TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025038699
公報種別
公開特許公報(A)
公開日
2025-03-19
出願番号
2023145463
出願日
2023-09-07
発明の名称
チタン板およびその製造方法
出願人
日本製鉄株式会社
代理人
弁理士法人ブライタス
主分類
C22C
14/00 20060101AFI20250312BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】ヤング率と成形性とに優れる工業用純チタンのチタン板を提供する。
【解決手段】化学組成が、質量%で、O:0.20%以下、Fe:0.20%以下、N:0.08%以下、C:0.08%以下、H:0.015%以下、残部:Tiおよび不純物であり、金属組織が、T-textureとSplit-TD-Textureとを含み、T-textureの面積割合が、5~30%であり、Split-TD-Textureの面積割合が、30%以上である、チタン板。
【選択図】 なし
特許請求の範囲
【請求項1】
化学組成が、質量%で、
O:0.20%以下、
Fe:0.20%以下、
N:0.08%以下、
C:0.08%以下、
H:0.015%以下、
残部:Tiおよび不純物であり、
金属組織が、T-textureとSplit-TD-Textureとを含み、
前記T-textureの面積割合が、5~30%であり、
前記Split-TD-Textureの面積割合が、30%以上である、チタン板。
続きを表示(約 540 文字)
【請求項2】
平均結晶粒径が、5~100μmである、請求項1に記載のチタン板。
【請求項3】
請求項1または2に記載のチタン板の製造方法であって、
請求項1に記載の化学組成の熱間圧延素材を、900~1050℃の温度域で加熱し、熱間圧延を行い、熱延板を製造する、熱間圧延工程と、
前記熱延板の表面温度が300℃以下になるまで、冷却する、冷却工程と、
冷却された前記熱延板を、前記冷却工程後の総圧下率が60%以上で、冷間圧延を行い、冷延板を製造する、冷間圧延工程と、
前記冷延板を、焼鈍する、焼鈍工程と、
を備え、
前記熱間圧延工程において、830℃以上の温度域での圧下率が50%以上であり、圧延終了温度が800~880℃の範囲である、チタン板の製造方法。
【請求項4】
前記焼鈍工程における焼鈍温度T(℃)が、550~800℃の範囲であり、前記焼鈍温度T(℃)と前記焼鈍温度T(℃)における保持時間t(s)とが、下記(i)式を満足する、請求項3に記載のチタン板の製造方法。
20000≦(T+273.15)×(Log
10
(t)+20)≦24000・・・(i)
発明の詳細な説明
【技術分野】
【0001】
本発明は、チタン板およびその製造方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
工業用純チタンのチタン板は、軽量であり、かつ耐食性に優れる。また、特許文献1に記載されているように、成形性が良好なチタン板も開発されている。このため、上記チタン板は、熱交換機、具体的には、プレート式熱交換器(「PHE」ともいう。)に使用されている。
【先行技術文献】
【特許文献】
【0003】
特開2006-316323号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
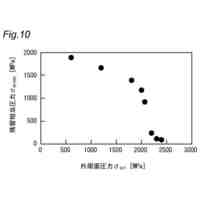
しかしながら、上記チタン板は、板幅方向のヤング率が低いという問題がある。一方で、ヤング率を高めようとすると、成形性が低下することがある。また、ヤング率の不足を補うためには板厚を厚くする必要が生じるため、軽量性というメリットを十分活用できなくなる。従って、工業用純チタンのチタン板において、高いヤング率と優れた成形性とを両立することは、難しいという課題がある。
【0005】
本発明は、上記課題を解決し、高いヤング率と優れた成形性とを有する工業用純チタンのチタン板を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は、上記の課題を解決するためになされたものであり、下記のチタン板を要旨とする。
【0007】
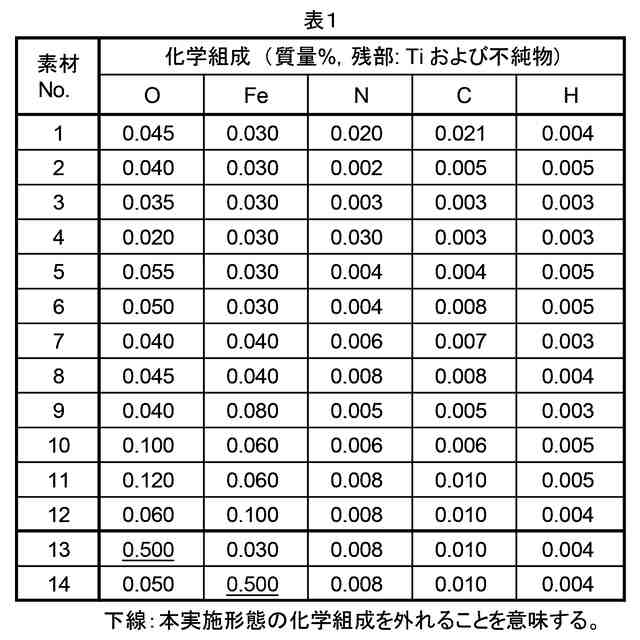
(1)化学組成が、質量%で、
O:0.20%以下、
Fe:0.20%以下、
N:0.08%以下、
C:0.08%以下、
H:0.015%以下、
残部:Tiおよび不純物であり、
金属組織が、T-textureとSplit-TD-Textureとを含み、
前記T-textureの面積割合が、5~30%であり、
前記Split-TD-Textureの面積割合が、30%以上である、チタン板。
【0008】
(2)平均結晶粒径が、5~100μmである、上記(1)に記載のチタン板。
【0009】
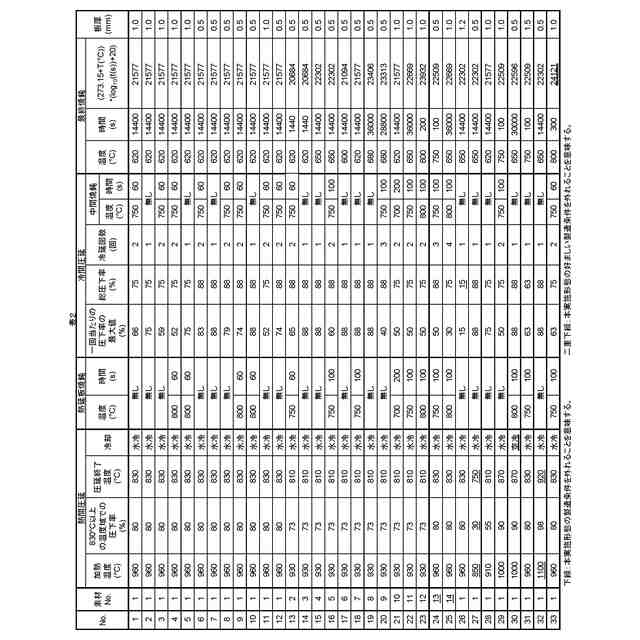
(3)上記(1)または(2)に記載のチタン板の製造方法であって、
上記(1)に記載の化学組成の熱間圧延素材を、900~1050℃の温度域で加熱し、熱間圧延を行い、熱延板を製造する、熱間圧延工程と、
前記熱延板の表面温度が300℃以下になるまで、冷却する、冷却工程と、
冷却された前記熱延板を、前記冷却工程後の総圧下率が60%以上で、冷間圧延を行い、冷延板を製造する、冷間圧延工程と、
前記冷延板を、焼鈍する、焼鈍工程と、
を備え、
前記熱間圧延工程において、830℃以上の温度域での圧下率が50%以上であり、圧延終了温度が800~880℃の範囲である、チタン板の製造方法。
【0010】
(4)前記焼鈍工程における焼鈍温度T(℃)が、550~800℃の範囲であり、前記焼鈍温度T(℃)と前記焼鈍温度T(℃)における保持時間t(s)とが、下記(i)式を満足する、上記(3)に記載のチタン板の製造方法。
20000≦(T+273.15)×(Log
10
(t)+20)≦24000・・・(i)
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
12日前
日本製鉄株式会社
部品
4日前
日本製鉄株式会社
鋼材
12日前
日本製鉄株式会社
溶接継手
3日前
日本製鉄株式会社
柱梁接合構造
13日前
日本製鉄株式会社
表面処理鋼材
4日前
日本製鉄株式会社
鋼の製造方法
12日前
日本製鉄株式会社
捻回試験装置
4日前
日本製鉄株式会社
多角形筒形構造
12日前
日本製鉄株式会社
コイルばねの製造方法
13日前
日本製鉄株式会社
ラインパイプ用電縫鋼管
13日前
日本製鉄株式会社
高力ボルト摩擦接合構造
12日前
日本製鉄株式会社
素形材及びその製造方法
4日前
日本製鉄株式会社
試験システム及び試験方法
17日前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
5日前
日本製鉄株式会社
転炉の吹錬終了温度設定方法
13日前
日本製鉄株式会社
溶接継手の応力拡大係数推定方法
10日前
日本製鉄株式会社
応力分布測定方法及びプログラム
18日前
日本製鉄株式会社
応力分布測定方法及びプログラム
18日前
日本製鉄株式会社
回転機械の異常診断支援方法及び装置
18日前
日本製鉄株式会社
炭素鋼鋳片、および炭素鋼鋳片の製造方法
4日前
日本製鉄株式会社
下地部材、面材接合体、屋根パネル及び壁パネル
11日前
日本製鉄株式会社
計画立案装置、計画立案方法及び制御プログラム
18日前
日本製鉄株式会社
コイルばねの製造方法及びコイルばねの加工装置
13日前
日本製鉄株式会社
異常検知装置、異常検知方法、および、プログラム
4日前
日本製鉄株式会社
連続鋳造設備、及び、連続鋳造設備の操業整備方法。
13日前
日本製鉄株式会社
スラグのフォーミング鎮静方法及びフォーミング鎮静材
10日前
日本製鉄株式会社
ヤード管理装置、ヤード管理システム及びヤード管理方法
4日前
日本製鉄株式会社
被覆鋼部材
17日前
日本製鉄株式会社
炭化水素製造触媒、炭化水素製造触媒の製造方法、及び炭化水素の製造方法
17日前
日本製鉄株式会社
炭化水素製造触媒、炭化水素製造触媒の製造方法、及び炭化水素の製造方法
17日前
日本製鉄株式会社
製造スケジュール決定装置、製造スケジュール決定方法及び製造スケジュール決定プログラム
5日前
日本製鉄株式会社
チタン合金熱間圧延材、熱処理シミュレーション方法、熱処理シミュレーション装置、プログラム、及び、チタン合金熱間圧延材の製造方法
10日前
株式会社プロテリアル
焼結体
2か月前
個人
高強度せん断補強筋用の鋼材
18日前
宏幸株式会社
金属回収方法
17日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ