TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025040010
公報種別
公開特許公報(A)
公開日
2025-03-24
出願番号
2023146642
出願日
2023-09-11
発明の名称
スポット溶接用電極
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B23K
11/11 20060101AFI20250314BHJP(工作機械;他に分類されない金属加工)
要約
【課題】スリーブに対する優れた絶縁性と熱伝導性を有し、板組の溶接変形を抑制することが可能なスポット溶接用電極を提供することを目的とする。
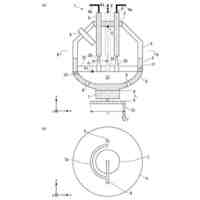
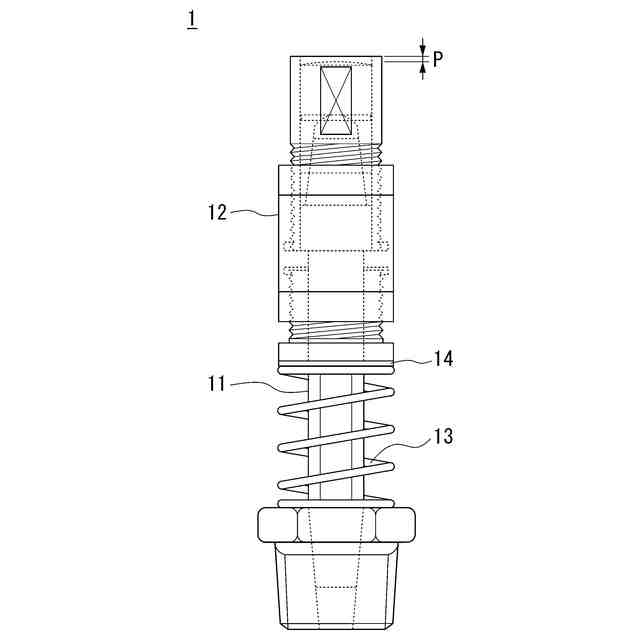
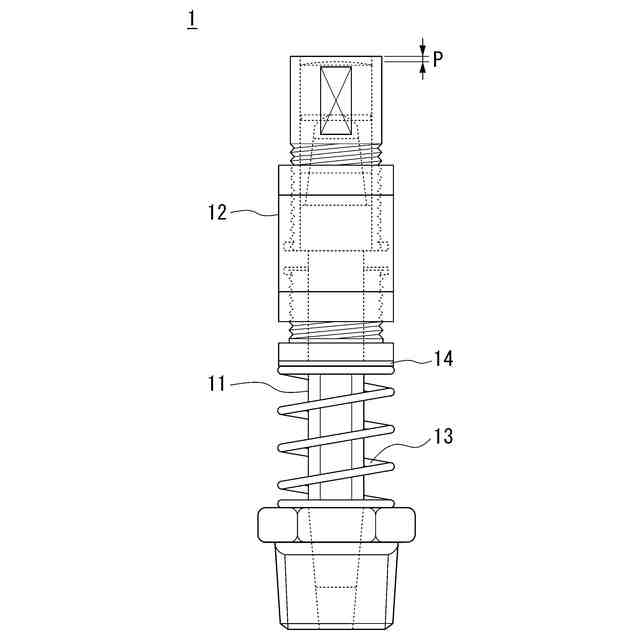
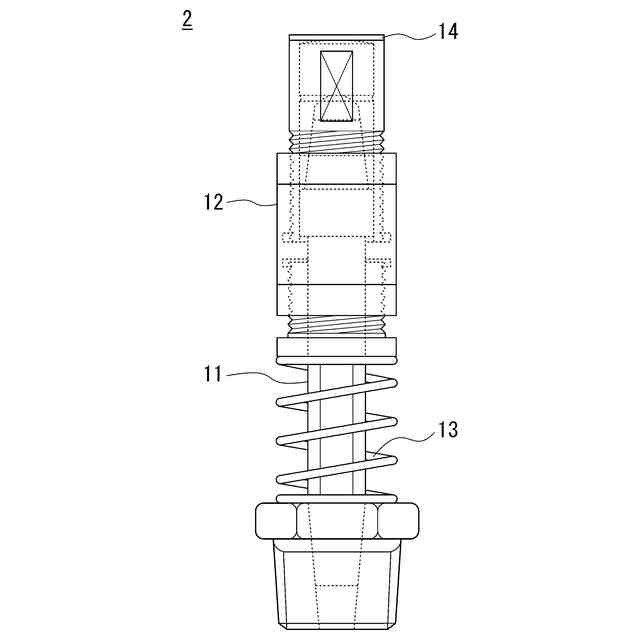
【解決手段】本発明の一態様に係るスポット溶接用電極は、鍔部を有するシャンク、シャンクの先端に装着された電極キャップ、及びシャンクの基端に装着されたアダプタを備える電極構造体と、シャンク及び電極キャップの外周に配され、内径が鍔部の外径よりも小さい縮径部を有し、シャンクの軸方向に、電極構造体に対して相対移動可能なスリーブ構造体と、シャンクの外周においてアダプタとスリーブ構造体の間に配され、スリーブ構造体を先端方向に付勢する弾性体と、電極構造体とスリーブ構造体とを絶縁する絶縁部材と、を備え、縮径部は、鍔部よりも基端側に配されており、先端方向に付勢されたスリーブ構造体における縮径部は、鍔部と接触可能である。
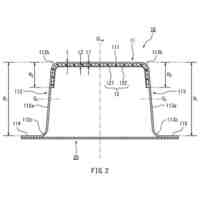
【選択図】図1
特許請求の範囲
【請求項1】
スポット溶接用の電極であって、
鍔部を有するシャンク、前記シャンクの先端に装着された電極キャップ、及び前記シャンクの基端に装着されたアダプタを備える電極構造体と、
前記シャンク及び前記電極キャップの外周に配され、内径が前記鍔部の外径よりも小さい縮径部を有し、前記シャンクの軸方向に、前記電極構造体に対して相対移動可能なスリーブ構造体と、
前記シャンクの外周において前記アダプタと前記スリーブ構造体の間に配され、前記スリーブ構造体を前記先端方向に付勢する弾性体と、
前記電極構造体と前記スリーブ構造体とを絶縁する絶縁部材と、を備え、
前記縮径部は、前記鍔部よりも前記基端側に配されており、
前記先端方向に付勢された前記スリーブ構造体における前記縮径部は、前記鍔部と当接可能である、スポット溶接用電極。
続きを表示(約 900 文字)
【請求項2】
前記絶縁部材が、前記スリーブ構造体と、前記弾性体との間に配された、請求項1に記載のスポット溶接用電極。
【請求項3】
前記絶縁部材が、前記スリーブ構造体の先端面に配された、請求項1に記載のスポット溶接用電極。
【請求項4】
前記絶縁部材が、前記アダプタと、前記弾性体との間に配された、請求項1に記載のスポット溶接用電極。
【請求項5】
前記絶縁部材とは異なる絶縁部材が、前記シャンク及び前記電極キャップと、前記スリーブ構造体との間に配された、請求項1~4のいずれか一項に記載のスポット溶接用電極。
【請求項6】
前記スリーブ構造体は、第1スリーブ、前記第1スリーブの基端と螺合したスリーブベース、及び前記スリーブベースの基端と螺合した第2スリーブを少なくとも備え、
前記第1スリーブ、前記スリーブベース、及び前記第2スリーブのうちの少なくともいずれかの電気抵抗率が500nΩ・m以上である、請求項1~4のいずれか一項に記載のスポット溶接用電極。
【請求項7】
スポット溶接用の電極であって、
鍔部を有するシャンク、前記シャンクの先端に装着された電極キャップ、及び前記シャンクの基端に装着されたアダプタを備える電極構造体と、
前記シャンク及び前記電極キャップの外周に配され、内径が前記鍔部の外径よりも小さい縮径部を有し、前記シャンクの軸方向に、前記電極構造体に対して相対移動可能なスリーブ構造体と、
前記シャンクの外周において前記アダプタと前記スリーブ構造体の間に配され、前記スリーブ構造体を前記先端方向に付勢する弾性体と、を備え、
前記スリーブ構造体の一部又は前記弾性体が絶縁材料を含み、
前記スリーブ構造体又は前記弾性体が、前記スリーブ構造体と前記電極構造体とを絶縁し、
前記縮径部は、前記鍔部よりも前記基端側に配されており、
前記先端方向に付勢された前記スリーブ構造体における前記縮径部は、前記鍔部と接触可能である、スポット溶接用電極。
発明の詳細な説明
【技術分野】
【0001】
本発明は、スポット溶接用電極に関する。
続きを表示(約 3,300 文字)
【背景技術】
【0002】
スポット溶接は、水冷された一対の電極で複数の金属板(板組)を挟み、当該一対の電極で板組を加圧した状態で通電し、電極で挟まれた部分を溶融して重ねられた複数の金属板を接合する溶接方法である。一対の電極により加圧された複数の金属板は、加圧された部分が密着して金属板間の接触抵抗が下がり、電流を通しやすくなる。すなわち電流が集中しやすい状態となる。この状態で通電すると、一対の電極間に配された板組部分はジュール発熱して熱膨張する。熱膨張した部分の周囲には僅かな隙間が形成され、熱膨張した部分にさらに電流集中を促すことになる。そして溶融部が形成され、徐々に溶融部が成長する。所定時間の通電が終了すると、溶融部が凝固してナゲットが形成され、当該ナゲットにより金属板同士が接合される。同時に電極は軟化した金属板に押し込まれてナゲット周囲の各金属板間の隙間を大きくする。重ねられた金属板の枚数が多くても、それぞれの金属板間には隙間が形成される。そして重ねられた金属板の枚数が多くなるほど、隙間の合計が大きくなるとともに、各隙間の大きさにばらつきが生じることが多い。その結果、溶接部にはいびつな溶接変形が生じることになる。
【0003】
溶接変形防止のために、電極と同軸に配置され、軸方向に沿って摺動する筒状のスリーブによって溶接点の周囲を加圧して溶接部の変形を拘束する技術がある。スリーブにより加圧された複数の金属板は、電極周辺でも同心円状に接触する。そして、一対の電極間に配された板組部分の接触抵抗以外に、スリーブにより接触した部分においても接触抵抗が低下する。スリーブに給電能力がある場合、この状態で通電されると、スリーブからも板組に電流が流れる。これにより、一対の電極により加圧された部分への電流集中が阻害され、電流密度が低下するとともに、発熱部が広がってしまう。金属板の重ね枚数が多いと、重ね方向の発熱密度分布も不均一となる。この現象は、溶接変形を小さくするために電極先端の先端曲率半径を大きくすると、より顕著となる。その結果、一対の電極間に配された板組部分において、溶融部が重ね方向に均等に形成されなくなる。
【0004】
スリーブへ給電することなく、ナゲットの周囲に生じる金属板間の隙間を抑制するための技術として、例えば特許文献1には、積み重ねられた複数の金属板を含む板組の抵抗スポット溶接に用いられる複合電極であって、当該複合電極は、先端面が前記板組に接触して押し付けられる中空の棒状の電極体と、前記電極体が挿入される貫通穴を有し、先端面が前記板組に接触して押し付けられる剛体であって、前記電極体に対して電気的に接続されていない、導電体を含む剛体と、前記剛体の後端に連結され、前記板組への前記電極体及び前記剛体の押付けに伴って、前記剛体に押付け圧力を加える弾性体と、を備え、前記電極体の前記先端面の外周縁と前記剛体の前記先端面の内周縁との間隔が0.3mm以上7mm以下である、複合電極が開示されている。特許文献1に記載の複合電極には、電極体と剛体が直接的または間接的に接続し得る領域に、エンジニアリングプラスチック等の絶縁体が配置されている。剛体の材質は、溶接対象の板組よりも高い電気伝導率を有する。このような特許文献1に記載の技術によれば、剛体が板組を加圧するため、ナゲットの周囲に生じる金属板間の隙間を抑制できるとされている。
【先行技術文献】
【特許文献】
【0005】
国際公開第2015/045351号
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に記載の電極に配置されている絶縁体は、剛体よりも熱伝導率が小さい。そのため、スポット溶接を繰り返すと剛体の温度が上昇し、剛体の耐久性が十分でない場合があり、特許文献1に記載の技術には改善の余地がある。
【0007】
本発明は、上記事情に鑑みてなされたものであり、スリーブに対する優れた絶縁性と熱伝導性を有し、板組の溶接変形を抑制することが可能なスポット溶接用電極を提供することを目的とする。
【課題を解決するための手段】
【0008】
通常、電極はその内部に流れる冷却水により水冷される。スリーブを当該冷却水で間接的にではあるが水冷するにはスリーブと電極とを物理的に接触させる必要がある。このとき熱伝導路は電気伝導路としても機能することになる。しかしながら、本発明者らは、スポット溶接において、スリーブ及び電極を板組に押し付けていない状態(待機状態)にのみ熱伝導路を確保してスリーブを間接水冷することに想到し、本発明をするに至った。
【0009】
本発明の要旨は以下の通りである。
(1)本発明の一態様に係るスポット溶接用電極は、スポット溶接用の電極であって、鍔部を有するシャンク、上記シャンクの先端に装着された電極キャップ、及び上記シャンクの基端に装着されたアダプタを備える電極構造体と、上記シャンク及び上記電極キャップの外周に配され、内径が上記鍔部の外径よりも小さい縮径部を有し、上記シャンクの軸方向に、上記電極構造体に対して相対移動可能なスリーブ構造体と、上記シャンクの外周において上記アダプタと上記スリーブ構造体の間に配され、上記スリーブ構造体を上記先端方向に付勢する弾性体と、上記電極構造体と上記スリーブ構造体とを絶縁する絶縁部材と、を備え、上記縮径部は、上記鍔部よりも上記基端側に配されており、上記先端方向に付勢された上記スリーブ構造体における上記縮径部は、上記鍔部と当接可能である。
(2)上記(1)に記載のスポット溶接用電極では、上記絶縁部材が、上記スリーブ構造体と、上記弾性体との間に配されていてもよい。
(3)上記(1)に記載のスポット溶接用電極では、上記絶縁部材が、上記スリーブ構造体の先端面に配されていてもよい。
(4)上記(1)に記載のスポット溶接用電極では、上記絶縁部材が、上記アダプタと、上記弾性体との間に配されていてもよい。
(5)上記(1)~(4)のいずれかに記載のスポット溶接用電極では、上記絶縁部材とは異なる絶縁部材が、上記シャンク及び上記電極キャップと、上記スリーブ構造体との間に配されていてもよい。
(6)上記(1)~(5)のいずれかに記載のスポット溶接用電極では、上記スリーブ構造体は、第1スリーブ、上記第1のスリーブの基端と螺合したスリーブベース、及び上記スリーブベースの基端と螺合した第2スリーブを少なくとも備え、上記第1スリーブ、上記スリーブベース、及び上記第2スリーブのうちの少なくともいずれかの電気抵抗率が500nΩ・m以上であってもよい。
【0010】
(7)また、本発明の別の態様に係るスポット溶接用電極は、スポット溶接用の電極であって、鍔部を有するシャンク、上記シャンクの先端に装着された電極キャップ、及び上記シャンクの基端に装着されたアダプタを備える電極構造体と、上記シャンク及び上記電極キャップの外周に配され、内径が上記鍔部の外径よりも小さい縮径部を有し、上記シャンクの軸方向に、上記電極構造体に対して相対移動可能なスリーブ構造体と、上記シャンクの外周において上記アダプタと上記スリーブ構造体の間に配され、上記スリーブ構造体を上記先端方向に付勢する弾性体と、を備え、上記スリーブ構造体の一部又は上記弾性体が絶縁材料を含み、上記スリーブ構造体又は上記弾性体が、上記スリーブ構造体と上記電極構造体とを絶縁し、上記縮径部は、上記鍔部よりも上記基端側に配されており、上記先端方向に付勢された上記スリーブ構造体における上記縮径部は、上記鍔部と接触可能である。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
18日前
日本製鉄株式会社
部品
4日前
日本製鉄株式会社
鋼材
12日前
日本製鉄株式会社
鋼材
12日前
日本製鉄株式会社
溶接継手
3日前
日本製鉄株式会社
構造部材
25日前
日本製鉄株式会社
表面処理鋼材
4日前
日本製鉄株式会社
鋼の製造方法
12日前
日本製鉄株式会社
捻回試験装置
4日前
日本製鉄株式会社
柱梁接合構造
13日前
日本製鉄株式会社
転炉精錬方法
23日前
日本製鉄株式会社
多角形筒形構造
12日前
日本製鉄株式会社
コークスの製造方法
23日前
日本製鉄株式会社
コイルばねの製造方法
13日前
日本製鉄株式会社
ラインパイプ用電縫鋼管
13日前
日本製鉄株式会社
高力ボルト摩擦接合構造
12日前
日本製鉄株式会社
素形材及びその製造方法
4日前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
5日前
日本製鉄株式会社
ハット形鋼矢板の製造方法
18日前
日本製鉄株式会社
試験システム及び試験方法
17日前
日本製鉄株式会社
鉄鉱石の還元気化脱リン方法
18日前
日本製鉄株式会社
転炉の吹錬終了温度設定方法
13日前
日本製鉄株式会社
鉄鉱石の還元気化脱リン方法
18日前
日本製鉄株式会社
応力分布測定方法及びプログラム
18日前
日本製鉄株式会社
応力分布測定方法及びプログラム
18日前
日本製鉄株式会社
溶接継手の応力拡大係数推定方法
10日前
日本製鉄株式会社
回転機械の異常診断支援方法及び装置
18日前
日本製鉄株式会社
直流電気炉の設計方法および直流電気炉
20日前
日本製鉄株式会社
直流電気炉および直流電気炉の設計方法
20日前
日本製鉄株式会社
炭素鋼鋳片、および炭素鋼鋳片の製造方法
4日前
日本製鉄株式会社
板材の平坦度測定方法および平坦度測定装置
23日前
日本製鉄株式会社
計画作成装置、計画作成方法、およびプログラム
23日前
日本製鉄株式会社
コイルばねの製造方法及びコイルばねの加工装置
13日前
日本製鉄株式会社
計画立案装置、計画立案方法及び制御プログラム
18日前
日本製鉄株式会社
下地部材、面材接合体、屋根パネル及び壁パネル
11日前
日本製鉄株式会社
異常検知装置、異常検知方法、および、プログラム
4日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ