TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025044565
公報種別
公開特許公報(A)
公開日
2025-04-02
出願番号
2023152218
出願日
2023-09-20
発明の名称
転がり疲労強度試験装置
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
G01N
3/56 20060101AFI20250326BHJP(測定;試験)
要約
【課題】評価材の焼き付きを生じることなく転がり疲労強度試験を行える転がり疲労強度試験装置の提供を目的とする。
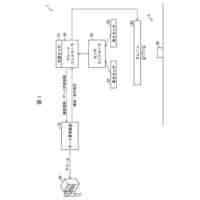
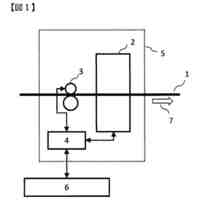
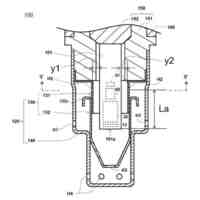
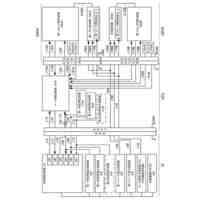
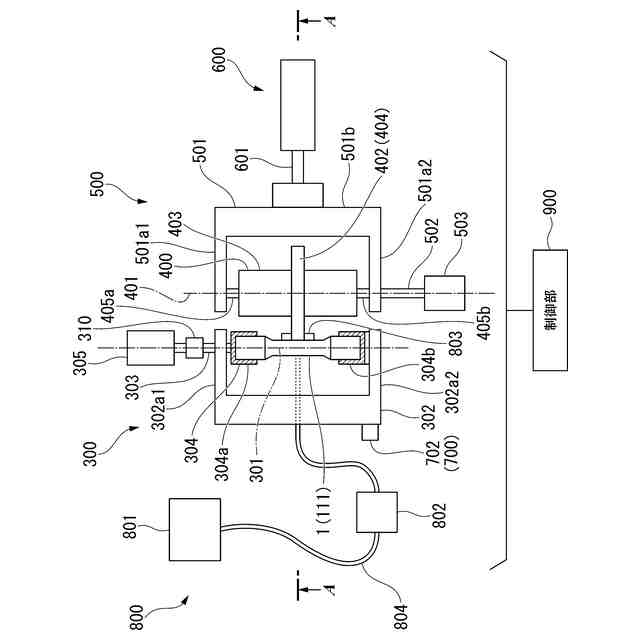
【解決手段】この転がり疲労強度試験装置は、第1回転駆動機構300と、相手材400と、第2回転駆動機構500と、荷重負荷機構600と、ピッチング検知部700と、制御部900と、を備える。そして、第1回転駆動機構300は、モータ305と、モータ305の回転駆動力を受けて評価材1を回転させる回転駆動軸303と、回転駆動軸303のトルクを測定して制御部900に送信するトルクセンサ310とを有する。制御部900は、トルクセンサ310で測定したトルクに基づいて第1回転面111及び第2回転面402間の最小油膜厚をリアルタイムで求める。
【選択図】図1
特許請求の範囲
【請求項1】
中心線の周りに形成された第1回転面を有する評価材の転がり疲労強度を評価する試験装置であって、
前記評価材を保持し、前記中心線と同軸である第1回転軸線回りに前記評価材を回転させる第1回転駆動機構と、
第2回転軸線を中心とする第2回転面を有する相手材と、
前記第1回転軸線に対して前記第2回転軸線が平行をなすように前記相手材を保持し、前記第2回転軸線回りに前記相手材を回転させる第2回転駆動機構と、
前記第1回転面と前記第2回転面とを互いに対向させた状態で互いに逆回転させながら、前記第1回転駆動機構及び前記第2回転駆動機構間を相対的に接近離間させる荷重負荷機構と、
前記評価材の前記第1回転面に生じたピッチングを検知するピッチング検知部と、
前記評価材及び前記相手材の少なくとも一方に潤滑油を供給する潤滑油供給部と、
前記第1回転駆動機構、前記第2回転駆動機構、及び前記荷重負荷機構を制御する制御部と、
を備え、
前記第1回転駆動機構が、
モータと、
前記モータの回転駆動力を受けて前記評価材を回転させる駆動軸と、
前記駆動軸のトルクを測定して前記制御部に送信するトルクセンサと、
を有し、
前記制御部が、
前記トルクセンサで測定した前記トルクに基づいて前記第1回転面及び前記第2回転面間の最小油膜厚をリアルタイムで求める
ことを特徴とする転がり疲労強度試験装置。
続きを表示(約 1,400 文字)
【請求項2】
前記最小油膜厚が所定の閾値を下回った時点で、
前記第1回転軸線及び前記第2回転軸線間の間隔を開くように前記荷重負荷機構を制御すること、及び、
前記第1回転駆動機構の回転数及び前記第2回転駆動機構の回転数の両方を下げること、
のうちの少なくとも一方を行う
ことを特徴とする請求項1に記載の転がり疲労強度試験装置。
【請求項3】
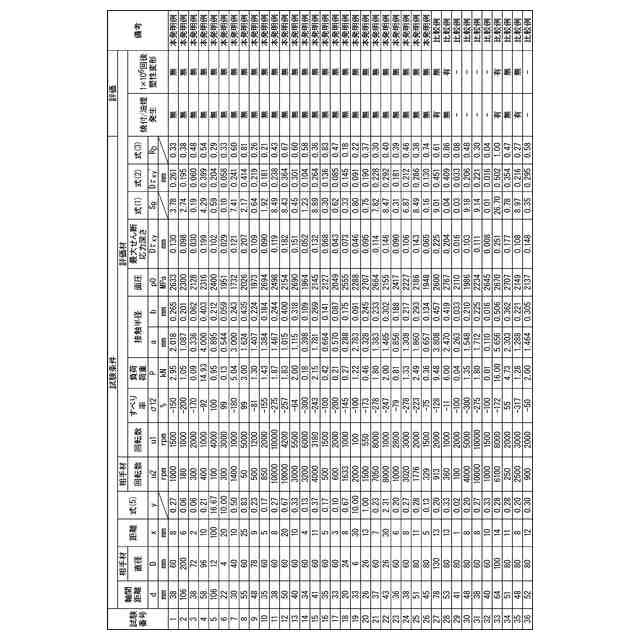
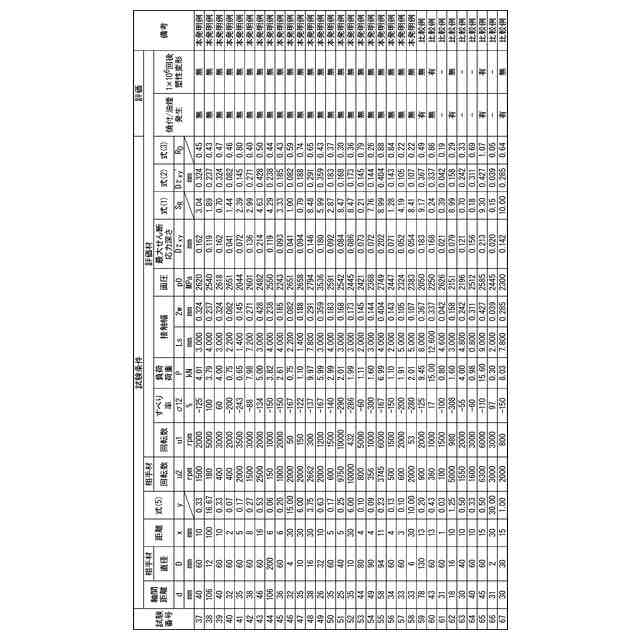
前記相手材の前記第2回転面の直径Dが4mm~200mmであり、
前記逆回転を行いながら、前記荷重負荷機構による荷重を前記相手材から前記評価材に負荷する転がり疲労強度試験時において、
前記第2回転面及び前記第1回転軸線間の距離xが2mm~100mmであり、
前記荷重が0.2kN~15kNの範囲内となるように前記制御部が前記荷重負荷機構を制御し、
前記制御部が、前記第1回転駆動機構、前記第2回転駆動機構、及び前記荷重負荷機構を制御することで、
下記(式1)で算出される前記評価材のすべり率σ
12
を、-300%~-60%または60%~100%とし、
下記(式2)により算出される焼付き評価パラメータS
R
を9.00以下とする
ことを特徴とする請求項1または2に記載の転がり疲労強度試験装置。
σ
12
=[%]=(2×π×R
11
×u
1
/60-2×π×R
21
×u
2
/60)/(2×π×R
11
×u
1
/60) ・・・(式1)
S
R
=A(σ
12
/100)
2
・・・(式2)
R
11
:前記第1回転面の前記第1回転軸線からの半径[mm]
R
21
:前記第2回転面の前記第2回転軸線からの半径[mm]
u
1
:前記評価材の回転速度[rpm]
u
2
:前記相手材の回転速度[rpm]
A:前記評価材の前記相手材との接触面の接触面積[mm
2
]
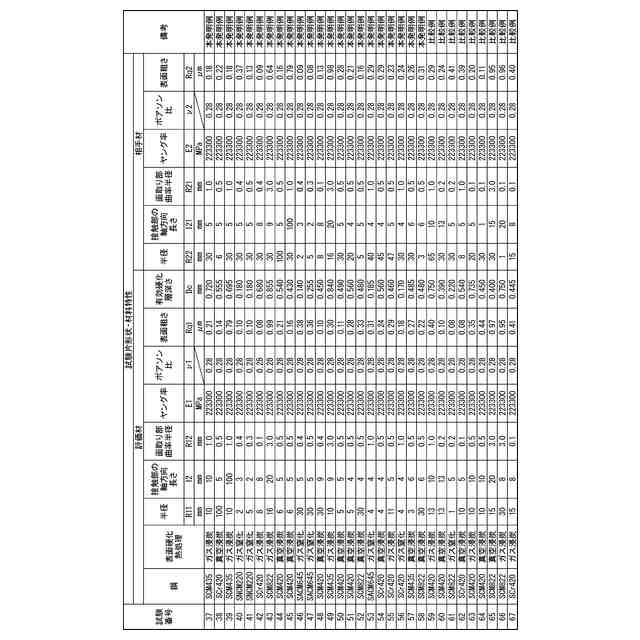
【請求項4】
前記評価材における前記相手材と接触する接触面、および、前記相手材における前記評価材と接触する接触面の二乗平均平方根粗さRqが1.00μm以下であり、
前記転がり疲労強度試験時に、前記制御部が、前記第1回転駆動機構、前記第2回転駆動機構、及び前記荷重負荷機構を制御することで、
下記(式3)から算出される降伏パラメータR
D
を0.85以下とする、
ことを特徴とする請求項3に記載の転がり疲労強度試験装置。
R
D
=Dτ
xy
’/D
c
・・・(式3)
Dτ
xy
’=2×Dτ
xy
・・・(式4)
ここで、
R
D
:前記評価材の共役最大せん断応力τ
xy
が発生する、前記評価材の前記接触面からの深さ位置Dτ
xy
を用いて上記(式4)から算出されるDτ
xy
’と、前記評価材の有効硬化層深さD
c
と、により算出される降伏パラメータ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、転がり疲労強度試験装置に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
従来、歯車に使用される表面硬化鋼の転がり疲労強度(ピッチング強度)は、二円筒転がり疲労試験で評価されることが多い。二円筒転がり疲労試験は、ローラ状の試験片と、相手方のローラとを接触させ、接触面の面圧や各ローラの回転数を制御して、試験片の転がり疲労を評価する試験である。
【0003】
例えば、特許文献1では、試験片である直径が26mmの小ローラと、直径が130mmでありクラウニングが150mmの大ローラと、を用い、すべり率を80%、小ローラの回転数を1000rpm、面圧を2800MPaまたは3000MPaとしてピッチング強度の測定が行われている。
【先行技術文献】
【特許文献】
【0004】
特開2010-132936号公報
【非特許文献】
【0005】
中原一郎、材料力学下巻、養賢堂、東京(1971)、116-132頁
徳田昌敏、機械設計、Vol.24、No.12(1980)、26-30頁
Tedric A. Harris, "Rolling Bearing Analysis", John Wiley & Sons Inc., p.110-143.
【発明の概要】
【発明が解決しようとする課題】
【0006】
近年、電動車が登場して市場でシェアを増やしつつある。電動車では、従来型のガソリンエンジン車に比べ、歯車にかかる負荷(面圧、回転数、すべり率など)が高くなる傾向があり、歯車の素材となる鋼にも高強度が求められる。その結果、電動車の歯車として用いられる鋼材を評価する場合には、より高い負荷をかけて試験を行う必要が生じている。
【0007】
従来から用いられている二円筒転がり疲労試験において、高強度材の転がり疲労強度を高負荷下で評価する場合、試験中に焼付きが発生することがある。そのため、適切な試験結果が得られなくなる、あるいは焼付きを避けるために試験時の回転速度を下げざるを得ず、長期間を要する試験となるといった課題があった。加えて近年、燃費改善の観点から駆動部品の潤滑油の低粘度化が進められていることから、従来よりも焼付きの発生が懸念される。そのため、試験中の二円筒間の接触状態をトルクや油膜厚さ、摩擦係数などからモニタリングし、適切な条件で試験を行うための装置が必要となる。
【0008】
本発明は、上記事情に鑑みてなされたものであり、本発明の目的とするところは、評価材の焼き付きを生じることなく転がり疲労強度試験を行える転がり疲労強度試験装置を提供することにある。
【課題を解決するための手段】
【0009】
上記知見に基づき完成された本発明の要旨は、以下の通りである。
[1] 本発明の一態様に係る転がり疲労強度試験装置は、
中心線の周りに形成された第1回転面を有する評価材の転がり疲労強度を評価する試験装置であって、
前記評価材を保持し、前記中心線と同軸である第1回転軸線回りに前記評価材を回転させる第1回転駆動機構と、
第2回転軸線を中心とする第2回転面を有する相手材と、
前記第1回転軸線に対して前記第2回転軸線が平行をなすように前記相手材を保持し、前記第2回転軸線回りに前記相手材を回転させる第2回転駆動機構と、
前記第1回転面と前記第2回転面とを互いに対向させた状態で互いに逆回転させながら、前記第1回転駆動機構及び前記第2回転駆動機構間を相対的に接近離間させる荷重負荷機構と、
前記評価材の前記第1回転面に生じたピッチングを検知するピッチング検知部と、
前記評価材及び前記相手材の少なくとも一方に潤滑油を供給する潤滑油供給部と、
前記第1回転駆動機構、前記第2回転駆動機構、及び前記荷重負荷機構を制御する制御部と、
を備え、
前記第1回転駆動機構が、
モータと、
前記モータの回転駆動力を受けて前記評価材を回転させる駆動軸と、
前記駆動軸のトルクを測定して前記制御部に送信するトルクセンサと、
を有し、
前記制御部が、
前記トルクセンサで測定した前記トルクに基づいて前記第1回転面及び前記第2回転面間の最小油膜厚をリアルタイムで求める。
【0010】
[2]上記[1]に記載の転がり疲労強度試験装置において、以下の構成を採用してもよい:
前記最小油膜厚が所定の閾値を下回った時点で、
前記第1回転軸線及び前記第2回転軸線間の間隔を開くように前記荷重負荷機構を制御すること、及び、
前記第1回転駆動機構の回転数及び前記第2回転駆動機構の回転数の両方を下げること、
のうちの少なくとも一方を行う。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
部品
4日前
日本製鉄株式会社
溶接継手
3日前
日本製鉄株式会社
捻回試験装置
4日前
日本製鉄株式会社
表面処理鋼材
4日前
日本製鉄株式会社
素形材及びその製造方法
4日前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
5日前
日本製鉄株式会社
溶接継手の応力拡大係数推定方法
10日前
日本製鉄株式会社
炭素鋼鋳片、および炭素鋼鋳片の製造方法
4日前
日本製鉄株式会社
下地部材、面材接合体、屋根パネル及び壁パネル
11日前
日本製鉄株式会社
異常検知装置、異常検知方法、および、プログラム
4日前
日本製鉄株式会社
スラグのフォーミング鎮静方法及びフォーミング鎮静材
10日前
日本製鉄株式会社
ヤード管理装置、ヤード管理システム及びヤード管理方法
4日前
日本製鉄株式会社
製造スケジュール決定装置、製造スケジュール決定方法及び製造スケジュール決定プログラム
5日前
日本製鉄株式会社
チタン合金熱間圧延材、熱処理シミュレーション方法、熱処理シミュレーション装置、プログラム、及び、チタン合金熱間圧延材の製造方法
10日前
個人
粒子分析装置
3日前
個人
アクセサリー型テスター
4日前
栄進化学株式会社
浸透探傷用濃縮液
10日前
株式会社ミツトヨ
画像測定機
5日前
株式会社テイエルブイ
振動検出装置
3日前
エイブリック株式会社
電流検出回路
17日前
東レ株式会社
シート状物の検査方法
18日前
株式会社チノー
放射光測温装置
17日前
ダイハツ工業株式会社
試料セル
3日前
大和製衡株式会社
計量装置
10日前
トヨタ自動車株式会社
電気自動車
4日前
日本特殊陶業株式会社
ガスセンサ
17日前
日本特殊陶業株式会社
ガスセンサ
17日前
株式会社 キョーワ
食品搬送装置
17日前
日本碍子株式会社
ガスセンサ
17日前
大成建設株式会社
画像表示システム
13日前
理研計器株式会社
ガス検出器
5日前
理研計器株式会社
ガス検出器
5日前
株式会社熊谷組
計測システム
10日前
理研計器株式会社
ガス検出器
5日前
理研計器株式会社
ガス検出器
5日前
富士電機株式会社
エンコーダ
18日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ