TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025043994
公報種別
公開特許公報(A)
公開日
2025-04-01
出願番号
2023151635
出願日
2023-09-19
発明の名称
クランクシャフト用素形材及びクランクシャフト用素形材の製造方法
出願人
日本製鉄株式会社
代理人
個人
,
個人
主分類
C22C
38/00 20060101AFI20250325BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】高周波焼入れをせずに使用される場合であっても優れた耐摩耗性を有し、かつ、優れた被削性を有するクランクシャフト用素形材を提供する。
【解決手段】クランクシャフト用素形材は、所定の化学組成を有し、下記の式(1)で定義されるFn1が5.10以上6.00以下であり、組織が、5.0~18.0体積%の初析フェライトを含み、残部がパーライトであり、クランクシャフトのピン部に相当する部分の表面から50μmの深さの位置において、パーライト中のセメンタイトをエネルギー分散型X線分析で分析して得られるMn含有量Mn
θ
とC含有量C
θ
との比Mn
θ
/C
θ
が0.36以上である。
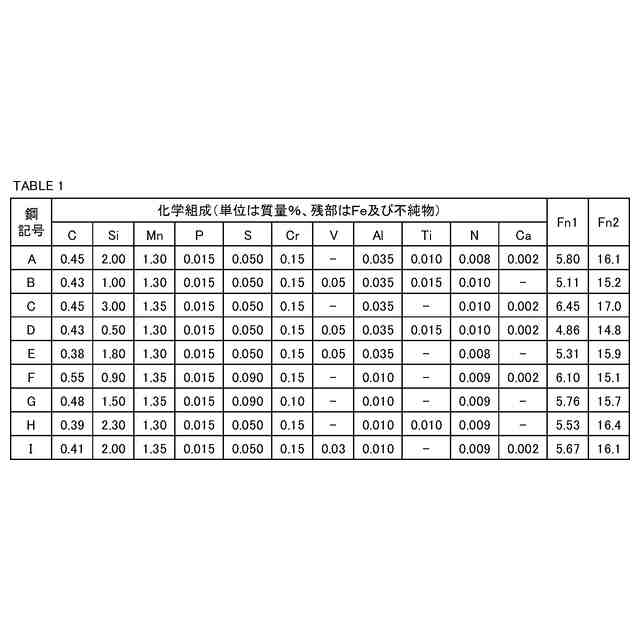
Fn1=7C+0.5Si+Mn+3Cr-10Ti (1)
式(1)において、C、Si、Mn、Cr及びTiには対応する元素の含有量が質量%で代入される。
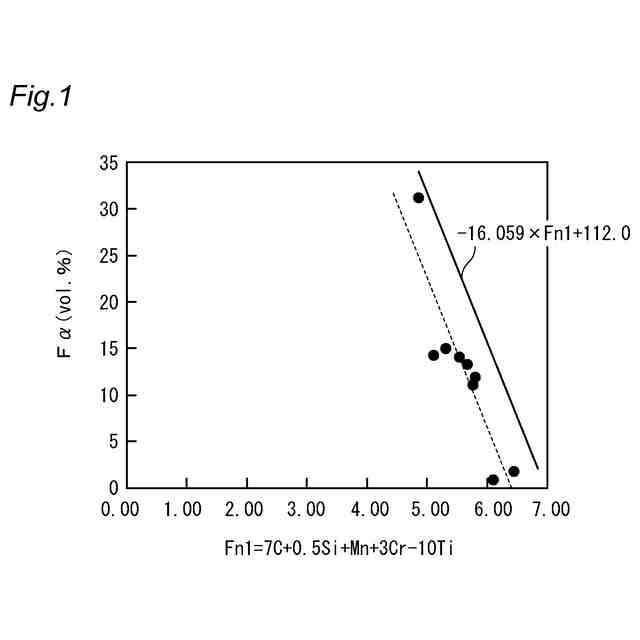
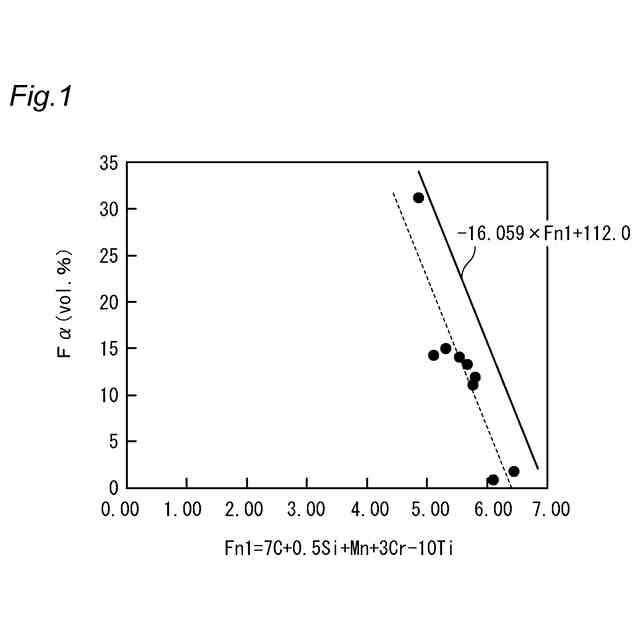
【選択図】図1
特許請求の範囲
【請求項1】
クランクシャフト用素形材であって、
化学組成が、質量%で、
C :0.35~0.50%、
Si:0.75~2.50%、
Mn:1.00~1.50%、
Cr:0.30%以下、
P :0.030%以下、
S :0.020~0.100%、
Al:0.500%以下、
N :0.002~0.020%、
V :0~0.20%、
Ti:0~0.050%、
Ca:0~0.010%、
残部:Fe及び不純物であり、
下記の式(1)で定義されるFn1が5.10以上6.00以下であり、
組織が、5.0~18.0体積%の初析フェライトを含み、残部がパーライトであり、
クランクシャフトのピン部に相当する部分の表面から50μmの深さの位置において、前記パーライト中のセメンタイトをエネルギー分散型X線分析で分析して得られるMn含有量Mn
θ
とC含有量C
θ
との比Mn
θ
/C
θ
が0.36以上である、クランクシャフト用素形材。
Fn1=7C+0.5Si+Mn+3Cr-10Ti (1)
式(1)において、C、Si、Mn、Cr及びTiには対応する元素の含有量が質量%で代入される。
前記エネルギー分散型X線分析は、C、Mn、Cr、V及びFeを分析対象とし、前記Mn
θ
及びC
θ
の各々は、C、Mn、Cr、V及びFeの合計を分母として質量%で求めた値とする。
続きを表示(約 630 文字)
【請求項2】
請求項1に記載のクランクシャフト用素形材であって、
下記の式(2)を満たす、クランクシャフト用素形材。
Fα<0.875×Si+14.344 (2)
式(2)において、Fαには、初析フェライトの体積率が%で代入され、SiにはSiの含有量が質量%で代入される。
【請求項3】
請求項1に記載のクランクシャフト用素形材であって、
下記の式(3)を満たす、クランクシャフト用素形材。
Fα<-16.059×Fn1+112.0 (3)
式(3)において、Fαには、初析フェライトの体積率が%で代入される。
【請求項4】
請求項1~3のいずれか一項に記載のクランクシャフト用素形材を製造する方法であって、
連続鋳造法によって製造されたスラブに熱間鍛造を施してビレットにするビレット鍛造工程と、
前記ビレットに熱間鍛造を施す型鍛造工程とを備え、
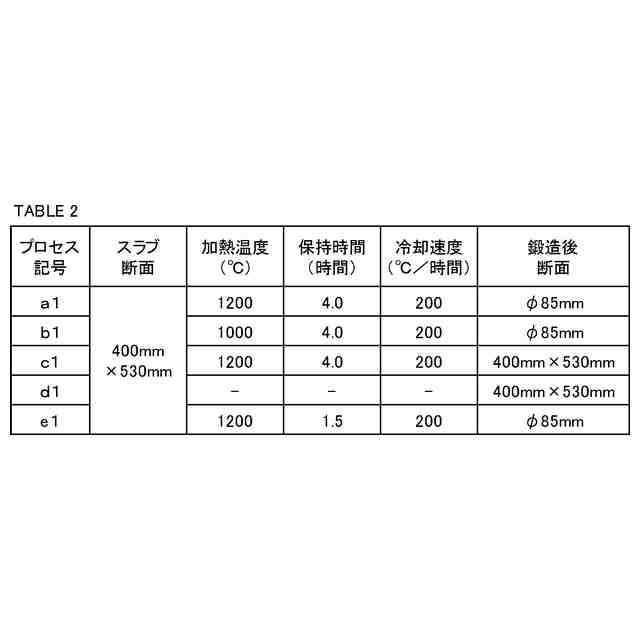
前記ビレット鍛造工程における熱間鍛造は、熱間鍛造前の加熱温度が1150~1300℃であり、加熱温度での保持時間が3.0時間以上であり、
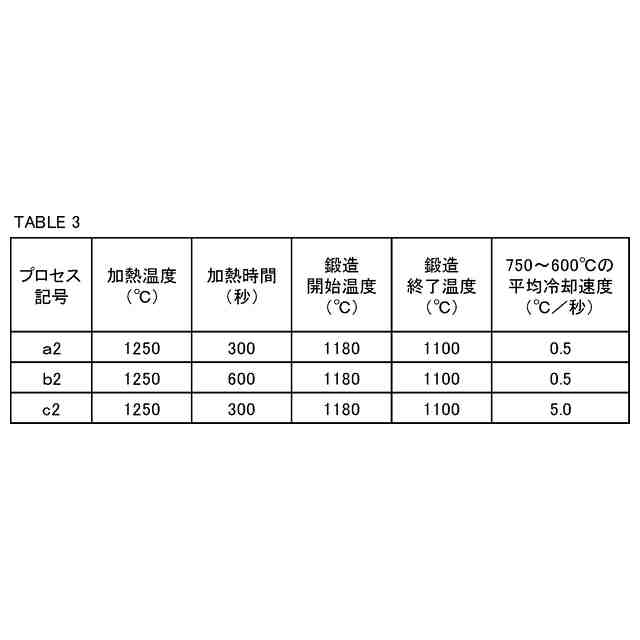
前記型鍛造工程における熱間鍛造は、熱間鍛造前の加熱温度が1200~1350℃であり、前記加熱温度までの加熱時間が500秒以下であり、鍛造後の750~600℃の温度域の平均冷却速度が0.5℃/秒以下である、クランクシャフト用素形材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、クランクシャフト用素形材及びクランクシャフト用素形材の製造方法に関する。本明細書において「クランクシャフト用素形材」とは、最終製品であるクランクシャフトの形状に近い形状に加工された中間品を意味する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
自動車のエンジン部品等に用いられるクランクシャフトは一般的に、摺動部であるピン部やジャーナル部に高周波焼入れを施して使用される。高周波焼入れを施すことで、ピン部やジャーナル部の表面にマルテンサイト等の高硬度組織が形成され、ピン部やジャーナル部の耐摩耗性が向上する。一方、主にコストの削減を目的として、高周波焼入れを省略したクランクシャフトも用いられている。機械構造用炭素鋼や機械構造用合金鋼において、焼入れ・焼戻し等の調質処理を省略した鋼は「非調質鋼」と呼ばれる。
【0003】
特開2003-201536号公報には、耐摩耗性に優れた熱間加工用非調質鋼が開示されている。この熱間加工用非調質鋼は、C:0.32~0.6質量%、Si:0.05~1.5質量%、Mn:0.30~2.0質量%、Al:0.01質量%以下、Cr:1.5質量%以下、V:0.01~0.5質量%を含有し、熱間加工後の組織がフェライト面積率0%超、35%以下のフェライト・パーライト組織であり、フェライト部の硬さが170~270HVであることを特徴とする。
【0004】
クランクシャフト用素形材には、研削や穴あけ等の機械加工が施される。そのため、クランクシャフト用素形材は、優れた被削性を持つことが好ましい。特開2000-282172号公報及び特開2001-214241号公報には、被削性に優れた機械構造用鋼材が開示されている。これらの機械構造用鋼材は、所定の化学組成を有し、組織の10~80%がフェライト相である。
【先行技術文献】
【特許文献】
【0005】
特開2003-201536号公報
特開2000-282172号公報
特開2001-214241号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
鋼の耐摩耗性を向上させる方法として、C含有量を高くして鋼の硬さを向上させることが考えられる。しかし、C含有量を高くすることは鋼材の被削性とトレードオフの関係にある。また、非調質鋼の機械特性を向上させる方法としてV等の析出硬化型元素を添加することも行われているが、Vは比較的高価な元素であるため、Vの添加以外の方法で鋼の機械特性を向上できることが好ましい。
【0007】
本発明の課題は、高周波焼入れをせずに使用される場合であっても優れた耐摩耗性を有し、かつ、優れた被削性と優れた疲労強度とを有するクランクシャフト用素形材を提供することである。
【課題を解決するための手段】
【0008】
本発明の一実施形態によるクランクシャフト用素形材は、化学組成が、質量%で、C:0.35~0.50%、Si:0.75~2.50%、Mn:1.00~1.50%、Cr:0.30%以下、P:0.030%以下、S:0.020~0.100%、Al:0.500%以下、N:0.002~0.020%、V:0~0.20%、Ti:0~0.050%、Ca:0~0.010%、残部:Fe及び不純物であり、下記の式(1)で定義されるFn1が5.10以上6.00以下であり、組織が、5.0~18.0体積%の初析フェライトを含み、残部がパーライトであり、クランクシャフトのピン部に相当する部分の表面から50μmの深さの位置において、前記パーライト中のセメンタイトをエネルギー分散型X線分析で分析して得られるMn含有量Mn
θ
とC含有量C
θ
との比Mn
θ
/C
θ
が0.36以上である。
Fn1=7C+0.5Si+Mn+3Cr-10Ti (1)
式(1)において、C、Si、Mn、Cr及びTiには対応する元素の含有量が質量%で代入される。
前記エネルギー分散型X線分析は、C、Mn、Cr、V及びFeを分析対象とし、前記Mn
θ
及びC
θ
の各々は、C、Mn、Cr、V及びFeの合計を分母として質量%で求めた値とする。
【0009】
本発明の一実施形態によるクランクシャフト用素形材の製造方法は、上記のクランクシャフト用素形材を製造する方法であって、連続鋳造法によって製造されたスラブに熱間鍛造を施してビレットにするビレット鍛造工程と、前記ビレットに熱間鍛造を施す型鍛造工程とを備え、前記ビレット鍛造工程における熱間鍛造は、熱間鍛造前の加熱温度が1150~1300℃であり、加熱温度での保持時間が3.0時間以上であり、前記型鍛造工程における熱間鍛造は、熱間鍛造前の加熱温度が1200~1350℃であり、前記加熱温度までの加熱時間が500秒以下であり、鍛造後の750~600℃の温度域の平均冷却速度が0.5℃/秒以下である。
【発明の効果】
【0010】
本発明によれば、高周波焼入れをせずに使用される場合であっても優れた耐摩耗性を有し、かつ、優れた被削性と優れた疲労強度とを有するクランクシャフト用素形材が得られる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る
 特許ウォッチ
特許ウォッチ