TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025030947
公報種別
公開特許公報(A)
公開日
2025-03-07
出願番号
2023136688
出願日
2023-08-24
発明の名称
排滓量の推定方法及び排滓量の推定システム
出願人
日本製鉄株式会社
代理人
弁理士法人太陽国際特許事務所
主分類
C21C
5/46 20060101AFI20250228BHJP(鉄冶金)
要約
【課題】精錬容器から流出する排滓流が2つ以上に分流された場合でも、排滓量を高精度に推定可能な技術する。
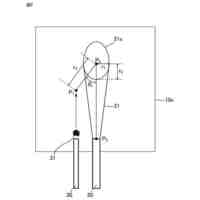
【解決手段】排滓量の推定方法は、精錬容器から流出する排滓流を撮影し、撮影した画像から前記排滓流の幅を求めて排滓量を推定する排滓量の推定方法であって、前記撮影した画像において、前記排滓流が複数に分流している場合、各排滓分流の幅を求め、求めた各幅の合計値を用いて排滓量を推定する。
【選択図】図3
特許請求の範囲
【請求項1】
精錬容器から流出する排滓流を撮影し、撮影した画像から前記排滓流の幅を求めて排滓量を推定する排滓量の推定方法であって、
前記撮影した画像において、前記排滓流が複数に分流している場合、各排滓分流の幅を求め、求めた各幅の合計値を用いて排滓量を推定することを含む、排滓量の推定方法。
続きを表示(約 1,200 文字)
【請求項2】
前記排滓量は、以下の式(1)により求められる、請求項1に記載の排滓量の推定方法。
JPEG
2025030947000009.jpg
14
126
M:排滓質量(kg)
ρ:スラグの嵩密度(kg/m
3
)
Δt:画像の撮影間隔(s)
α:排滓流の断面形状を補正するパラメータ
L
i
:排滓分流の幅(m)
V
1
:各排滓分流の流速の平均値、いずれかの排滓分流の流速、もしくは各排滓分流の流速
【請求項3】
精錬容器から流出する排滓流を撮影し、撮影した画像から前記排滓流の幅を求めて排滓量を推定する排滓量の推定方法であって、
前記撮影した画像において、前記排滓流が複数に分流している場合、各排滓分流の幅を求め、求めた幅を用いて各排滓分流ごとに排滓量を推定し、推定した各排滓量から全体の排滓量を推定することを含む、排滓量の推定方法。
【請求項4】
前記排滓量は、以下の式(2)により求められる、請求項3に記載の排滓量の推定方法。
JPEG
2025030947000010.jpg
12
128
M:排滓質量(kg)
M
i
:排滓分流の排滓質量(kg)
ρ:スラグの嵩密度(kg/m
3
)
Δt:画像の撮影間隔(s)
α:排滓流の断面形状を補正するパラメータ
L
i
:排滓分流の幅(m)
V
2
:各排滓分流の流速の平均値、いずれかの排滓分流の流速、もしくは各排滓分流の流速
【請求項5】
可視光領域から赤外光領域の波長範囲を選択的に透過させるバンドパスフィルタ、及び、入射する光量を減らす減光フィルタのうち少なくとも一方を取り付けた撮影装置で、前記排滓流を撮影する、請求項1~請求項4のいずれか1項に記載の排滓量の推定方法。
【請求項6】
精錬容器から流出する排滓流を撮影する撮影装置と、
撮影した画像から前記排滓流の幅を求めて排滓量を推定する推定装置と、
を備える排滓量の推定システムであって、
前記推定装置は、前記撮影した画像において、前記排滓流が複数に分流している場合、
各排滓分流の幅を求め、
求めた各幅の合計値を用いて排滓量を推定する、あるいは、求めた幅を用いて各排滓分流ごとに排滓量を推定し、推定した各排滓量から全体の排滓量を推定する、
排滓量の推定システム。
【請求項7】
前記撮影装置には、可視光領域から赤外光領域の波長範囲を選択的に透過させるバンドパスフィルタ、及び、入射する光量を減らす減光フィルタのうち少なくとも一方が取り付けられている、請求項6に記載の排滓量の推定システム。
発明の詳細な説明
【技術分野】
【0001】
本開示は、排滓量の推定方法及び排滓量の推定システムに関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
転炉精錬プロセスは、高炉から出銑された溶銑中のケイ素やリン、炭素といった不純物を低減するための重要なプロセスである。これらの不純物の一部は、高圧の酸素ガスを溶銑に吹き付けることで、生石灰の添加等によって塩基度が調整されたスラグ中に酸化除去される。その際の精錬反応の進行は、精錬容器内のスラグの量によって変化することが知られており、精錬容器内のスラグ量を正確に把握することは、精錬反応の制御、つまり製造する鋼の品質の安定化において重要である。しかしながら、精錬容器内は高温・粉じん環境となっており、精錬容器内のスラグ量の計測は容易ではない。そこで、精錬容器から流出したスラグ量の把握によって、精錬容器内に残留したスラグ量の推定が行われている。精錬容器の一種である転炉から流出したスラグ量の推定方法として、特許文献1が知られている。
【0003】
特許文献1には、転炉において、炉口から排滓を行う際に、排滓流形状、排滓流速及びスラグ表面形状から選ばれる一又は二以上を測定し、排滓量及び排滓物の物性のいずれか又はその両方を推定する方法が開示されている。
【先行技術文献】
【特許文献】
【0004】
国際公開第2022/195951号
【発明の概要】
【発明が解決しようとする課題】
【0005】
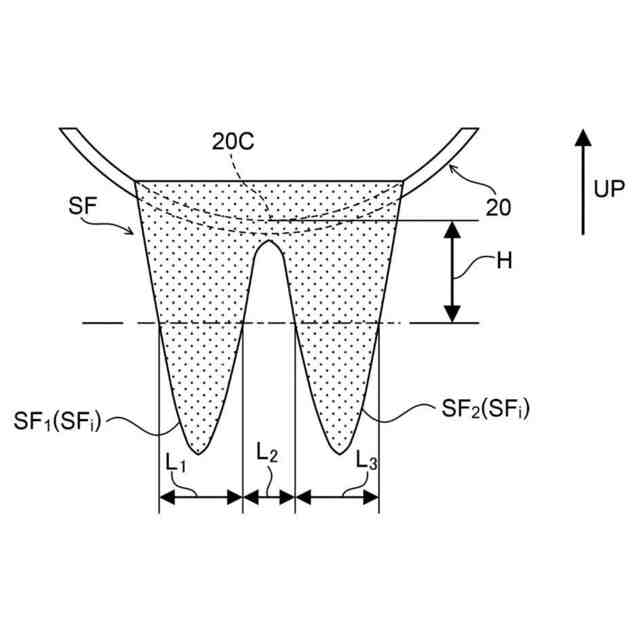
ところで、スラグが流出する炉口の状態(炉口への地金やスラグの付着、炉口の損耗等の発生)やスラグの性状等によっては、排滓流(スラグ流ともいう。)が水平方向に2つ以上に分断される、すなわち、排滓流が分流されることがある。本発明者らは、排滓流が分流された場合、すべての排滓分流を考慮して排滓量を求めることで実際の排滓量と推定される排滓量との誤差が小さくなると考えた。特許文献1には、排滓流が分流した場合の排滓量の推定方法について開示がない。
【0006】
本開示は、精錬容器から流出する排滓流が2つ以上に分流された場合でも、排滓量を高精度に推定可能な技術を提供することを課題とする。
【課題を解決するための手段】
【0007】
本開示の第1の態様の排滓量の推定方法は、精錬容器から流出する排滓流を撮影し、撮影した画像から前記排滓流の幅を求めて排滓量を推定する排滓量の推定方法であって、前記撮影した画像において、前記排滓流が複数に分流している場合、各排滓分流の幅を求め、求めた各幅の合計値を用いて排滓量を推定することを含む。
【0008】
本開示の第2の態様の排滓量の推定方法は、第1の態様の排滓量の推定方法において、前記排滓量は、以下の式(1)により求められる。
JPEG
2025030947000002.jpg
14
126
M:排滓質量(kg)
ρ:スラグの嵩密度(kg/m
3
)
Δt:画像の撮影間隔(s)
α:排滓流の断面形状を補正するパラメータ
L
i
:排滓分流の幅(m)
V
1
:各排滓分流の流速の平均値、いずれかの排滓分流の流速、もしくは各排滓分流の流速
【0009】
本開示の第3の態様の排滓量の推定方法は、精錬容器から流出する排滓流を撮影し、撮影した画像から前記排滓流の幅を求めて排滓量を推定する排滓量の推定方法であって、前記撮影した画像において、前記排滓流が複数に分流している場合、各排滓分流の幅を求め、求めた幅を用いて各排滓分流ごとに排滓量を推定し、推定した各排滓量から全体の排滓量を推定することを含む。
【0010】
本開示の第4の態様の排滓量の推定方法は、第3の態様の排滓量の推定方法において、前記排滓量は、以下の式(2)により求められる。
JPEG
2025030947000003.jpg
12
128
M:排滓質量(kg)
M
i
:排滓分流の排滓質量(kg)
ρ:スラグの嵩密度(kg/m
3
)
Δt:画像の撮影間隔(s)
α:排滓流の断面形状を補正するパラメータ
L
i
:排滓分流の幅(m)
V
2
:各排滓分流の流速の平均値、いずれかの排滓分流の流速、もしくは各排滓分流の流速
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
6日前
日本製鉄株式会社
部品
1か月前
日本製鉄株式会社
鉄道車輪
2日前
日本製鉄株式会社
溶接継手
1か月前
日本製鉄株式会社
鉄道車輪
2日前
日本製鉄株式会社
脱りん方法
13日前
日本製鉄株式会社
クランク軸
6日前
日本製鉄株式会社
冷却構造体
14日前
日本製鉄株式会社
冷却構造体
14日前
日本製鉄株式会社
表面処理鋼材
1か月前
日本製鉄株式会社
捻回試験装置
1か月前
日本製鉄株式会社
金属溶解方法
20日前
日本製鉄株式会社
衝撃吸収部材
1か月前
日本製鉄株式会社
衝撃吸収部材
1か月前
日本製鉄株式会社
衝撃吸収部材
1か月前
日本製鉄株式会社
衝撃吸収部材
1か月前
日本製鉄株式会社
鋼の製造方法
22日前
日本製鉄株式会社
溶鉄の精錬方法
19日前
日本製鉄株式会社
高炉の操業方法
15日前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
ボルトの製造方法
26日前
日本製鉄株式会社
粒度分布測定方法
12日前
日本製鉄株式会社
メタンの製造方法
20日前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
鋳片の連続鋳造方法
1か月前
日本製鉄株式会社
固定具および固定構造
1か月前
日本製鉄株式会社
高力ボルト摩擦接合構造
1か月前
日本製鉄株式会社
素形材及びその製造方法
1か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
1か月前
日本製鉄株式会社
衝撃吸収部材及び車体部品
1か月前
日本製鉄株式会社
衝撃吸収部材及び車体部品
1か月前
日本製鉄株式会社
溶鋼の製造方法及びアーク炉
19日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ