TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025035328
公報種別
公開特許公報(A)
公開日
2025-03-13
出願番号
2023142306
出願日
2023-09-01
発明の名称
Al系めっき鋼板、テーラードブランクの製造方法、Al系めっき鋼板の製造方法、及びテーラードブランク
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
C23C
2/12 20060101AFI20250306BHJP(金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般)
要約
【課題】テーラードブランクの溶接ビードに混入するAlの量を適正化することが容易なAl系めっき鋼板、テーラードブランクの製造方法、Al系めっき鋼板、及びテーラードブランクを提供する。
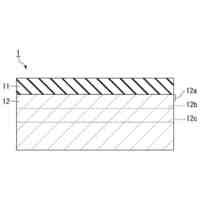
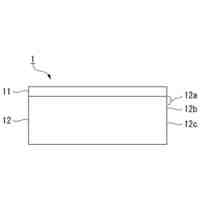
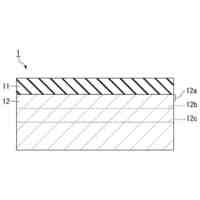
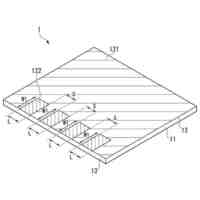
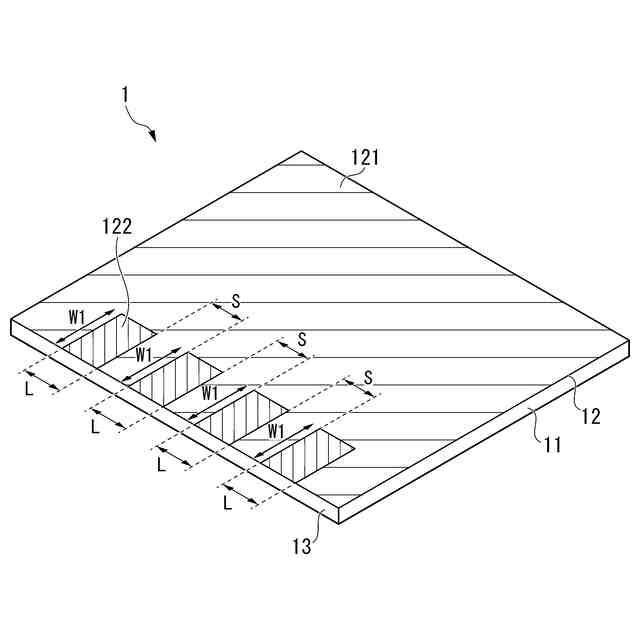
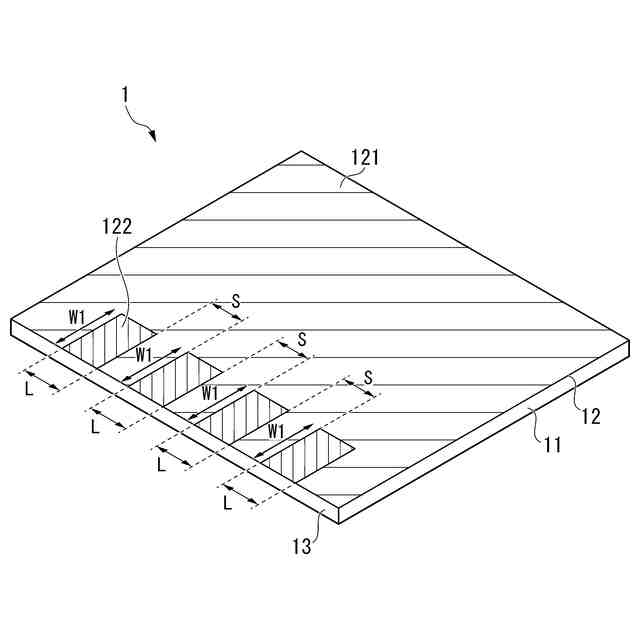
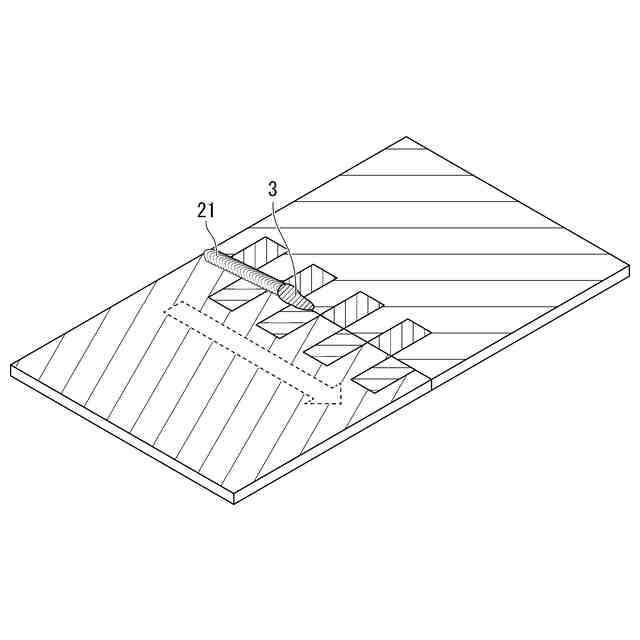
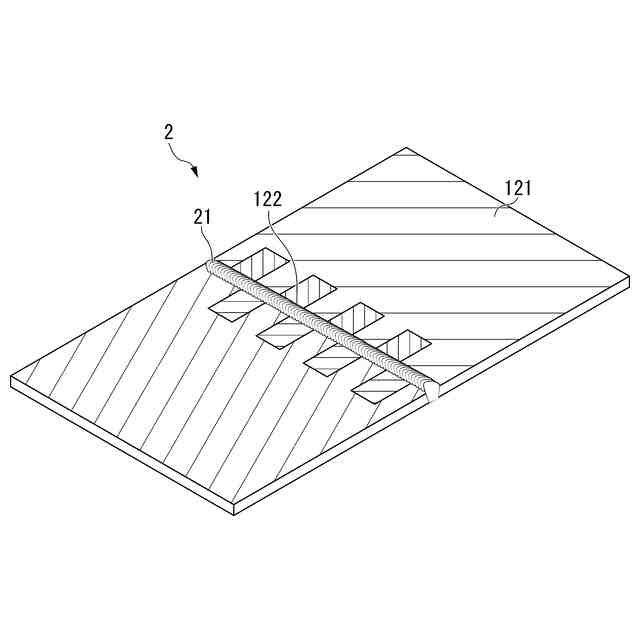
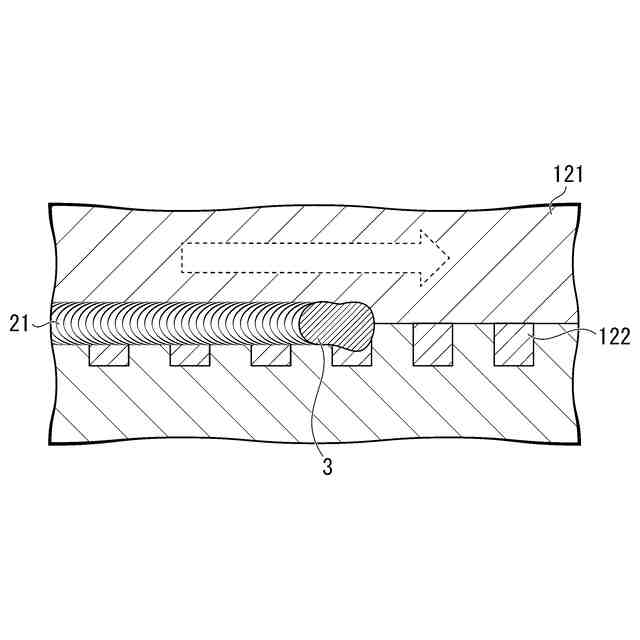
【解決手段】本発明の一態様に係るAl系めっき鋼板は、素地鋼板と、素地鋼板の一方又は両方の表面に設けられた、Alを主成分とするめっき層とを備えるAl系めっき鋼板であって、Al系めっき鋼板の、めっき層が設けられた表面に、めっき層がある第一領域と、めっき層の厚さが第一領域よりも薄い第二領域とが設けられ、第二領域は、Al系めっき鋼板の端面の近傍に設けられ、Al系めっき鋼板の端面に沿った、第二領域の長さが、20mm未満である。
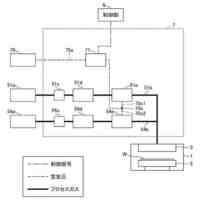
【選択図】図1
特許請求の範囲
【請求項1】
素地鋼板と、
前記素地鋼板の一方又は両方の表面に設けられた、Alを主成分とするめっき層と
を備えるAl系めっき鋼板であって、
前記Al系めっき鋼板の、前記めっき層が設けられた前記表面に、前記めっき層がある第一領域と、前記めっき層の厚さが前記第一領域よりも薄い第二領域とが設けられ、
前記第二領域は、前記Al系めっき鋼板の端面の近傍に設けられ、
前記Al系めっき鋼板の前記端面に沿った、前記第二領域の長さが、20mm未満である
Al系めっき鋼板。
続きを表示(約 930 文字)
【請求項2】
前記第二領域と、前記Al系めっき鋼板の前記端面との間隔が0mm以上1.5mm以下である
ことを特徴とする請求項1に記載のAl系めっき鋼板。
【請求項3】
2以上の前記第二領域が設けられ、
前記Al系めっき鋼板の前記端面に沿った、前記第二領域同士の間隔が1mm以上50mm以下である
ことを特徴とする請求項1に記載のAl系めっき鋼板。
【請求項4】
3以上の前記第二領域が設けられ、
前記Al系めっき鋼板の前記端面に沿った、前記第二領域同士の間隔が略同一であり、
前記Al系めっき鋼板の前記端面に沿った、前記第二領域の長さが略同一である
ことを特徴とする請求項1に記載のAl系めっき鋼板。
【請求項5】
前記Al系めっき鋼板の前記端面に沿った、前記第二領域の長さが、1mm以上である
ことを特徴とする請求項1に記載のAl系めっき鋼板。
【請求項6】
前記Al系めっき鋼板の前記端面に垂直な方向に沿った、前記第二領域の長さが、0.1mm以上1.5mm以下である
ことを特徴とする請求項1に記載のAl系めっき鋼板。
【請求項7】
前記第二領域が矩形形状である
ことを特徴とする請求項1に記載のAl系めっき鋼板。
【請求項8】
前記Al系めっき鋼板の、前記めっき層が設けられた前記表面に、前記めっき層が前記第一領域よりも薄い第三領域が設けられ、
前記第三領域は、前記Al系めっき鋼板の前記端面に沿って連続的に延在し、
前記第二領域は、前記第三領域と、前記Al系めっき鋼板の前記端面との間に配される
ことを特徴とする請求項1に記載のAl系めっき鋼板。
【請求項9】
前記第二領域と前記第三領域とが接している
ことを特徴とする請求項8に記載のAl系めっき鋼板。
【請求項10】
前記第二領域の前記めっき層の厚さが0mmである
ことを特徴とする請求項1に記載のAl系めっき鋼板。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、Al系めっき鋼板、テーラードブランクの製造方法、Al系めっき鋼板の製造方法、及びテーラードブランクに関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
ホットスタンプは、鋼板を高温に加熱し、Ar3変態温度以上の温度域でプレス成形する製造技術である。ホットスタンプ用の鋼板として、テーラードブランクと称される溶接鋼板が用いられる場合がある。テーラードブランクは、複数の鋼板の端面を突き合わせて、溶接することにより得られる。テーラードブランクは、突き合わせ溶接継手の一種である。
【0003】
1枚のテーラードブランクは、複数の鋼板、及びこれらを接合する突き合わせ溶接部を備える。複数の鋼板の板厚、強度、及び表面処理等の諸特性は、異なっていることが通常である。これによりテーラードブランクは、ホットスタンプによって製造される成形部品の機能性を高めることができる。例えば、強度が必要な箇所には厚い鋼板を配置し、それ以外の箇所には薄い鋼板を配置することにより、成形部品の軽量化及び高強度化を達成できる。しかも、テーラードブランクによれば、このような機能性が高い成形部品を、容易に製造することができる。
【0004】
テーラードブランクの素材として用いられる鋼板は、Al系めっき鋼板とされることが多い。Al系めっき鋼板とは、Alを主成分とするめっき層を、片面又は両面に有するめっき鋼板である。Al系めっきは高い融点を有するので、テーラードブランクのホットスタンプの際に、素地鋼板の表面酸化を防止する作用を発揮する。
【0005】
ただし、Al系めっき鋼板を突合せ溶接すると、溶接ビード(溶接金属)にAlが混入する。過剰な量のAlは、溶接ビードを軟化させて、溶接部の接合強度を低下させるおそれがある。そのため、テーラードブランクの溶接ビードへのAlの混入を抑制するために、種々の技術が提案されている。
【0006】
特許文献1は、溶接されたアセンブリ内で、破壊の開始源である金属間領域の形成を防ぐ製造工程の提供等を課題としている。特許文献1には、鋼基板と、前記基板に接し、合金の層が載せられた金属間化合物の層からなるプレコートとからなる板であって、前記板の少なくとも1つのプレコーティングされた表面上において、前記板の周囲に位置する領域は、前記合金の層が取り除かれている、ここで、前記プレコートが、アルミニウムの合金またはアルミニウムであることを特徴とする、板が開示されている。
【0007】
特許文献2は、熱間プレス後の溶接接合部の耐伸び性および耐腐食性、引張強度を確保する、アルミニウムまたはアルミニウム合金のコーティングを持った鋼溶接部品を提供することを課題としている。特許文献2には、アルミニウムまたはアルミニウム合金のコーティングを持った鋼溶接ブランクであって、当該鋼溶接ブランクは、鋼の基板とコーティングとによって構成され;前記コーティングは、前記基板に接している金属間化合物合金層を有し、かつ、前記金属間化合物合金層上に金属合金層を有し;当該溶接ブランクのコーティング表面の少なくとも1つにおいて、当該溶接ブランクの溶接される領域の範囲内のコーティングは全て取り除かれ、かつ、前記の取り除かれた溶接される領域の範囲内のコーティングの側の前記コーティングの端面は、溶接シームに平行な前記基板の表面に垂直な平面とβの角度をなし、βは5~60°であり;かつ、前記コーティングが取り除かれた当該鋼溶接ブランクの前記溶接される領域が、幅0.4mm~1.0mmである、前記アルミニウムまたはアルミニウム合金のコーティングを持った鋼溶接ブランクが開示されている。
【0008】
一方、近年明らかになったところでは、溶接ビードに混入した微量のAlは、溶接ビードの耐食性を向上させる。即ち、テーラードブランクの溶接ビードには、適切なAlを混入させることが好ましい。
【0009】
特許文献3は、突合せ溶接する際に形成される溶接金属部の塗装後耐食性を維持しつつ疲労強度の低下を抑制した突合せ溶接用鋼板等の提供を課題とする。特許文献3は、母材鋼板の表面上に、母材鋼板側から順に金属間化合物層、アルミニウムめっき層が設けられた第1めっき部と、母材鋼板が露出した第1露出部と、母材鋼板の表面上に、母材鋼板側から順に金属間化合物層、アルミニウムめっき層が設けられた第2めっき部と、を備え、鋼板の厚み方向に垂直であり、第1めっき部から鋼板の一の端縁に向かう第1方向において、母材鋼板の少なくとも一方の表面上に、第1めっき部、第1露出部、第2めっき部、鋼板の端縁が、この順で配置され、第1方向において、母材鋼板の他方の表面上に、少なくとも第1めっき部、第1露出部、鋼板の端縁が、この順で配置される鋼板が開示されている。
【先行技術文献】
【特許文献】
【0010】
特許第5237263号公報
特許第6829312号公報
国際公開第2019/093440号
【発明の概要】
【発明が解決しようとする課題】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
20日前
日本製鉄株式会社
鉄道車両
14日前
日本製鉄株式会社
圧延装置
13日前
日本製鉄株式会社
溶鋼の製造方法
14日前
日本製鉄株式会社
溶鋼の製造方法
7日前
日本製鉄株式会社
プレス成形方法
6日前
日本製鉄株式会社
スラグの排出方法
6日前
日本製鉄株式会社
車輪径の管理方法
6日前
日本製鉄株式会社
鋼板の熱間圧延方法
7日前
日本製鉄株式会社
Al-Zn系合金被覆鋼板
今日
日本製鉄株式会社
高炉の還元粉化量の推定方法
今日
日本製鉄株式会社
変位測定装置及び変位測定方法
6日前
日本製鉄株式会社
鋼材接合部材及び鋼材の接合構造
今日
日本製鉄株式会社
処理装置、処理方法、およびプログラム
7日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
9日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
1日前
日本製鉄株式会社
排滓量の推定方法及び排滓量の推定システム
6日前
日本製鉄株式会社
排滓量の推定方法及び排滓量の推定システム
6日前
株式会社ケー・エフ・シー
トンネル掘削方法
7日前
日本製鉄株式会社
無方向性電磁鋼板、鉄心、鉄心の製造方法、モータ、およびモータの製造方法
10日前
日本製鉄株式会社
無方向性電磁鋼板、鉄心、鉄心の製造方法、モータ、およびモータの製造方法
10日前
日本製鉄株式会社
無方向性電磁鋼板、鉄心、鉄心の製造方法、モータ、およびモータの製造方法
10日前
日本製鉄株式会社
無方向性電磁鋼板、鉄心、鉄心の製造方法、モータ、およびモータの製造方法
10日前
日本製鉄株式会社
Al系めっき鋼板、テーラードブランクの製造方法、Al系めっき鋼板の製造方法、及びテーラードブランク
今日
日鉄建材株式会社
波形鋼板
1か月前
株式会社カネカ
製膜装置
1か月前
株式会社電気印刷研究所
金属画像形成方法
1か月前
OLED青森株式会社
製膜装置
今日
OLED青森株式会社
製膜装置
今日
東京エレクトロン株式会社
成膜装置
1か月前
大阪富士工業株式会社
浴中軸部材の製造方法
24日前
TOTO株式会社
構造部材
1日前
TOTO株式会社
構造部材
1日前
株式会社カネカ
製膜装置
27日前
株式会社カワイ
無電解CoW鍍金処理方法
6日前
日本化学産業株式会社
複合めっき皮膜及びめっき製品
20日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ