TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025052687
公報種別
公開特許公報(A)
公開日
2025-04-07
出願番号
2023161524
出願日
2023-09-25
発明の名称
直流電気炉の設計方法および直流電気炉
出願人
日本製鉄株式会社
代理人
弁理士法人樹之下知的財産事務所
主分類
F27B
3/10 20060101AFI20250328BHJP(炉,キルン,窯;レトルト)
要約
【課題】溶鉄よりも比重が小さく、湯面に浮上しやすいDRIおよびHBI等の還元鉄材を、効率よく短時間で溶解させることが可能な直流電気炉の設計方法および直流電気炉を提供すること。
【解決手段】本発明に係る直流電気炉の設計方法は、炉底ケーブルから炉底までの距離L、上記炉底ケーブルの巻き直径r、上記炉底ケーブルの巻き数Tの関係式(i)、(ii)における係数a、b、c、dおよびeを、上記炉底ケーブルから炉底までの距離と上記炉底ケーブルの巻き直径と上記炉底ケーブルの巻き数とを変動させたときの溶鉄の流動を評価するシミュレーションに基づいて算出するステップと、関係式(i)、(ii)および算出された係数a、b、c、dおよびeを用いて、少なくとも上記炉底ケーブルの巻き数Tを最適化するステップを含む。
T≧(a/V
0
)
b
・・・(i)
V
0
=cL+dr+e ・・・(ii)
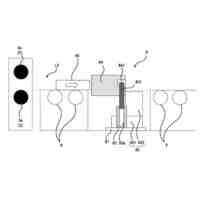
【選択図】図1
特許請求の範囲
【請求項1】
3本の上部電極と、
炉体の底部に設けられた炉底電極と、
前記炉底電極に接続され、前記炉底電極を周回する1本の炉底ケーブルと、
前記炉体の側面または上面に設けられ、少なくともDRIまたはHBIを含む原料を炉内に投入する原料投入管と、
を備える直流電気炉において、
前記3本の上部電極は、それぞれの電極の中心を結んだ形状が正三角形となるように設けられており、
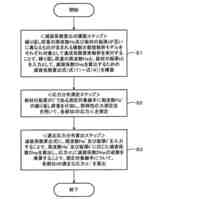
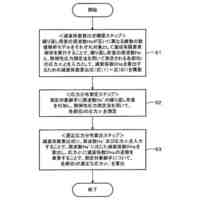
前記炉底ケーブルから前記直流電気炉の炉底までの距離L、前記炉底ケーブルの巻き直径r、前記炉底ケーブルの巻き数Tの関係式(i)、(ii)における係数a、b、c、dおよびeを、前記炉底ケーブルから前記直流電気炉の炉底までの距離と前記炉底ケーブルの巻き直径と前記炉底ケーブルの巻き数とを変動させたときの溶鉄の流動を評価するシミュレーションに基づいて算出するステップと、
関係式(i)、(ii)および前記算出された係数a、b、c、dおよびeを用いて、少なくとも前記炉底ケーブルの巻き数Tを最適化するステップと、を含む直流電気炉の設計方法。
T≧(a/V
0
)
b
・・・(i)
V
0
=cL+dr+e ・・・(ii)
続きを表示(約 530 文字)
【請求項2】
3本の上部電極と、
炉体の底部に設けられた炉底電極と、
前記炉底電極に接続され、前記炉底電極を周回する1本の炉底ケーブルと、
前記炉体の側面または上面に設けられ、少なくともDRIまたはHBIを含む原料を炉内に投入する原料投入管と、
を備える直流電気炉において、
前記3本の上部電極は、それぞれの電極の中心を結んだ形状が正三角形となるように設けられており、
前記炉底ケーブルから前記直流電気炉の炉底までの距離L(m)、前記炉底ケーブルの巻き直径r(m)、前記炉底ケーブルの巻き数Tが、関係式(iii)および(iv)を満たす、直流電気炉。
T≧(0.7/1.39V
0
)
2.08
・・・(iii)
V
0
=-0.605L-0.032r+2.0 ・・・(iv)
ただし、1.25≦L≦2.5、4.5≦r≦7.5とする。
【請求項3】
前記原料投入管は、前記HBIまたは前記DRIが溶鉄の湯面において炉中心から3.89m以内の位置に投入されるように設けられている、
請求項2に記載の直流電気炉。
発明の詳細な説明
【技術分野】
【0001】
本発明は、直流電気炉の設計方法および直流電気炉に関する。
続きを表示(約 3,300 文字)
【背景技術】
【0002】
高炉法で製造される鉄源は、鉄鉱石をコークスで還元して製造するため、CO
2
発生量が多い。CO
2
発生量削減を図る手段として、電気炉で鉄スクラップやDRI(Direct Reduced Iron)等を溶解して溶銑を製造し、既存の転炉を中心とする製鋼プロセスを利用して溶鋼を製造する方法がある。溶解は、電気炉内に設けられた上部電極から溶鉄の表面にかけて生じるアークによって行われる。
【0003】
直流電気炉において、炉底電極からのケーブルに流れる電流に起因する磁場により、アークが偏向することが知られている。この対策として、炉底電極の周囲に、巻き線が周回するように磁場発生コイルを設けて、アーク発生電極軸に回転対称な成分を有する直流磁場を発生させる。その結果、アークが炉心を軸として回転することから、どの方向への熱負荷も均一化でき、均等溶解を実現する技術が開示されている(特許文献1)。また、炉底の周囲にまかれたコイルにより、アーク発生領域において、磁束密度の鉛直成分を90ガウス以上、水平成分を30ガウス以下とすることによってアークの偏向を抑制する技術が開示されている(特許文献2)。
【先行技術文献】
【特許文献】
【0004】
特開平3-140791号公報
特開平6-34279号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
直接還元鉄は、鉄鉱石を水素などの還元性のガスにより、鉄鉱石または鉄鉱石ペレットを直接還元したものであり、DRIと呼ばれる。また、還元処理後のDRIを熱間で圧縮成形したものは、HBI(Hot Briquetted Iron)と呼ばれる。DRIの見掛け比重は3500kg/m
3
程度であり、HBIの見掛け比重は5000から5500kg/m
3
程度である。溶鉄の比重は7000kg/m
3
程度であるため、DRIおよびHBIのいずれも溶鉄より軽く、湯面に浮上する。
【0006】
特許文献1および2において開示された技術では、溶鉄中に沈殿しているスクラップを効率的に加熱するため、スクラップ近傍の溶鉄を攪拌しやすくできる。しかしながら、還元鉄を用いる場合は、溶鉄よりも比重が小さく、湯面に浮上しているDRIおよびHBIを、より効率よく短時間で溶解させる必要がある。
【0007】
そこで、本発明は、電極を3本用いる場合において、溶鉄よりも比重が小さく、湯面に浮上しやすいDRIおよびHBI等の還元鉄材を、より効率よく短時間で溶解させることが可能な直流電気炉の設計方法および直流電気炉を提供することを目的とする。
【課題を解決するための手段】
【0008】
[1]3本の上部電極と、炉体の底部に設けられた炉底電極と、上記炉底電極に接続され、上記炉底電極を周回する1本の炉底ケーブルと、上記炉体の側面または上面に設けられ、少なくともDRIまたはHBIを含む原料を炉内に投入する原料投入管と、を備える直流電気炉において、上記3本の上部電極は、それぞれの電極の中心を結んだ形状が正三角形となるように設けられており、上記炉底ケーブルから上記直流電気炉の炉底までの距離L、上記炉底ケーブルの巻き直径r、上記炉底ケーブルの巻き数Tの関係式(i)、(ii)における係数a、b、c、dおよびeを、上記炉底ケーブルから上記直流電気炉の炉底までの距離と上記炉底ケーブルの巻き直径と上記炉底ケーブルの巻き数とを変動させたときの溶鉄の流動を評価するシミュレーションに基づいて算出するステップと、関係式(i)、(ii)および上記算出された係数a、b、c、dおよびeを用いて、少なくとも上記炉底ケーブルの巻き数Tを最適化するステップと、を含む直流電気炉の設計方法。
T≧(a/V
0
)
b
・・・(i)
V
0
=cL+dr+e ・・・(ii)
[2]3本の上部電極と、炉体の底部に設けられた炉底電極と、上記炉底電極に接続され、上記炉底電極を周回する1本の炉底ケーブルと、上記炉体の側面または上面に設けられ、少なくともDRIまたはHBIを含む原料を炉内に投入する原料投入管と、を備える直流電気炉において、上記3本の上部電極は、それぞれの電極の中心を結んだ形状が正三角形となるように設けられており、上記炉底ケーブルから上記直流電気炉の炉底までの距離L(m)、上記炉底ケーブルの巻き直径r(m)、上記炉底ケーブルの巻き数Tが、関係式(iii)および(iv)を満たす、直流電気炉。
T≧(0.7/1.39V
0
)
2.08
・・・(iii)
V
0
=-0.605L-0.032r+2.0 ・・・(iv)
ただし、1.25≦L≦2.5、4.5≦r≦7.5とする。
[3]上記原料投入管は、上記HBIまたは上記DRIが溶鉄の湯面において炉中心から3.89m以内の位置に投入されるように設けられている、[2]に記載の直流電気炉。
【発明の効果】
【0009】
上記の構成によれば、溶鉄を回転攪拌させることにより、HBIおよびDRI等の還元鉄材が炉内の高温領域である炉中心付近に移動しやすくなる。そのため、溶鉄よりも比重が小さく、湯面に浮上しやすいDRIおよびHBI等の還元鉄材を、より効率よく短時間で溶解させることが可能となる。
【図面の簡単な説明】
【0010】
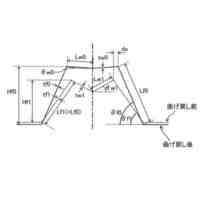
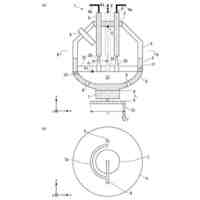
本発明の一実施形態に係る直流電気炉の構造を示す図である。
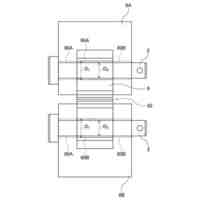
図1に示した直流電気炉のII-II線断面図である。
図1に示す直流電気炉においてシミュレートされた、上部電極から放出されたアークの温度分布を示す図である。
本発明の一実施形態に係る直流電気炉において、上部電極から放出されたアークに作用する引力を説明するための図である。
本発明の一実施形態に係る直流電気炉において、電磁場解析によるローレンツ力密度の分布を示した図である。
図5に示したローレンツ力密度の分布に基づいて、溶鉄の流動を解析した結果を示す図である。
本発明の一実施形態に係る直流電気炉において、炉底電極に接続された炉底ケーブルに流れる電流によって溶鉄に発生する電磁力について説明するための図である。
本発明の一実施形態に係る直流電気炉において、炉底電極に炉底ケーブルが接続された場合の電磁場解析の結果を示す図である。
図8に示したローレンツ力密度分布に基づいて、溶鉄の流動を解析した結果を示す図である。
炉底電極に炉底ケーブルを接続しない直流電気炉における、HBIの軌跡の算出結果を示す図である。
本発明の一実施形態に係る直流電気炉において、炉底電極に接続した炉底ケーブルの巻き数が0.25である場合のHBIの軌跡の算出結果を示す図である。
本発明の一実施形態に係る直流電気炉において、炉底電極に接続した炉底ケーブルの巻き数が0.5である場合のHBIの軌跡の算出結果を示す図である。
本発明の一実施形態に係る直流電気炉において、HBIが投入後に上部電極の直下に到達する時間を評価した結果を示すグラフである。
本発明の一実施形態に係る直流電気炉において、HBIが投入後に上部電極の直下に到達する時間を評価した結果を示すグラフである。
本発明の一実施形態に係る直流電気炉において、炉底ケーブルの巻き数および溶鉄の回転流速の関係を示すグラフである。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
19日前
日本製鉄株式会社
鋼材
13日前
日本製鉄株式会社
部品
5日前
日本製鉄株式会社
鋼材
13日前
日本製鉄株式会社
溶接継手
4日前
日本製鉄株式会社
捻回試験装置
5日前
日本製鉄株式会社
柱梁接合構造
14日前
日本製鉄株式会社
表面処理鋼材
5日前
日本製鉄株式会社
鋼の製造方法
13日前
日本製鉄株式会社
多角形筒形構造
13日前
日本製鉄株式会社
焼結鉱の製造方法
今日
日本製鉄株式会社
焼結鉱の製造方法
今日
日本製鉄株式会社
焼結鉱の製造方法
今日
日本製鉄株式会社
コイルばねの製造方法
14日前
日本製鉄株式会社
固定具および固定構造
今日
日本製鉄株式会社
ラインパイプ用電縫鋼管
14日前
日本製鉄株式会社
高力ボルト摩擦接合構造
13日前
日本製鉄株式会社
素形材及びその製造方法
5日前
日本製鉄株式会社
ハット形鋼矢板の製造方法
19日前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
6日前
日本製鉄株式会社
試験システム及び試験方法
18日前
日本製鉄株式会社
鉄鉱石の還元気化脱リン方法
19日前
日本製鉄株式会社
鉄鉱石の還元気化脱リン方法
19日前
日本製鉄株式会社
転炉の吹錬終了温度設定方法
14日前
日本製鉄株式会社
応力分布測定方法及びプログラム
19日前
日本製鉄株式会社
応力分布測定方法及びプログラム
19日前
日本製鉄株式会社
溶接継手の応力拡大係数推定方法
11日前
日本製鉄株式会社
回転機械の異常診断支援方法及び装置
19日前
日本製鉄株式会社
直流電気炉の設計方法および直流電気炉
21日前
日本製鉄株式会社
直流電気炉および直流電気炉の設計方法
21日前
日本製鉄株式会社
炭素鋼鋳片、および炭素鋼鋳片の製造方法
5日前
日本製鉄株式会社
コイルばねの製造方法及びコイルばねの加工装置
14日前
日本製鉄株式会社
計画立案装置、計画立案方法及び制御プログラム
19日前
日本製鉄株式会社
下地部材、面材接合体、屋根パネル及び壁パネル
12日前
日本製鉄株式会社
異常検知装置、異常検知方法、および、プログラム
5日前
日本製鉄株式会社
連続鋳造設備、及び、連続鋳造設備の操業整備方法。
14日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ