TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025037705
公報種別
公開特許公報(A)
公開日
2025-03-18
出願番号
2023144800
出願日
2023-09-06
発明の名称
溶銑容器用の湿式吹付材及びそれを施工した混銑車
出願人
日本製鉄株式会社
,
黒崎播磨株式会社
代理人
弁理士法人英和特許事務所
主分類
C04B
35/66 20060101AFI20250311BHJP(セメント;コンクリート;人造石;セラミックス;耐火物)
要約
【課題】高炉スラグに対する耐久性に優れ、しかも施工後の耐用性にも優れる溶銑容器用の湿式吹付材及びそれを施工した混銑車を提供する。
【解決手段】耐火原料配合物中に、粒径75μm未満のジルコン原料及び粒径75μm未満の炭化珪素原料を含有すると共に、残部に主として、アルミナ原料、シリカ原料及びアルミナ-シリカ原料を含有する溶銑容器用の湿式吹付材において、粒径75μm未満のジルコン原料及び粒径75μm未満の炭化珪素原料の含有率が、耐火原料配合物100質量%中に占める割合において、それぞれ3質量%以上17質量%以下であることを特徴とする溶銑容器用の湿式吹付材、及びこの湿式吹付材を施工した混銑車。
【選択図】なし
特許請求の範囲
【請求項1】
耐火原料配合物中に、粒径75μm未満のジルコン原料及び粒径75μm未満の炭化珪素原料を含有すると共に、残部に主として、アルミナ原料、シリカ原料及びアルミナ-シリカ原料を含有する溶銑容器用の湿式吹付材において
粒径75μm未満のジルコン原料及び粒径75μm未満の炭化珪素原料の含有率が、耐火原料配合物100質量%中に占める割合において、それぞれ3質量%以上17質量%以下であることを特徴とする溶銑容器用の湿式吹付材。
続きを表示(約 470 文字)
【請求項2】
前記耐火原料配合物100質量%中に、粒径75μm未満のアルミナ原料を8質量%以上20質量%以下含有する、請求項1に記載の溶銑容器用の湿式吹付材。
【請求項3】
前記耐火原料配合物100質量%に対して、有機繊維を0.05質量%以上0.25質量%以下添加している、請求項1又は2に記載の溶銑容器用の湿式吹付材。
【請求項4】
粒径75μm未満のジルコン原料と粒径75μm未満の炭化珪素原料との合計含有率が15質量%以上23質量%以下である、請求項1又は請求項2に記載の溶銑容器用の湿式吹付材。
【請求項5】
粒径75μm未満のジルコン原料と粒径75μm未満の炭化珪素原料との合計含有率が15質量%以上23質量%以下であり、かつ前記耐火原料配合物100質量%に対して、有機繊維を0.05質量%以上0.25質量%以下添加している、請求項1又は請求項2に記載の溶銑容器用の湿式吹付材。
【請求項6】
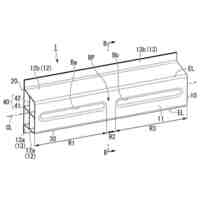
請求項1又は請求項2に記載の溶銑容器用の湿式吹付材を施工した混銑車。
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶銑容器用の湿式吹付材及びそれを施工した混銑車に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
各種工業窯炉の内張りあるいはその補修材として、原料配合物に水を添加して混錬した後、その混練した混練物を空気圧でノズルに圧送し、ノズル又はノズル直前で急結剤を添加して吹き付ける湿式吹付材が古くから知られている(例えば特許文献1)。
【先行技術文献】
【特許文献】
【0003】
特開昭63-265870号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
混銑車、溶銑鍋等の溶銑容器に使用される湿式吹付材には、当然ながら溶銑及び高炉スラグ、特に高炉スラグに対する耐浸潤性及び耐溶損性、すなわち耐久性が求められる。しかし、本発明者らによる試験及び研究によると、溶銑容器の内張りあるいはその補修材としての湿式吹付材の施工後の耐用性を向上させるには、高炉スラグに対する耐久性を向上させるだけでは十分でなく、新たな技術手段が必要であることがわかった。
【0005】
本発明が解決しようとする課題は、高炉スラグに対する耐久性に優れ、しかも施工後の耐用性にも優れる溶銑容器用の湿式吹付材及びそれを施工した混銑車を提供することにある。
【課題を解決するための手段】
【0006】
本発明者らによる試験及び研究によると、湿式吹付材の施工後の耐用性を向上させるには、その施工体が所定の温度、荷重下において所定量膨張する特性を有することが必要であることがわかった。すなわち、湿式吹付材は溶銑容器内に内張りされたれんがの溶損部分の補修施工に使用される場合が多いところ、その場合、施工体はれんがによる荷重を受ける。このような状態において施工体が収縮すると、施工体の剥離、れんがの損傷に繋がるため、荷重下で膨張傾向にあることが必要となる。一方、施工体が荷重下で膨張しすぎるとれんがの損傷に繋がるため、膨張が大きすぎないことも求められる。この観点から本発明者らが、湿式吹付材の施工体の使用条件等も考慮しつつ実際の施工体の解析及び研究を重ねたところ、1200℃での0.20MPa荷重下の膨張率(以下「熱間荷重下膨張率」という。)が2.5±0.2%の範囲内、好ましくは2.5±0.1%の範囲内であれば、溶銑容器内で施工体の剥離やれんがの損傷が生じにくくなり、その結果、湿式吹付材の施工後の耐用性が向上することがわかった。
更に本発明者らが、熱間荷重下膨張率を2.5±0.2%の範囲内とすることと、高炉スラグに対する耐久性向上とを両立させるべく試験及び研究を重ねた結果、粒径75μm未満のジルコン原料と粒径75μm未満の炭化珪素原料とを併用することが有効であるとの知見を得、本発明を完成させるに至った。
【0007】
すなわち、本発明の一観点によれば次の湿式吹付材が提供される。
耐火原料配合物中に、粒径75μm未満のジルコン原料及び粒径75μm未満の炭化珪素原料を含有すると共に、残部に主として、アルミナ原料、シリカ原料及びアルミナ-シリカ原料を含有する溶銑容器用の湿式吹付材において
粒径75μm未満のジルコン原料及び粒径75μm未満の炭化珪素原料の含有率が、耐火原料配合物100質量%中に占める割合において、それぞれ3質量%以上17質量%以下であることを特徴とする溶銑容器用の湿式吹付材。
また本発明の他の観点によれば、本発明の湿式吹付材を施工した混銑車が提供される。
【発明の効果】
【0008】
本発明によれば、高炉スラグに対する耐久性に優れ、しかも施工後の耐用性にも優れる溶銑容器用の湿式吹付材及びそれを施工した混銑車を提供することができる。
【発明を実施するための形態】
【0009】
本発明の湿式吹付材は、耐火原料配合物100質量%中に、粒径75μm未満のジルコン原料を3質量%以上17質量%以下、粒径75μm未満の炭化珪素原料を3質量%以上17質量%以下含有する。
ここで、本発明でいう粒径とは、耐火原料粒子を篩いで篩って分離したときの篩い目の大きさのことであり、例えば粒径75mm未満のジルコン原料とは、篩い目が75μmの篩いを通過するジルコン原料のことで、粒径75μm以上のジルコン原料とは、篩い目が75μmの篩い目を通過しないジルコン原料のことである。
【0010】
粒径75μm未満のジルコン原料(以下「ジルコン微粒原料」という。)は、溶銑容器の使用時に溶銑又はスラグとの接触などで加熱を受けると、ジルコニアと非晶質シリカとに解離されて高粘性のガラス相を生成する。そして、このガラス相が粒径75μm未満の炭化珪素原料(以下「炭化珪素微粒原料」という。)の周囲に適度に存在することにより、高炉スラグに対する耐久性が向上する。すなわち、ガラス相が炭化珪素微粒原料を被覆するように適度に存在することにより、炭化珪素微粒原料の酸化が抑制され、炭化珪素微粒原料が本来有する高炉スラグに対する耐久性向上効果が如何なく発揮される。また、ジルコン原料と炭化珪素原料をいずれも粒径75μm未満の微粒原料とすることで、ジルコン微粒原料の解離により生成したガラス相が炭化珪素微粒原料の周囲に適度に存在しやすくなる。このことからも、上述の高炉スラグに対する耐久性向上効果が如何なく発揮される。なお、以下の説明では高炉スラグに対する耐久性のことを「スラグ耐久性」という。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
部品
22日前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
溶接継手
21日前
日本製鉄株式会社
捻回試験装置
22日前
日本製鉄株式会社
衝撃吸収部材
14日前
日本製鉄株式会社
衝撃吸収部材
14日前
日本製鉄株式会社
衝撃吸収部材
14日前
日本製鉄株式会社
衝撃吸収部材
14日前
日本製鉄株式会社
表面処理鋼材
22日前
日本製鉄株式会社
鋼の製造方法
2日前
日本製鉄株式会社
金属溶解方法
今日
日本製鉄株式会社
鋼の製造方法
1か月前
日本製鉄株式会社
柱梁接合構造
1か月前
日本製鉄株式会社
多角形筒形構造
1か月前
日本製鉄株式会社
高炉の操業方法
14日前
日本製鉄株式会社
焼結鉱の製造方法
17日前
日本製鉄株式会社
焼結鉱の製造方法
17日前
日本製鉄株式会社
焼結鉱の製造方法
17日前
日本製鉄株式会社
メタンの製造方法
今日
日本製鉄株式会社
ボルトの製造方法
6日前
日本製鉄株式会社
鋳片の連続鋳造方法
14日前
日本製鉄株式会社
コイルばねの製造方法
1か月前
日本製鉄株式会社
固定具および固定構造
17日前
日本製鉄株式会社
高力ボルト摩擦接合構造
1か月前
日本製鉄株式会社
ラインパイプ用電縫鋼管
1か月前
日本製鉄株式会社
素形材及びその製造方法
22日前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
23日前
日本製鉄株式会社
衝撃吸収部材及び車体部品
14日前
日本製鉄株式会社
衝撃吸収部材及び車体部品
14日前
日本製鉄株式会社
転炉の吹錬終了温度設定方法
1か月前
日本製鉄株式会社
T継手の製造方法及び評価方法
今日
日本製鉄株式会社
溶接継手の応力拡大係数推定方法
28日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
13日前
日本製鉄株式会社
メタンの製造方法およびメタンの製造装置
今日
日本製鉄株式会社
炭素鋼鋳片、および炭素鋼鋳片の製造方法
22日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ