TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025030365
公報種別
公開特許公報(A)
公開日
2025-03-07
出願番号
2023135596
出願日
2023-08-23
発明の名称
プレス成形方法
出願人
日本製鉄株式会社
,
豊田鉄工株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B21D
22/26 20060101AFI20250228BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】本発明は、プレス荷重の低減と優れた寸法精度の両立を可能とすることを目的とする。
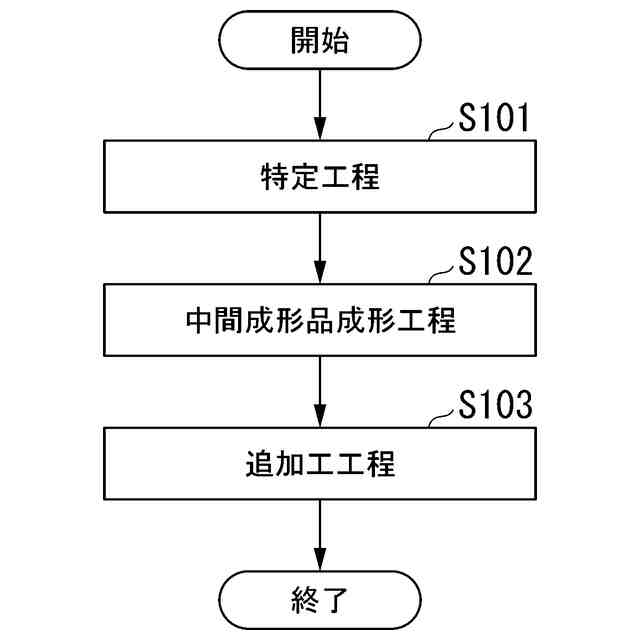
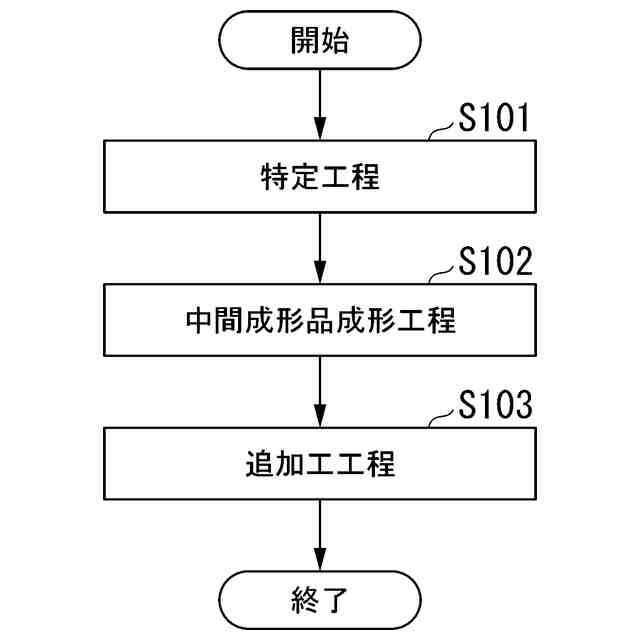
【解決手段】本発明の一態様に係るプレス成形方法は、金属板をプレス加工して中間成形品を成形する中間成形品成形工程と、前記中間成形品をプレス加工により追加工する追加工工程と、前記追加工工程で前記中間成形品に対して低い圧力を作用させる低圧下部分を特定する特定工程と、を有し、前記追加工工程では、前記低圧下部分に作用させる圧力を予め決定された圧力以下として追加工を行う。
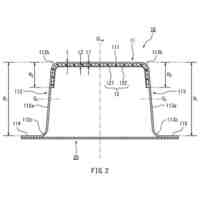
【選択図】図1
特許請求の範囲
【請求項1】
金属板をプレス加工して中間成形品を成形する中間成形品成形工程と、
前記中間成形品をプレス加工により追加工する追加工工程と、
前記追加工工程で前記中間成形品に対して低い圧力を作用させる低圧下部分を特定する特定工程と、を有し、
前記追加工工程では、前記低圧下部分に作用させる圧力を予め決定された圧力以下として追加工を行う、プレス成形方法。
続きを表示(約 310 文字)
【請求項2】
前記追加工工程では、前記低圧下部分に作用させる圧力を100MPa以下として追加工を行う、請求項1に記載のプレス成形方法。
【請求項3】
前記特定工程では、逃がし部分を設けずに前記中間成形品を追加工するプレス加工前後の塑性ひずみ差が0.02以下となる部分を前記低圧下部分とする、請求項1又は2に記載のプレス成形方法。
【請求項4】
前記金属板は、引張強度が590MPa以上の鋼板である、請求項1又は2に記載のプレス成形方法。
【請求項5】
前記中間成形品成形工程及び前記追加工工程は、冷間プレス加工が行われる工程である、請求項1又は2に記載のプレス成形方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、プレス成形方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
金属板をプレス成形する際のプレス成形荷重は、材料強度又は板厚が大きくなる程増加する。また、プレス成形品の大型化、成形形状の複雑化によっても金属板のプレス成形荷重は増加する。一方で、プレス機には、金属板に作用させることができる荷重に上限がある。そのため、既設のプレス機によっては目標の荷重を金属板に作用させることができず、目標形状のプレス成形品を製造することができないことがある。
【0003】
プレス荷重の低減を目的として、特許文献1には、プレス成形形状をプレス方向に対して傾斜するように配置し、カム機構で成形することで、プレス方向にかかる荷重を傾斜面側に変換して、プレス方向荷重を低減させるプレス成形品の製造方法が開示されている。
【0004】
また、例えば、トランスファプレス機では、金属板に対して複数回のプレス加工が行われてプレス成形品が製造される。複数回のプレス加工が行われるプレス工程では、先のプレス加工で成形された箇所が再度加圧される場合がある。なお、以下では、先のプレス加工で成形された箇所が再度加圧されることを重複加圧と呼称することがある。
【0005】
重複加圧を低減する技術として、例えば、特許文献2には、板状材料から複数工程によって車体部品をプレス成形するプレス成形方法において、中間成形品の成形済み部分のうち、次工程でのスプリングバックへの影響が大きい箇所における金型と被成形材とのクリアランスを板厚よりも大きくするプレス成形方法が開示されている。
【先行技術文献】
【特許文献】
【0006】
特開2020-75275号公報
特開2020-163416号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1に記載の技術は、荷重の作用方向を変換することで見かけ上の荷重を低減しているが、成形箇所を傾斜させる点で実部品形状への適用が難しいことがある。また、特許文献2に記載の技術のように、スプリングバックへの影響が大きい箇所における金型と被成形材とのクリアランスを板厚よりも単に大きくするだけでは、成形後のスプリングバックが変化して、荷重低減と寸法精度の両立が達成できないことがある。
【0008】
本発明は、上記事情に鑑みてなされたものであり、プレス荷重の低減と優れた寸法精度の両立が可能なプレス成形方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
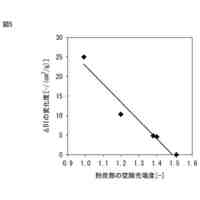
本発明者らは、プレス加工前後でひずみ差が小さい部分は変形量が小さい部分であり、このような部分への加圧を小さくすることでプレス荷重を低減することができ、更に、寸法精度に優れるプレス加工品を製造することができることを見出した。
【0010】
上記知見に基づきなされた本発明の要旨は以下の通りである。
[1] 本発明の一態様に係るプレス成形方法は、金属板をプレス加工して中間成形品を成形する中間成形品成形工程と、上記中間成形品をプレス加工により追加工する追加工工程と、上記追加工工程で上記中間成形品に対して低い圧力を作用させる低圧下部分を特定する特定工程と、を有し、上記追加工工程では、上記低圧下部分に作用させる圧力を予め決定された圧力以下として追加工を行う。
[2] 上記[1]に記載のプレス成形方法において、上記追加工工程では、上記低圧下部分に作用させる圧力を100MPa以下として追加工を行ってもよい。
[3] 上記[1]又は[2]に記載のプレス成形方法において、上記特定工程では、逃がし部分を設けずに前記中間成形品を追加工するプレス加工前後の塑性ひずみ差が0.02以下となる部分を上記低圧下部分としてもよい。
[4] 上記[1]~[3]のいずれかに記載のプレス成形方法では、上記金属板は、引張強度が590MPa以上の鋼板であってもよい。
[5] 上記[1]~[4]のいずれかに記載のプレス成形方法では、上記中間成形品成形工程及び上記追加工工程は、冷間プレス加工が行われる工程であってもよい。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
14日前
日本製鉄株式会社
鋼材
14日前
日本製鉄株式会社
部品
6日前
日本製鉄株式会社
鋼材
20日前
日本製鉄株式会社
構造部材
27日前
日本製鉄株式会社
溶接継手
5日前
日本製鉄株式会社
捻回試験装置
6日前
日本製鉄株式会社
転炉精錬方法
25日前
日本製鉄株式会社
表面処理鋼材
6日前
日本製鉄株式会社
柱梁接合構造
15日前
日本製鉄株式会社
鋼の製造方法
14日前
日本製鉄株式会社
多角形筒形構造
14日前
日本製鉄株式会社
焼結鉱の製造方法
1日前
日本製鉄株式会社
焼結鉱の製造方法
1日前
日本製鉄株式会社
焼結鉱の製造方法
1日前
日本製鉄株式会社
コークスの製造方法
25日前
日本製鉄株式会社
コイルばねの製造方法
15日前
日本製鉄株式会社
固定具および固定構造
1日前
日本製鉄株式会社
ラインパイプ用電縫鋼管
15日前
日本製鉄株式会社
高力ボルト摩擦接合構造
14日前
日本製鉄株式会社
素形材及びその製造方法
6日前
日本製鉄株式会社
ハット形鋼矢板の製造方法
20日前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
7日前
日本製鉄株式会社
試験システム及び試験方法
19日前
日本製鉄株式会社
転炉の吹錬終了温度設定方法
15日前
日本製鉄株式会社
鉄鉱石の還元気化脱リン方法
20日前
日本製鉄株式会社
鉄鉱石の還元気化脱リン方法
20日前
日本製鉄株式会社
溶接継手の応力拡大係数推定方法
12日前
日本製鉄株式会社
応力分布測定方法及びプログラム
20日前
日本製鉄株式会社
応力分布測定方法及びプログラム
20日前
日本製鉄株式会社
回転機械の異常診断支援方法及び装置
20日前
日本製鉄株式会社
直流電気炉の設計方法および直流電気炉
22日前
日本製鉄株式会社
直流電気炉および直流電気炉の設計方法
22日前
日本製鉄株式会社
炭素鋼鋳片、および炭素鋼鋳片の製造方法
6日前
日本製鉄株式会社
板材の平坦度測定方法および平坦度測定装置
25日前
日本製鉄株式会社
計画作成装置、計画作成方法、およびプログラム
25日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ