TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025014025
公報種別
公開特許公報(A)
公開日
2025-01-28
出願番号
2024189916,2021034655
出願日
2024-10-29,2021-03-04
発明の名称
自動車車体の構造部材
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B62D
25/04 20060101AFI20250121BHJP(鉄道以外の路面車両)
要約
【課題】局部座屈モードの変形の、ストローク初期における耐荷重と、衝撃吸収エネルギとを向上させることでより優れた衝突安全性能を発揮することが可能な構造部材を提供する。
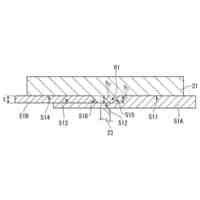
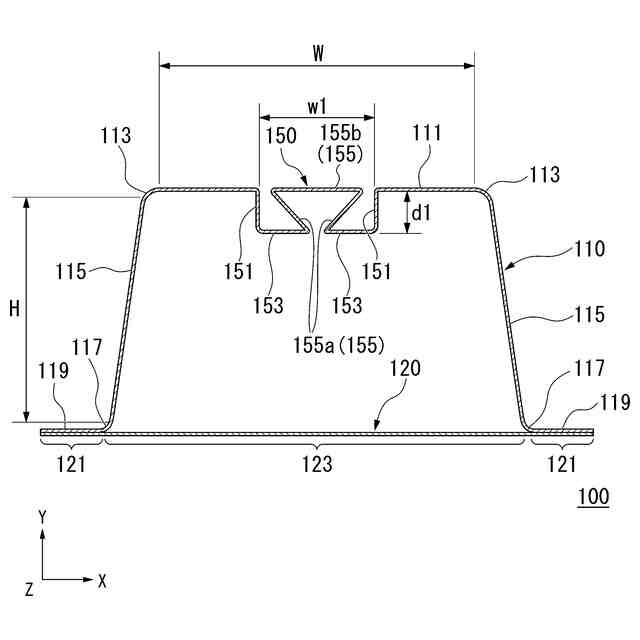
【解決手段】ハット型部材と接合部材と、を備え、天板部又は天板対向部に長手方向に沿って延在する複合ビードが形成され、複合ビードは、一対のビード側壁と一対のビード底壁と膨出部とを有し、長手方向に垂直な断面において膨出部は、第一端部から高さ方向の外方に向かうに連れて互いに離間距離が増大するように延在する一対の傾斜部位と、一対の傾斜部位における第二端部同士を繋ぐ中央部位とを有し、側壁部に、高さ方向に沿って延在する高さ方向ビードが形成される自動車車体の構造部材。
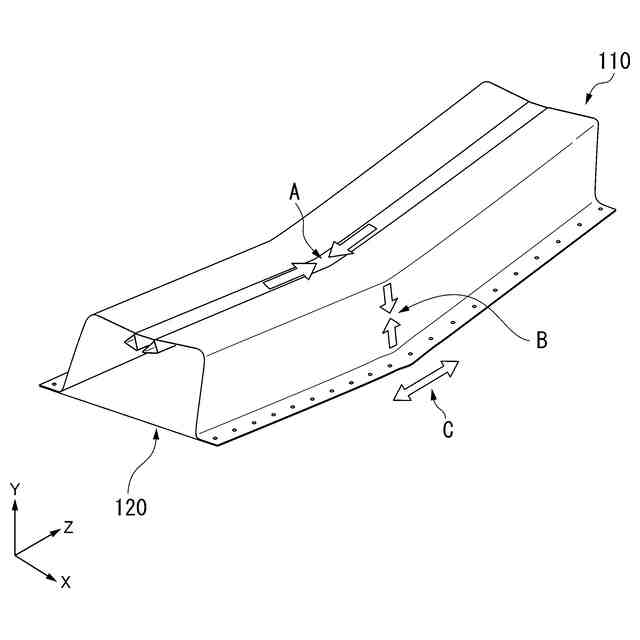
【選択図】図2A
特許請求の範囲
【請求項1】
長手方向に延びる天板部と、
前記天板部の幅方向の両端部に形成された第一コーナ部を介して延在する一対の側壁部と、
前記一対の側壁部における前記第一コーナ部とは反対側の端部に形成された第二コーナ部を介して延在する一対のフランジ部と、
を有するハット型部材と、
前記ハット型部材の前記一対のフランジ部に接合される一対の接合部と、
前記ハット型部材の前記天板部に対向する天板対向部と、
を有する接合部材と、
を備え、
前記天板部又は前記天板対向部に、前記長手方向に沿って延在する複合ビードが形成され、
前記複合ビードは、
前記天板部又は前記天板対向部から内方に向けて屈曲して延在する一対のビード側壁と、
前記一対のビード側壁から互いに向かい合う方向に向けて屈曲して延在する一対のビード底壁と、
前記一対のビード底壁の間に形成される膨出部と、
を備え、
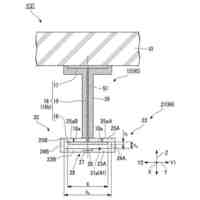
前記長手方向に垂直な断面において、前記膨出部は、
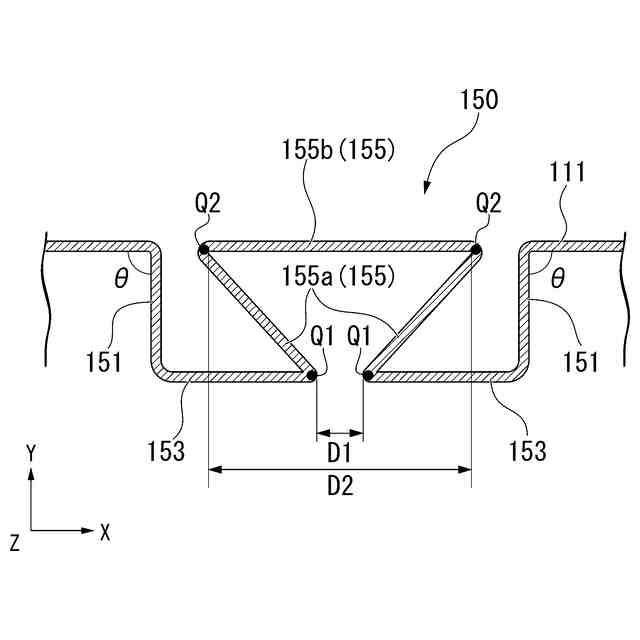
前記一対のビード底壁における前記一対のビード側壁とは反対側の端部である第一端部から、高さ方向の外方に向かうに連れて互いに離間距離が増大するように延在する一対の傾斜部位と、
前記一対の傾斜部位における、前記一対のビード底壁とは反対側の端部である第二端部同士を繋ぐ中央部位と、
を備え、
前記複合ビードが二本以上、前記幅方向に並列して形成され、
前記複合ビードが前記ハット型部材の前記天板部に形成され、
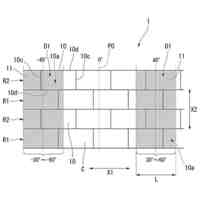
前記長手方向に垂直な断面において、前記天板部と前記第一コーナ部との境界点から、前記幅方向に前記天板部の幅の1/4の離間距離となる点までの領域に、前記複合ビードの前記幅方向の中心が位置するように前記複合ビードが形成され、
前記側壁部に、前記高さ方向に沿って延在する高さ方向ビードが形成されることを特徴とする自動車車体の構造部材。
続きを表示(約 1,700 文字)
【請求項2】
前記長手方向に垂直な断面において、前記天板部と前記第一コーナ部との境界点から、20mmの離間距離となる点までの領域に、前記複合ビードと前記天板部との境界点が位置するように前記複合ビードが形成される
ことを特徴とする請求項1に記載の自動車車体の構造部材。
【請求項3】
前記天板部と前記ビード側壁との境界点同士を結ぶ仮想直線が、前記膨出部の前記中央部位の少なくとも一部に重なる
ことを特徴とする請求項1または2に記載の自動車車体の構造部材。
【請求項4】
前記ハット型部材が板厚1.2mm以下の鋼板により形成されている
ことを特徴とする請求項1~3のいずれか一項に記載の自動車車体の構造部材。
【請求項5】
前記ハット型部材が引張強さ980MPa以上の鋼板により形成されている
ことを特徴とする請求項1~4のいずれか一項に記載の自動車車体の構造部材。
【請求項6】
前記ハット型部材が焼き入れ部材である
ことを特徴とする請求項1~5のいずれか一項に記載の自動車車体の構造部材。
【請求項7】
長手方向に延びる天板部と、
前記天板部の幅方向の両端部に形成された第一コーナ部を介して延在する一対の側壁部と、
前記一対の側壁部における前記第一コーナ部とは反対側の端部に形成された第二コーナ部を介して延在する一対のフランジ部と、
を有するハット型部材と、
前記ハット型部材の前記一対のフランジ部に接合される一対の接合部と、
前記ハット型部材の前記天板部に対向する天板対向部と、
を有する接合部材と、
を備え、
前記天板部又は前記天板対向部に、前記長手方向に沿って延在する複合ビードが形成され、
前記複合ビードは、
前記天板部又は前記天板対向部から内方に向けて屈曲して延在する一対のビード側壁と、
前記一対のビード側壁から互いに向かい合う方向に向けて屈曲して延在する一対のビード底壁と、
前記一対のビード底壁の間に形成される膨出部と、
を備え、
前記長手方向に垂直な断面において、前記膨出部は、
前記一対のビード底壁における前記一対のビード側壁とは反対側の端部である第一端部から、高さ方向の外方に向かうに連れて互いに離間距離が増大するように延在する一対の傾斜部位と、
前記一対の傾斜部位における、前記一対のビード底壁とは反対側の端部である第二端部同士を繋ぐ中央部位と、
を備え、
前記複合ビードが二本以上、前記幅方向に並列して形成され、
前記複合ビードが前記接合部材の前記天板対向部に形成され、
前記長手方向に垂直な断面において、前記接合部材の前記接合部の内側の端部から、前記幅方向に前記天板対向部の幅の1/4の離間距離となる点までの領域に、前記複合ビードの前記幅方向の中心が位置するように前記複合ビードが形成され、
前記側壁部に、前記高さ方向に沿って延在する高さ方向ビードが形成されることを特徴とする自動車車体の構造部材。
【請求項8】
前記長手方向に垂直な断面において、前記接合部材の前記接合部の内側の端部から、20mmの離間距離となる点までの領域に、前記複合ビードと前記接合部材との境界点が位置するように前記複合ビードが形成される
ことを特徴とする請求項7に記載の自動車車体の構造部材。
【請求項9】
前記天板対向部と前記ビード側壁との境界点同士を結ぶ仮想直線が、前記膨出部の前記中央部位の少なくとも一部に重なる
ことを特徴とする請求項7または8に記載の自動車車体の構造部材。
【請求項10】
前記接合部材が板厚1.2mm以下の鋼板により形成されている
ことを特徴とする請求項7~9のいずれか一項に記載の自動車車体の構造部材。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、自動車車体の構造部材に関する。
続きを表示(約 3,900 文字)
【背景技術】
【0002】
近年、自動車の衝突安全性能の向上および車体軽量化を目的として、自動車部品への高張力鋼板の適用が拡大している。高張力鋼板を適用することで、より優れた衝突安全性能を持つ部品を得ることができたり、または衝突安全性能と薄肉化による軽量化とを両立することが可能となる。
【0003】
しかしながら素材の板厚が薄くなると、加工前の鋼板の剛性が低下するだけなく、加工後の部品の剛性も低下するため、強度が高く、板厚の薄い鋼板を単純に使用するだけでは、衝突安全性能として十分な高強度化の効果が得られない場合がある。
【0004】
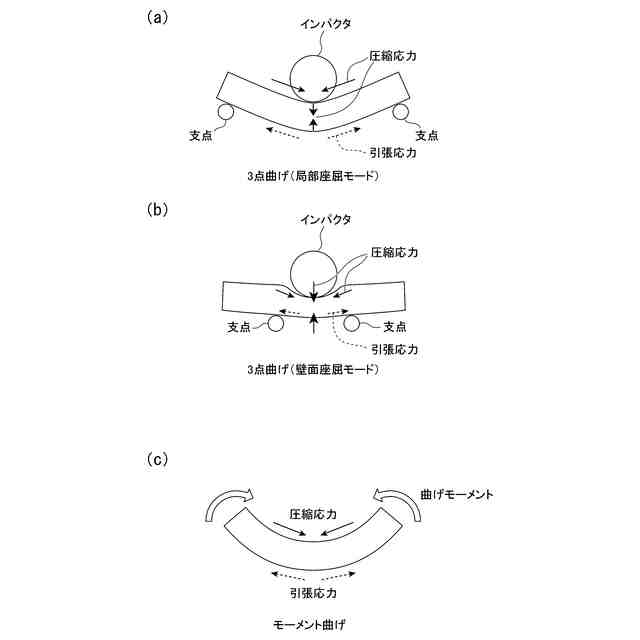
自動車車体部品の衝突安全性能として、側面衝突(側突)におけるサイドシルやBピラー、前面衝突(前突)におけるバンパー等の曲げ圧潰特性がある。これらの部品の曲げ圧潰特性として、局部座屈モードの3点曲げ特性を高め、薄い板厚の素材を用いてもより高い衝突安全性能を発揮することが希求されている。
【0005】
特許文献1には、本体部の長手方向に沿って本体部の幅方向中央に延在するように凹ビードを設けるように設計された、耐座屈性に優れた車両用耐衝突補強材が開示されている。
特許文献2には、上部ウェブ、下部ウェブの一方又は両方に、車両の前後方向に略平行な凹状又は凸状のビードを有する車両用金属製アブソーバが開示されている。
【先行技術文献】
【特許文献】
【0006】
特許第5119477号公報
特許第4330652号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1、2の技術では、要求される更に高い曲げ圧潰部品の局部座屈モードの3点曲げ特性を十分に発揮することができなかった。
【0008】
本発明は、上記問題に鑑みてなされたものであり、本発明の目的とするところは、局部座屈モードの変形の、ストローク初期における耐荷重と、衝撃吸収エネルギとを向上させることでより優れた衝突安全性能を発揮することが可能な構造部材を提供することにある。
【課題を解決するための手段】
【0009】
本発明の具体的態様は以下のとおりである。
【0010】
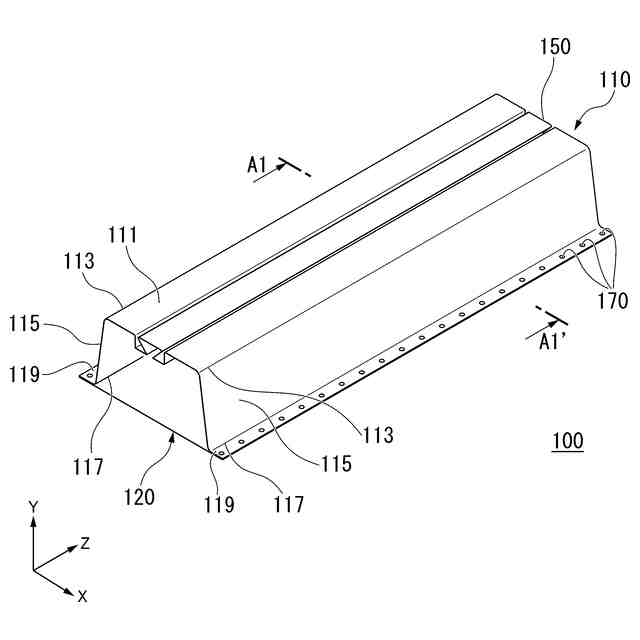
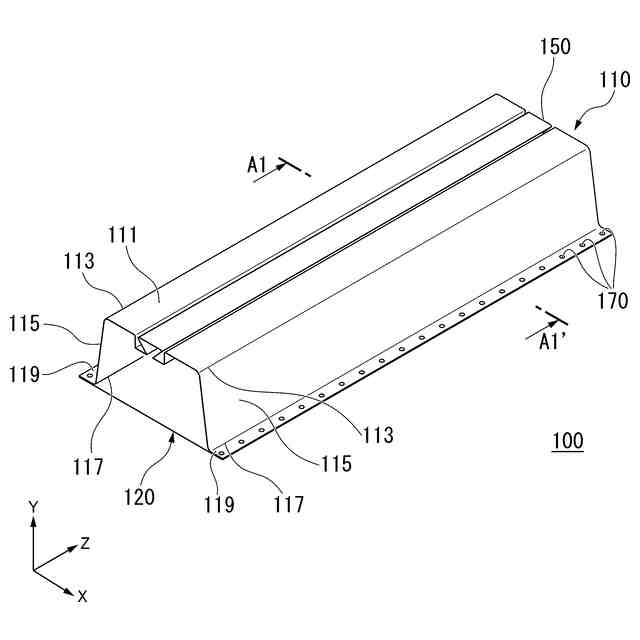
(1)本発明の第一の態様は、長手方向に延びる天板部と、前記天板部の幅方向の両端部に形成された第一コーナ部を介して延在する一対の側壁部と、前記一対の側壁部における前記第一コーナ部とは反対側の端部に形成された第二コーナ部を介して延在する一対のフランジ部と、を有するハット型部材と、前記ハット型部材の前記一対のフランジ部に接合される一対の接合部と、前記ハット型部材の前記天板部に対向する天板対向部と、を有する接合部材と、
を備え、前記天板部又は前記天板対向部に、前記長手方向に沿って延在する複合ビードが形成され、前記複合ビードは、前記天板部又は前記天板対向部から内方に向けて屈曲して延在する一対のビード側壁と、前記一対のビード側壁から互いに向かい合う方向に向けて屈曲して延在する一対のビード底壁と、前記一対のビード底壁の間に形成される膨出部と、を備え、前記長手方向に垂直な断面において、前記膨出部は、前記一対のビード底壁における前記一対のビード側壁とは反対側の端部である第一端部から、高さ方向の外方に向かうに連れて互いに離間距離が増大するように延在する一対の傾斜部位と、前記一対の傾斜部位における、前記一対のビード底壁とは反対側の端部である第二端部同士を繋ぐ中央部位と、を備える自動車車体の構造部材である。
(2)上記(1)に記載の自動車車体の構造部材では、前記複合ビードが二本以上、前記幅方向に並列して形成されてもよい。
(3)上記(1)又は(2)に記載の自動車車体の構造部材では、前記複合ビードが前記ハット型部材の前記天板部に形成されてもよい。
(4)上記(3)に記載の自動車車体の構造部材では、前記長手方向に垂直な断面において、前記天板部と前記第一コーナ部との境界点から、前記幅方向に前記天板部の幅の1/4の離間距離となる点までの領域に、前記複合ビードの前記幅方向の中心が位置するように前記複合ビードが形成されてもよい。
(5)上記(3)に記載の自動車車体の構造部材では、前記長手方向に垂直な断面において、前記天板部と前記第一コーナ部との境界点から、20mmの離間距離となる点までの領域に、前記複合ビードと天板部との境界点が位置するように前記複合ビードが形成されてもよい。
(6)上記(3)~(5)のいずれか一項に記載の自動車車体の構造部材では、前記天板部と前記ビード側壁との境界点同士を結ぶ仮想直線が、前記膨出部の前記中央部位の少なくとも一部に重なってもよい。
(7)上記(3)~(6)のいずれか一項に記載の自動車車体の構造部材では、前記ハット型部材が板厚1.2mm以下の鋼板により形成されていてもよい。
(8)上記(3)~(7)のいずれか一項に記載の自動車車体の構造部材では、前記ハット型部材が引張強さ980MPa以上の鋼板により形成されていてもよい。
(9)上記(3)~(8)のいずれか一項に記載の自動車車体の構造部材では、前記ハット型部材が焼き入れ部材であってもよい。
(10)上記(1)又は(2)に記載の自動車車体の構造部材では、前記複合ビードが前記接合部材の前記天板対向部に形成されてもよい。
(11)上記(10)に記載の自動車車体の構造部材では、前記長手方向に垂直な断面において、前記接合部材の前記接合部の内側の端部から、前記幅方向に前記天板対向部の幅の1/4の離間距離となる点までの領域に、前記複合ビードの前記幅方向の中心が位置するように前記複合ビードが形成されてもよい。
(12)上記(10)に記載の自動車車体の構造部材では、前記長手方向に垂直な断面において、前記接合部材の前記接合部の内側の端部から、20mmの離間距離となる点までの領域に、前記複合ビードと前記接合部材との境界点が位置するように前記複合ビードが形成されてもよい。
(13)上記(10)~(12)のいずれか一項に記載の自動車車体の構造部材では、前記天板対向部と前記ビード側壁との境界点同士を結ぶ仮想直線が、前記膨出部の前記中央部位の少なくとも一部に重なってもよい。
(14)上記(10)~(13)のいずれか一項に記載の自動車車体の構造部材では、前記接合部材が板厚1.2mm以下の鋼板により形成されてもよい。
(15)上記(10)~(14)のいずれか一項に記載の自動車車体の構造部材では、前記接合部材が引張強さ980MPa以上の鋼板により形成されてもよい。
(16)上記(10)~(15)のいずれか一項に記載の自動車車体の構造部材では、前記接合部材が焼き入れ部材であってもよい。
(17)上記(1)~(16)のいずれか一項に記載の自動車車体の構造部材では、前記第一端部同士が接触していてもよい。
(18)上記(17)に記載の自動車車体の構造部材では、前記第一端部同士が固定されていてもよい。
(19)上記(1)~(18)のいずれか一項に記載の自動車車体の構造部材では、前記膨出部と前記ビード側壁とが接触していてもよい。
(20)上記(19)に記載の自動車車体の構造部材では、前記膨出部と前記ビード側壁とが固定されていてもよい。
(21)上記(1)~(20)のいずれか一項に記載の自動車車体の構造部材では、前記第二端部同士の離間距離は、前記第一端部同士の離間距離の1.2倍以上であってもよい。
(22)上記(1)~(21)のいずれか一項に記載の自動車車体の構造部材では、前記複合ビードの幅が5mm~20mmであり、前記複合ビードの深さが5mm~20mmであってもよい。
(23)上記(1)~(22)のいずれか一項に記載の自動車車体の構造部材では、前記複合ビードの深さ/幅で算出されるアスペクト比が0.25~4.0であってもよい。
(24)上記(1)~(23)のいずれか一項に記載の自動車車体の構造部材では、前記側壁部に、前記高さ方向に沿って延在する高さ方向ビードが形成されてもよい。
(25)上記(24)に記載の自動車車体の構造部材では、前記高さ方向ビードは、前記第一コーナ部から延在してもよい。
(26)上記(24)に記載の自動車車体の構造部材では、前記高さ方向ビードは、前記第二コーナ部から延在してもよい。
(27)上記(24)に記載の自動車車体の構造部材では、前記高さ方向ビードは、前記第一コーナ部から前記二コーナ部まで延在してもよい。
(28)上記(24)~(27)のいずれか一項に記載の自動車車体の構造部材では、前記高さ方向ビードの幅が10mm~60mmであり、前記高さ方向ビードの深さが2mm~10mmであってもよい。
(29)上記(24)~(28)のいずれか一項に記載の自動車車体の構造部材では、前記高さ方向ビードの深さ/幅で算出されるアスペクト比が0.05~1.0であってもよい。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
堤防
1か月前
日本製鉄株式会社
鋼材
10日前
日本製鉄株式会社
鋼線
1か月前
日本製鉄株式会社
回収装置
1か月前
日本製鉄株式会社
圧延装置
3日前
日本製鉄株式会社
鉄道車両
4日前
日本製鉄株式会社
鉄道車両
10日前
日本製鉄株式会社
めっき鋼線
1か月前
日本製鉄株式会社
梁端接合構造
1か月前
日本製鉄株式会社
脱炭精錬方法
25日前
日本製鉄株式会社
溶銑の脱硫方法
1か月前
日本製鉄株式会社
溶鋼の製造方法
4日前
日本製鉄株式会社
蒸留塔設置方法
1か月前
日本製鉄株式会社
還元鉄の溶解方法
1か月前
日本製鉄株式会社
焼結設備検査装置
10日前
日本製鉄株式会社
粒度分布測定方法
11日前
日本製鉄株式会社
焼結設備検査装置
10日前
日本製鉄株式会社
金属材料の多軸評価試験構造
25日前
日本製鉄株式会社
ねじ継手ユニットの製造方法
1か月前
日本製鉄株式会社
スポット溶接継手の製造方法
17日前
日本製鉄株式会社
鋼片処理装置及び鋼片処理方法
25日前
日本製鉄株式会社
高炉樋の耐火物ライニング構造
1か月前
日本製鉄株式会社
電縫管の製造方法及び溶接装置
1か月前
日本製鉄株式会社
焼結設備及び焼結鉱の冷却方法
1か月前
日本製鉄株式会社
鋼材、及び、浸炭機械構造用部品
1か月前
日本製鉄株式会社
冷延鋼板及び冷延鋼板の製造方法
1か月前
日本製鉄株式会社
焼結用炭材及び焼結鉱の製造方法
10日前
日本製鉄株式会社
精錬用ランスおよび溶鋼の精錬方法
1か月前
日本製鉄株式会社
制御設計装置、方法、及びプログラム
1か月前
日本製鉄株式会社
セグメントおよびセグメントの製造方法
1か月前
日本製鉄株式会社
経路追従制御装置および経路追従制御方法
1か月前
日本製鉄株式会社
不定形耐火物及び不定形耐火物の製造方法
26日前
日本製鉄株式会社
耐火梁、床構造、及び耐火被覆材の施工方法
14日前
日本製鉄株式会社
原子間力顕微鏡用プローブ及び鋼材の評価方法
25日前
日本製鉄株式会社
計画作成装置、計画作成方法、およびプログラム
1か月前
日本製鉄株式会社
検索装置、検索システム、検索方法及びプログラム
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ