TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025040178
公報種別
公開特許公報(A)
公開日
2025-03-24
出願番号
2023146923
出願日
2023-09-11
発明の名称
スポット溶接継手の製造方法、スポット溶接装置、及びスポット溶接装置の制御プログラム
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B23K
11/24 20060101AFI20250314BHJP(工作機械;他に分類されない金属加工)
要約
【課題】後通電の効果を安定化させることが可能なスポット溶接継手の製造方法、スポット溶接装置、及びスポット溶接装置の制御プログラムを提供する。
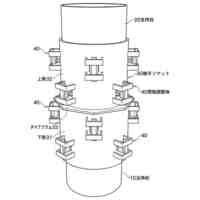
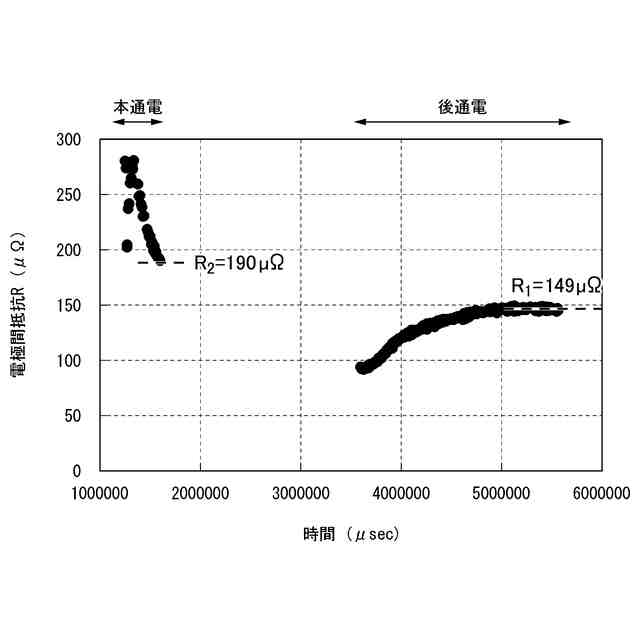
【解決手段】本開示の一態様に係るスポット溶接継手の製造方法は、一対の電極を用いて、重ねられた複数の鋼板である板組に、本通電及び後通電を有するスポット溶接を行って溶接部を得る工程を備え、本通電における最終電極間抵抗R2を測定し、後通電における最大電極間抵抗R1を、本通電における最終電極間抵抗R2で割った値である抵抗比R1/R2が所定範囲内となるように、後通電を制御する。
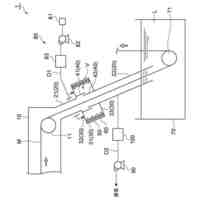
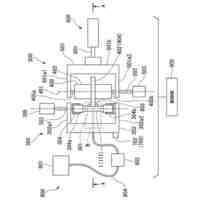
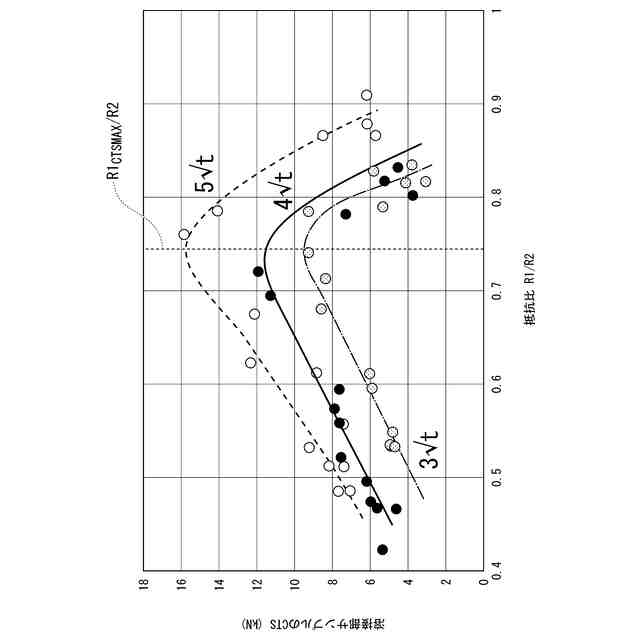
【選択図】図3
特許請求の範囲
【請求項1】
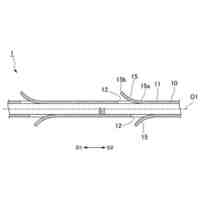
一対の電極を用いて、重ねられた複数の鋼板である板組に、本通電及び後通電を有するスポット溶接を行って溶接部を得る工程を備えるスポット溶接継手の製造方法であって、
前記本通電における最終電極間抵抗R2を測定し、
前記後通電における最大電極間抵抗R1を、前記本通電における最終電極間抵抗R2で割った値である抵抗比R1/R2が所定範囲内となるように、前記後通電を制御する
スポット溶接継手の製造方法。
続きを表示(約 1,100 文字)
【請求項2】
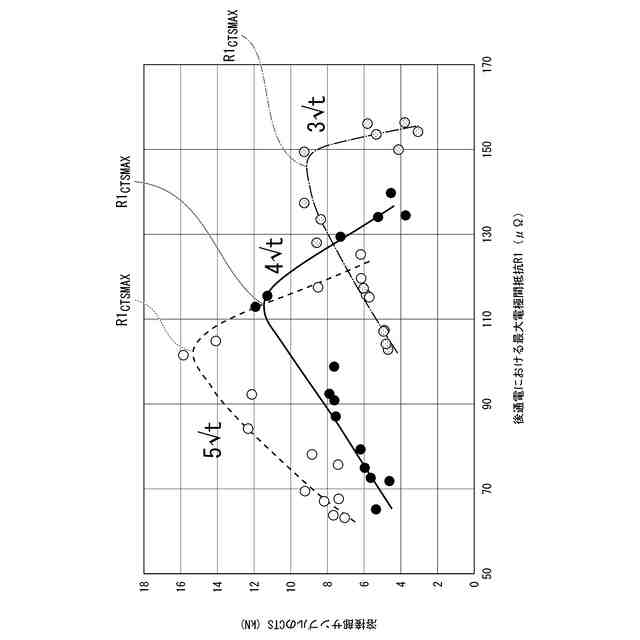
前記スポット溶接継手の製造の前に、本通電及び後通電を有するスポット溶接試験を、前記スポット溶接継手の製造用の前記板組と同じ構成を有する板組に複数回行って、複数の溶接部サンプルを製造し、
複数回の前記スポット溶接試験それぞれにおける抵抗比R1/R2を異なる値とし、
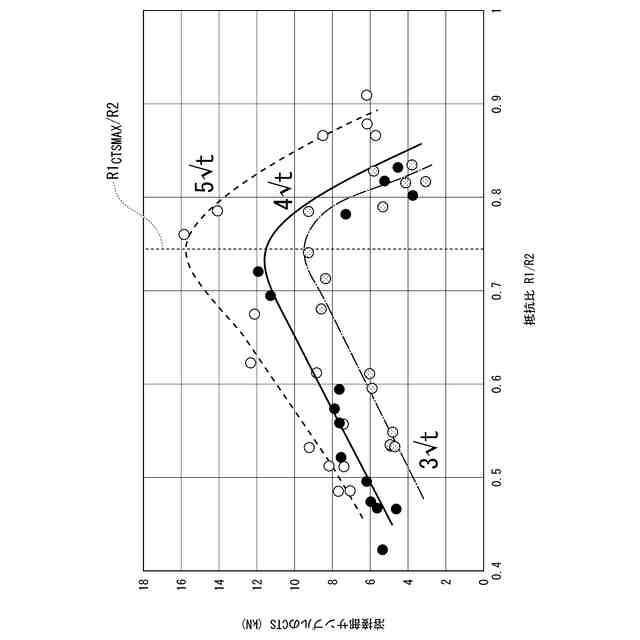
複数の前記溶接部サンプルの十字引張強さを測定し、
前記スポット溶接試験における抵抗比R1/R2と、前記溶接部サンプルの前記十字引張強さとの相関に基づいて、前記後通電の効果が最大化される抵抗比R1
CTSMAX
/R2を求め、
前記スポット溶接継手の製造の際に、前記スポット溶接において、前記抵抗比R1/R2がR1
CTSMAX
/R2±0.10の範囲内となるように、前記後通電を制御する
ことを特徴とする請求項1に記載のスポット溶接継手の製造方法。
【請求項3】
前記抵抗比R1/R2がρ
700℃
/ρ
1400℃
±0.10の範囲内となるように、前記後通電を制御する
ことを特徴とする請求項1に記載のスポット溶接継手の製造方法。
ここで、ρ
700℃
は、前記板組の700℃での電気抵抗率であり、ρ
1400℃
は、前記板組の1400℃での電気抵抗率である。
【請求項4】
前記抵抗比R1/R2が0.60~0.75の範囲内となるように、前記後通電を制御する
ことを特徴とする請求項1に記載のスポット溶接継手の製造方法。
【請求項5】
請求項1~4のいずれか一項に記載のスポット溶接継手の製造方法を実行するためのスポット溶接装置であって、
一対の電極と、
一対の前記電極の間に通電する電源と、
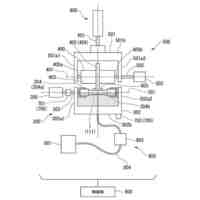
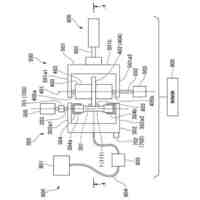
前記電源を作動させて、一対の前記電極の間の電圧及び電流の一方又は両方を制御する制御装置と
を備え、
前記制御装置が、
一対の前記電極の間に本通電をするように前記電源を作動させる本通電部と、
一対の前記電極の間に後通電をするように前記電源を作動させる後通電部と、
電極間抵抗を取得する抵抗取得部と、
を有し、
前記後通電部は、前記後通電における最大電極間抵抗R1を、前記本通電における最終電極間抵抗R2で割った値である抵抗比R1/R2が所定範囲内となるように、前記後通電を制御する
スポット溶接装置。
【請求項6】
スポット溶接装置を、請求項5に記載のスポット溶接装置として機能させるための、スポット溶接装置の制御プログラム。
発明の詳細な説明
【技術分野】
【0001】
本開示はスポット溶接継手の製造方法、スポット溶接装置、及びスポット溶接装置の制御プログラムに関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
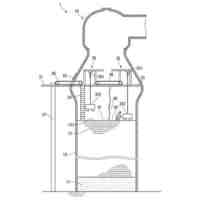
スポット溶接とは、重ね合わせた母材を、先端を適正に整形した電極の先端で挟み、比較的小さい部分に電流及び加圧力を集中して局部的に加熱し、同時に電極で加圧して行う抵抗溶接である。スポット溶接において、溶接部に生じる溶融凝固した部分はナゲットと呼ばれる。また、スポット溶接においては、溶接用の電極を用いてナゲットへの後熱処理を行い、ナゲットの機械特性を改善することもある。この場合、母材に溶融凝固を生じさせてナゲットを形成するための通電を溶接通電又は本通電と称し、ナゲットへの後熱処理を行うための通電を後通電と称する。
【0003】
後通電の一例は、主に高強度鋼板のスポット溶接に適用される、テンパー通電である。テンパー通電は、ナゲットを焼き戻すことによりナゲットの硬さを下げて、溶接継手の剥離強度を向上させる。
【0004】
高強度鋼板のスポット溶接においては、剥離強度の低下が問題視されている。剥離強度とは、例えば十字引張試験によって測定される十字引張強さ(CTS)等によって評価される、剥離方向の応力に対する継手強度である。通常、母材の強度が高いほど、溶接継手の接合強度も高くなる。しかしながら、高強度鋼板、特に引張強さ980MPa以上の高強度鋼板に関しては、その強度が高いほど溶接継手の剥離強度が低下する。剥離強度の低下の原因の一つは、ナゲットの脆化であると考えられている。テンパー通電は、ナゲットを焼き戻すことにより、ナゲットの脆化を解消する働きを有する。
【0005】
しかしながら近年は、スポット溶接継手の機械特性に対する要求が一層高まっている。特に、後通電後の溶接部の品質のばらつきが、近年では課題とされている。
【0006】
通常のスポット溶接装置においては、母材となる金属板の成分及び板厚、電流、及び加圧力が制御パラメータとなる。後通電においては、本通電によって得られたナゲットの径なども制御パラメータとなる。しかしながら、これら制御パラメータを同一にして複数回のスポット溶接を実施したとしても、これにより得られた溶接部の機械特性は必ずしも一定しない。電流などの諸条件が同一であってもテンパー通電後の溶接継手のCTSが大きくばらつくことがある。この原因は、溶接時の種々の外乱であると考えられているが、特定には至っていない。従って、後通電条件の最適化は困難である。この困難性が、機械部品の製造現場に後通電を適用することを妨げている。
【0007】
後通電後の溶接部の品質を安定化させる方法について、様々な提案がされている。例えば特許文献1には、高強度鋼板のスポット溶接方法において、スポット溶接時の電流と電極間電圧を計測し、計測した電流と電極間電圧および材料物性値を用いた計算を行い、溶接通電終了後の冷却中に前記計算結果に基づいて、電極を鋼板から離す時期の決定、溶接通電終了後に継続する後通電における後通電電流と後通電時間の調整、溶接通電を終了した後冷却しその後開始した後通電における後通電電流と後通電時間の調整、電極加圧力の調整のうちの1又は2以上を行うことを特徴とする高強度鋼板のスポット溶接方法が開示されている。
【先行技術文献】
【特許文献】
【0008】
特開2002-103054号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
特許文献1の技術では、スポット溶接用の電極の先端が劣化することに着目している。そして特許文献1の技術は、溶接通電中の電極間抵抗、鋼板の板厚、及び鋼板の固有抵抗に基づいて通電面積を算出することにより、後通電条件を最適化している。しかしながら、後通電の効果を一層安定化させるための技術が求められている。
【0010】
本開示は、後通電の効果を安定化させることが可能なスポット溶接継手の製造方法、スポット溶接装置、及びスポット溶接装置の制御プログラムを提供することを課題とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
7日前
日本製鉄株式会社
構造部材
1日前
日本製鉄株式会社
圧延装置
20日前
日本製鉄株式会社
熱間圧延鋼材
6日前
日本製鉄株式会社
電車線柱構造
7日前
日本製鉄株式会社
スナウト装置
15日前
日本製鉄株式会社
溶鉄の精錬方法
6日前
日本製鉄株式会社
スポット溶接用電極
10日前
日本製鉄株式会社
含炭塊成鉱の製造方法
9日前
日本製鉄株式会社
除滓方法及び除滓装置
17日前
日本製鉄株式会社
転がり疲労強度試験装置
1日前
日本製鉄株式会社
転がり疲労強度試験装置
1日前
日本製鉄株式会社
転がり疲労強度試験装置
1日前
日本製鉄株式会社
転がり疲労強度試験装置
1日前
日本製鉄株式会社
転がり疲労強度試験装置
1日前
日本製鉄株式会社
管状体及び管状体の製造方法
10日前
日本製鉄株式会社
高炉の還元粉化量の推定方法
21日前
日本製鉄株式会社
チタン板およびその製造方法
15日前
日本製鉄株式会社
鋼材接合部材及び鋼材の接合構造
21日前
日本製鉄株式会社
有視煙検知装置及び有視煙検知方法
3日前
日本製鉄株式会社
鋼材の接合継手及び鋼材の接合構造
15日前
日本製鉄株式会社
出銑口開孔装置および出銑口開孔方法
20日前
日本製鉄株式会社
熱風炉の解体方法および熱風炉の築炉方法
15日前
日本製鉄株式会社
ドロス位置推定装置、及びドロス位置推定方法
7日前
日本製鉄株式会社
物流描画装置、物流描画処理方法及びプログラム
13日前
日本製鉄株式会社
異常判定装置、異常判定システム及び異常判定方法
7日前
日本製鉄株式会社
溶銑容器用の湿式吹付材及びそれを施工した混銑車
16日前
日本製鉄株式会社
情報提供装置、情報提供方法及びコンピュータープログラム
7日前
日本製鉄株式会社
クランクシャフト用素形材及びクランクシャフト用素形材の製造方法
2日前
黒崎播磨株式会社
コークス炉用プレキャストブロック及びその製造方法
6日前
日本製鉄株式会社
三次元データ生成システム、三次元データ生成方法及び三次元データ生成プログラム
17日前
日本製鉄株式会社
スポット溶接継手の製造方法、スポット溶接装置、及びスポット溶接装置の制御プログラム
10日前
公益財団法人地球環境産業技術研究機構
二酸化炭素の吸収剤および二酸化炭素の分離回収方法
20日前
日本製鉄株式会社
Al系めっき鋼板、テーラードブランクの製造方法、Al系めっき鋼板の製造方法、及びテーラードブランク
21日前
産業振興株式会社
情報処理装置、情報処理装置の制御方法およびプログラム
16日前
他の特許を見る
 特許ウォッチ
特許ウォッチ