試験装置
3日前
日本製鉄株式会社
転がり疲労強度試験装置
3日前
日本製鉄株式会社
転がり疲労強度試験装置
3日前
日本製鉄株式会社
管状体及び管状体の製造方法
12日前
日本製鉄株式会社
チタン板およびその製造方法
17日前
日本製鉄株式会社
有視煙検知装置及び有視煙検知方法
5日前
日本製鉄株式会社
熱風炉の解体方法および熱風炉の築炉方法
17日前
日本製鉄株式会社
板材の平坦度測定方法および平坦度測定装置
1日前
日本製鉄株式会社
ドロス位置推定装置、及びドロス位置推定方法
9日前
日本製鉄株式会社
計画作成装置、計画作成方法、およびプログラム
1日前
日本製鉄株式会社
物流描画装置、物流描画処理方法及びプログラム
15日前
日本製鉄株式会社
異常判定装置、異常判定システム及び異常判定方法
9日前
日本製鉄株式会社
情報提供装置、情報提供方法及びコンピュータープログラム
9日前
日本製鉄株式会社
クランクシャフト用素形材及びクランクシャフト用素形材の製造方法
4日前
黒崎播磨株式会社
コークス炉用プレキャストブロック及びその製造方法
8日前
日本製鉄株式会社
スポット溶接継手の製造方法、スポット溶接装置、及びスポット溶接装置の制御プログラム
12日前
個人
スラッジ除去装置
2か月前
日東精工株式会社
ねじ締め装置
23日前
株式会社FUJI
工作機械
2か月前
個人
複合金属回転式ホーン
2か月前
有限会社 ナプラ
金属粒子
18日前
株式会社FUJI
工作機械
1か月前
株式会社ダイヘン
積層造形溶接方法
1か月前
トヨタ自動車株式会社
取付装置
2か月前
株式会社トーキン
溶接用トーチ
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ