TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025051073
公報種別
公開特許公報(A)
公開日
2025-04-04
出願番号
2023159983
出願日
2023-09-25
発明の名称
板材の平坦度測定方法および平坦度測定装置
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
G01B
11/24 20060101AFI20250328BHJP(測定;試験)
要約
【課題】複数のLEDを用いることなく、ハレーションを抑制でき、安価に板材の平坦度測定方法および平坦度測定装置を提供する。
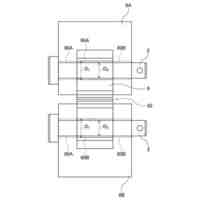
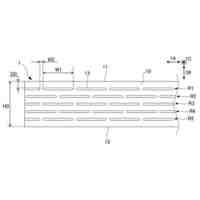
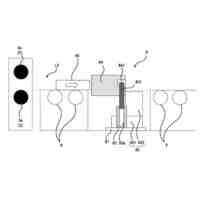
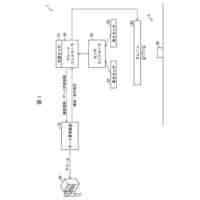
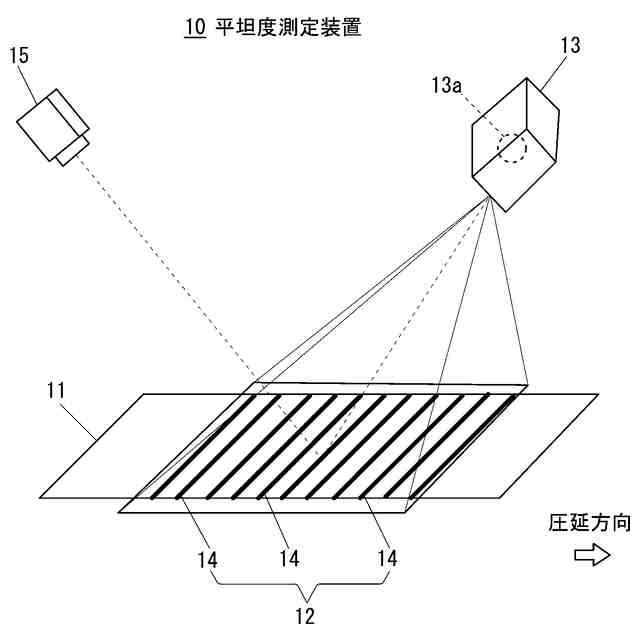
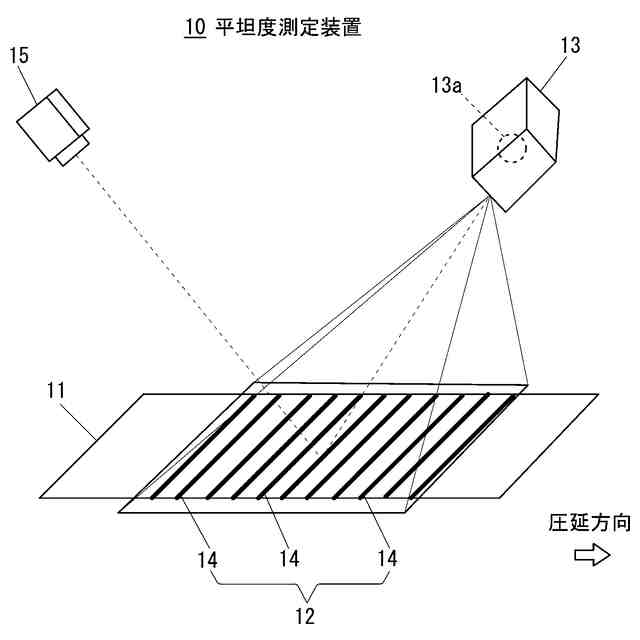
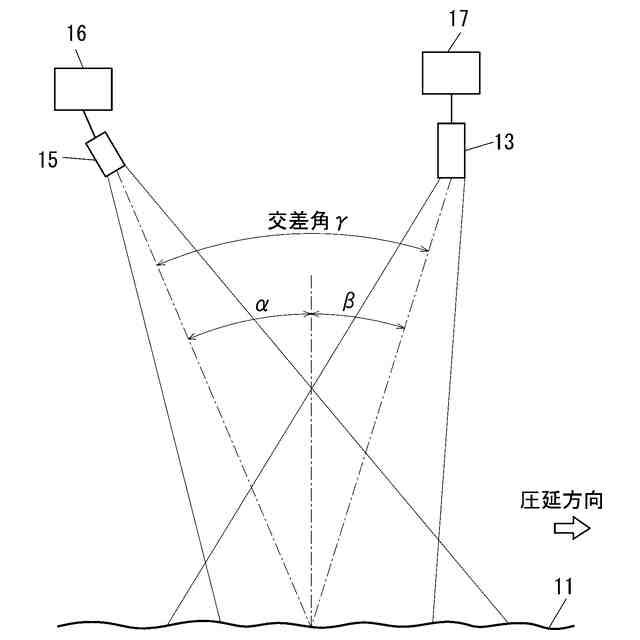
【解決手段】単一の光源13aを有し、スライド上に描写された平行な複数の線14からなる線状パターン12を鋼板11の表面に投影する投影機13と、鋼板11に投影された線状パターンを撮影するカメラ15とを備え、カメラ15により撮影した線状パターン12の画像を解析して鋼板11の平坦度を測定するに際し、光源13aから照射された光が鋼板11により正反射してカメラ15に到達する際に、光が通過する箇所に陰影をつけたスライドを用いて平坦度を測定する。
【選択図】図1
特許請求の範囲
【請求項1】
単一の光源を有し、スライド上に描写された平行な複数の線からなる線状パターンを板材の表面に投影する投影機と、
前記板材に投影された線状パターンを撮影するカメラとを備え、
前記カメラにより撮影した前記線状パターンの画像を解析して前記板材の平坦度を測定する板材の平坦度測定方法であって、
前記光源から照射された光が前記板材により正反射して前記カメラに到達する際に、光が通過する箇所に陰影をつけたスライドを用いて平坦度を測定することを特徴とする板材の平坦度測定方法。
続きを表示(約 220 文字)
【請求項2】
ライン上流からライン下流に向けて流れる帯状の板材について平坦度の測定を行うことを特徴とする請求項1に記載の板材の平坦度測定方法。
【請求項3】
平行な複数の線からなる線状パターンを板材の表面に投影する投影機と、
前記板材に投影された線状パターンを撮影するカメラとを備え、
請求項1または2に記載の板材の平坦度測定方法により、前記板材の平坦度を測定することを特徴とする板材の平坦度測定装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、線状パターンを板材に投影して撮影した画像から平坦度を測定する板材の平坦度測定方法および平坦度測定装置に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
様々な工業製品の素材となる板材には工業製品の品質確保の観点から一定の平坦度が求められる。
例えば、板材の一つである熱延鋼板の製造では、スラブを加熱炉で加熱した後、粗圧延機、仕上圧延機、冷却装置の各装置に通過させ、最終的にダウンコイラーでのコイル状に巻き取ることが行われる。熱延鋼板の平坦度は、主として仕上圧延機および冷却装置における製造条件により決まる。このため、仕上圧延機の出側および冷却装置の出側に平坦度計を設置し、測定した平坦度から仕上圧延機または冷却装置をフィードバック制御して、平坦度を確保することが行われている。
このようなことを行うには平坦度の測定が重要となることから平坦度の測定に関する発明も多数されている。
【0003】
例えば、特許文献1には、平行な複数の線からなる線状パターンを投影機により板材の表面に投影し、この線状パターンを複数のカメラで撮影して画像解析を行うことで板材の平坦度を測定する平坦度測定方法の発明が開示されている。
しかしながら、この発明のように投影機により線状パターンを投影する場合、板材からの正反射光がカメラに直接映り込む場合には、いわゆるハレーションが生じ線状パターンを十分に捉えることができず画像解析が困難となる。
【0004】
そこで、特許文献2には、投影機(メタルハライドランプ)の代わりに複数のLEDを具備するLED光源を用い、LED光源から放出される光により、板材の表面の明暗パターンを投影するとともに、正反射する部分だけLEDの出力を低下させてハレーションを抑制して板材の平坦度を測定する平坦度測定方法の発明が開示されている。
【先行技術文献】
【特許文献】
【0005】
特開2008-58036号公報
国際公開第2011/145168号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上述のように平坦度測定を行う際に、複数のLED光源を用いるとともに、LEDの出力調整を行えば、ハレーションを抑制することができる。
しかし、LEDは高価であり複数のLEDを用意するとなると費用的な問題が生じる。
加えてハレーションが生じる位置(正反射する部分)に相当する箇所の光量を低減させるためには、個々のLEDの光量をそれぞれ微調整する必要もあり、LED光源全体を制御することには一定の困難性を伴う。
【0007】
LEDは高価であり、複数のLEDを平坦度の測定装置に使用した場合には、装置全体が高額となり好ましくない。また、LEDの光量を制御するにしても制御装置が必要となり、この制御装置のためさらに装置全体が高額なものとなる。
そこで、本発明者らは、安価に板材の平坦度を測定するため、複数のLEDを用いずに平坦度を測定する方法について思案した。
【0008】
複数のLEDを用いずに平坦度を測定する方法としては、上述のような特許文献1に記載の発明がある。この発明では、石英ガラス基板上にCrの蒸着により線状パターンを生成してなるスライドに、メタルハライドランプを単一の光源として光を当てて、鋼板上に線状パターンを投影する(特許文献1の段落0107参照)。
単一の光源を使用した場合、その中心の光量が一番大きく、中心から離れた周辺部分の光量は小さくなる。光源の出力を大きくすれば、光量も大きくなり、光が鋼板から正反射する位置でハレーションが生じる。光源の出力を下げれば、ハレーションは抑制できるが、周辺部分での光量も小さくなるため、反射光をカメラで捉らえづらくなり、板材の平坦度を測定できなくなる。
【0009】
そこで、本発明者らは、単一の光源を用いて平坦度を測定するのであれば、逆に線状パターンが形成されたスライド側を工夫し、ハレーションの発生を抑制することを考えた。
具体的には、投影する線状パターンが描かれた物理的なスライドの下地の色調を調整することでハレーションを抑制する。また、物理的なスライドではなくPC上で形成したソフトスライドの背景の色調を調整することでハレーションを抑制するようにしてもよい。
このようにハレーションを抑制できれば、線状パターンをカメラで明確に捉えることができ、画像処理により平坦度を容易に測定できる。
【0010】
本発明は前記知見に基づいてなされたもので、複数のLEDを用いることなく、ハレーションを抑制でき、安価に板材の平坦度測定方法および平坦度測定装置を提供することを目的とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
12日前
日本製鉄株式会社
鋼材
18日前
日本製鉄株式会社
部品
4日前
日本製鉄株式会社
鋼材
12日前
日本製鉄株式会社
溶接継手
3日前
日本製鉄株式会社
捻回試験装置
4日前
日本製鉄株式会社
鋼の製造方法
12日前
日本製鉄株式会社
柱梁接合構造
13日前
日本製鉄株式会社
表面処理鋼材
4日前
日本製鉄株式会社
多角形筒形構造
12日前
日本製鉄株式会社
コイルばねの製造方法
13日前
日本製鉄株式会社
素形材及びその製造方法
4日前
日本製鉄株式会社
高力ボルト摩擦接合構造
12日前
日本製鉄株式会社
ラインパイプ用電縫鋼管
13日前
日本製鉄株式会社
試験システム及び試験方法
17日前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
5日前
日本製鉄株式会社
ハット形鋼矢板の製造方法
18日前
日本製鉄株式会社
転炉の吹錬終了温度設定方法
13日前
日本製鉄株式会社
鉄鉱石の還元気化脱リン方法
18日前
日本製鉄株式会社
鉄鉱石の還元気化脱リン方法
18日前
日本製鉄株式会社
応力分布測定方法及びプログラム
18日前
日本製鉄株式会社
応力分布測定方法及びプログラム
18日前
日本製鉄株式会社
溶接継手の応力拡大係数推定方法
10日前
日本製鉄株式会社
回転機械の異常診断支援方法及び装置
18日前
日本製鉄株式会社
炭素鋼鋳片、および炭素鋼鋳片の製造方法
4日前
日本製鉄株式会社
コイルばねの製造方法及びコイルばねの加工装置
13日前
日本製鉄株式会社
下地部材、面材接合体、屋根パネル及び壁パネル
11日前
日本製鉄株式会社
計画立案装置、計画立案方法及び制御プログラム
18日前
日本製鉄株式会社
異常検知装置、異常検知方法、および、プログラム
4日前
日本製鉄株式会社
連続鋳造設備、及び、連続鋳造設備の操業整備方法。
13日前
日本製鉄株式会社
スラグのフォーミング鎮静方法及びフォーミング鎮静材
10日前
日本製鉄株式会社
ヤード管理装置、ヤード管理システム及びヤード管理方法
4日前
日本製鉄株式会社
被覆鋼部材
17日前
日本製鉄株式会社
ベルトコンベア監視装置、ベルトコンベア監視方法、およびプログラム
20日前
日本製鉄株式会社
炭化水素製造触媒、炭化水素製造触媒の製造方法、及び炭化水素の製造方法
17日前
日本製鉄株式会社
炭化水素製造触媒、炭化水素製造触媒の製造方法、及び炭化水素の製造方法
17日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ