TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025010804
公報種別
公開特許公報(A)
公開日
2025-01-23
出願番号
2023113022
出願日
2023-07-10
発明の名称
焼結設備及び焼結鉱の冷却方法
出願人
日本製鉄株式会社
代理人
アセンド弁理士法人
主分類
F27B
21/00 20060101AFI20250116BHJP(炉,キルン,窯;レトルト)
要約
【課題】シュートからの冷却空気の漏風を低減することのできる、焼結設備及びそれを用いた焼結鉱の冷却方法を提供する。
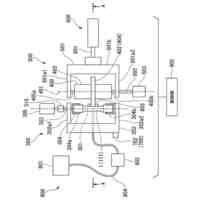
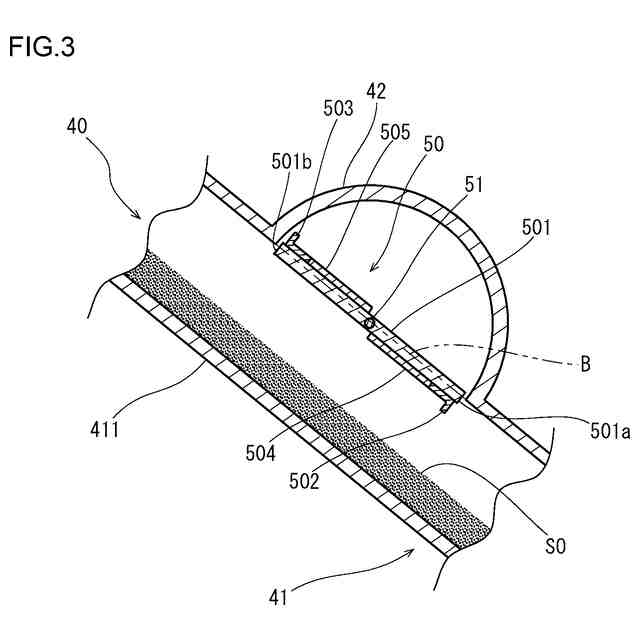
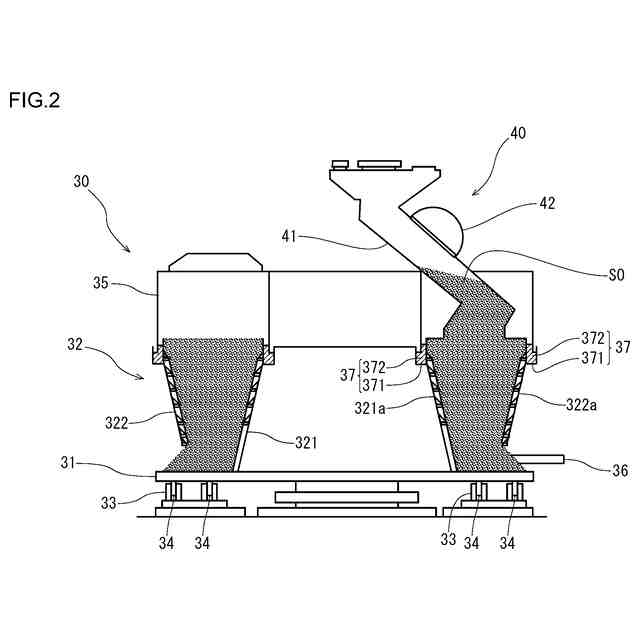
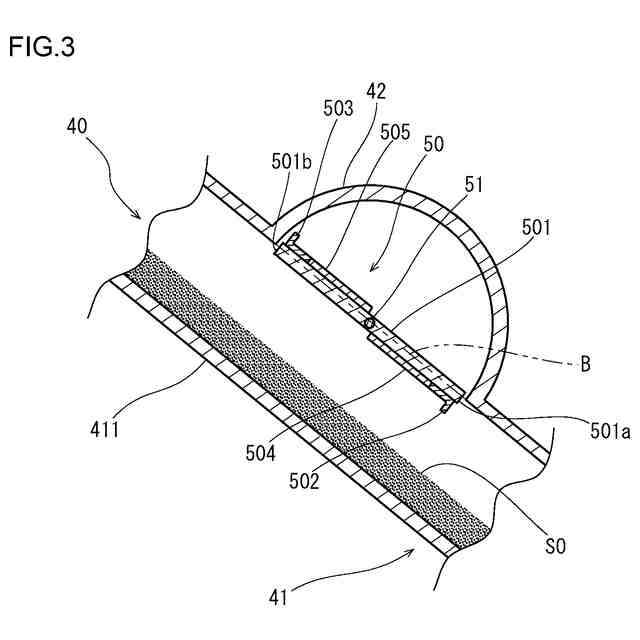
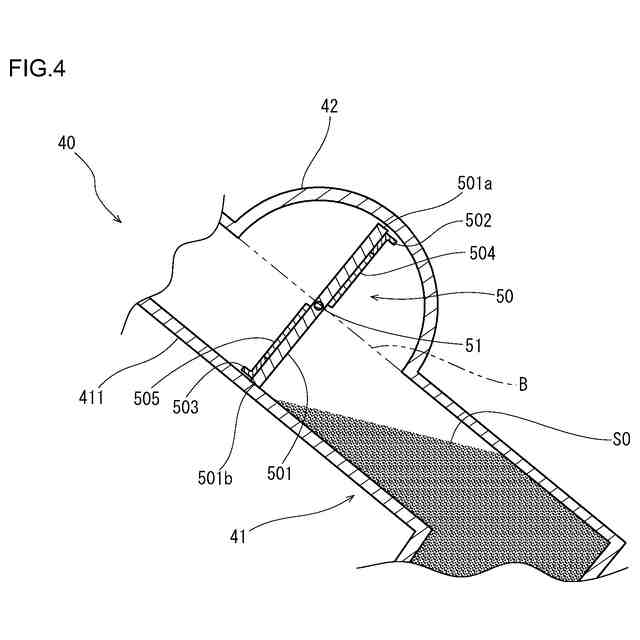
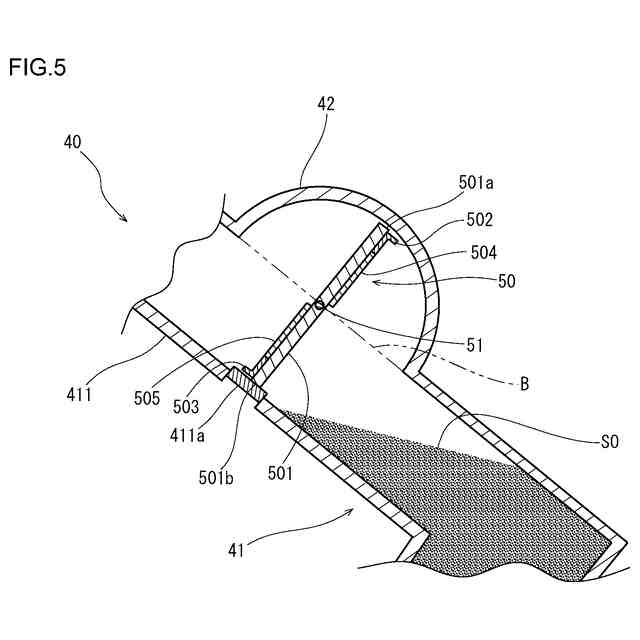
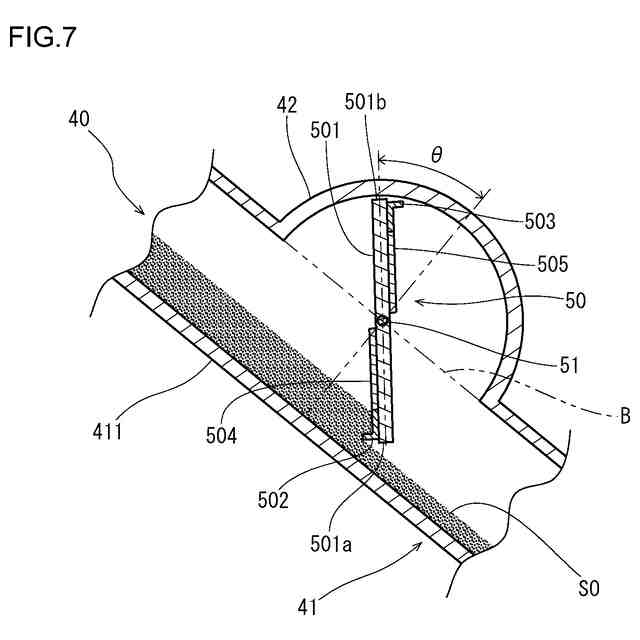
【解決手段】焼結設備は、焼結機と、クラッシャーと、冷却機と、シュート(40)と、遮蔽板(50)と、を備える。シュート(40)は、焼結鉱粒(SO)を受け入れて冷却機に導く。シュート(40)は、内部を焼結鉱粒(SO)が流動するシュート本体(41)と、シュート本体(41)の一部から上方に膨出する膨出部(42)と、を含む。遮蔽板(50)は、シュート本体(41)と膨出部(42)によって形成される内部空間において軸体(51)に取り付けられる。遮蔽板(50)は、軸体(51)周りに回転することにより、焼結鉱粒(SO)がシュート本体(41)内を流動することが可能な開放状態と、焼結鉱粒(SO)がシュート本体(41)内を流動することが不能な閉鎖状態とを切り替え可能に構成される。
【選択図】図3
特許請求の範囲
【請求項1】
焼結設備であって、
焼結原料を焼き固めて直方体状の焼結鉱ケーキを製造する焼結機と、
前記焼結機から排出される前記焼結鉱ケーキを破砕して焼結鉱粒を形成するクラッシャーと、
前記焼結鉱粒を冷却する冷却機と、
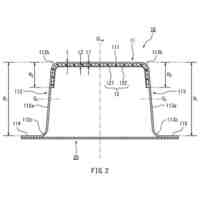
前記クラッシャーで破砕された前記焼結鉱粒を受け入れて前記冷却機に導くシュートであって、上方から下方に向かって傾斜して延び、内部を前記焼結鉱粒が流動するシュート本体と、前記シュート本体の一部から上方に膨出し、前記シュート本体と内部同士が連続する膨出部と、を含む前記シュートと、
前記シュート本体と前記膨出部によって形成される内部空間において、前記シュート本体の延在方向に垂直な方向で且つ水平な方向に延びる軸体に取り付けられ、前記軸体周りに回転可能に設けられた遮蔽板と、を備え、
前記遮蔽板は、前記軸体周りに回転することにより、前記焼結鉱粒が前記シュート本体内を流動することが可能な開放状態と、前記焼結鉱粒が前記シュート本体内を流動することが不能な閉鎖状態とを切り替え可能に構成される、焼結設備。
続きを表示(約 560 文字)
【請求項2】
請求項1に記載の焼結設備であって、
前記軸体は、前記シュート本体と前記膨出部との境界上に配置される、焼結設備。
【請求項3】
請求項1に記載の焼結設備であって、
前記開放状態のとき、前記遮蔽板は前記シュート本体と前記膨出部との境界に対して平行な姿勢である、焼結設備。
【請求項4】
請求項1に記載の焼結設備であって、
前記開放状態のとき、前記遮蔽板は前記シュート本体内を流動する前記焼結鉱粒と接触する、焼結設備。
【請求項5】
請求項1に記載の焼結設備であって、
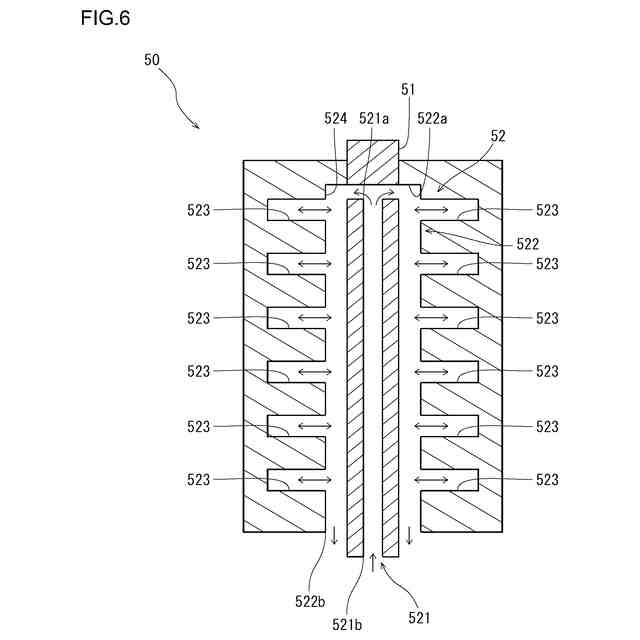
前記遮蔽板の内部には、冷却水が流通する水路が設けられている、焼結設備。
【請求項6】
請求項1に記載の焼結設備を用いた、焼結鉱の冷却方法であって、
前記クラッシャーを駆動させる電流値に基づき、前記遮蔽板の前記開放状態と前記閉鎖状態との切り替えを制御する、冷却方法。
【請求項7】
請求項6に記載の焼結鉱の冷却方法であって、
前記電流値を検出し、前記電流値がピークの時に前記遮蔽板を前記開放状態とし、前記遮蔽板を前記開放状態としてから所定の時間が経過すると前記遮蔽板を前記閉鎖状態とする、冷却方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、焼結設備及びそれを用いた焼結鉱の冷却方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
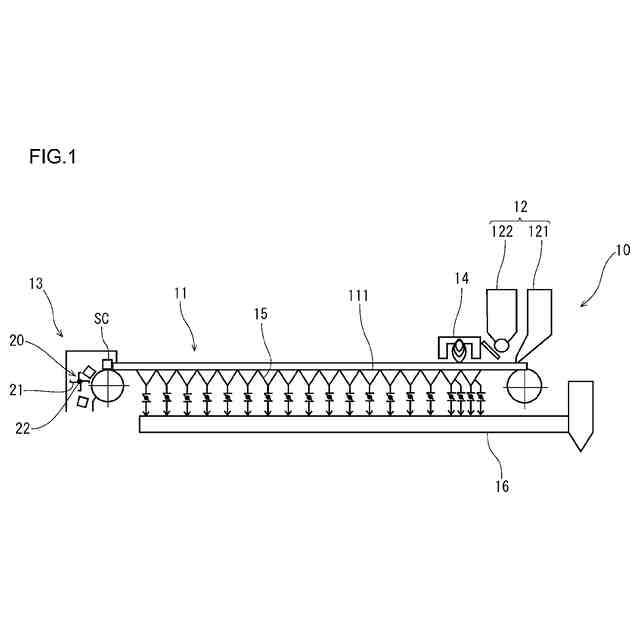
製銑工程では、鉄鉱石類及びコークスが高炉に装入され、これらを高温下で化学反応させることにより銑鉄が製造される。高炉に装入する原料(鉄鉱石類)として、通常、焼結設備で生産された焼結鉱が用いられる。焼結設備は、焼結機を含む。焼結機で焼結原料を焼き固めることにより、焼結鉱の元となる焼結鉱ケーキが得られる。焼結原料は、例えば粉鉱石に粉コークスや石炭を混合したものである。
【0003】
焼結鉱ケーキは、焼結機から排鉱され、クラッシャーで破砕される。これにより、焼結鉱が形成される。その際、焼結機から排鉱される焼結鉱ケーキは、概ね600℃の熱を有している。このため、高温の焼結鉱は、ベルトコンベヤに送られる前に、冷却機に供給されて冷却される。具体的には、クラッシャーで破砕された焼結鉱は、シュートと呼ばれる管を通って冷却機に導かれる。シュートは、例えば上方から下方に向かって傾斜して延びている。
【0004】
近年、省エネルギー化及び粉塵発生防止の観点から、焼結鉱を冷却するための冷却機として、密閉式の通気冷却型の冷却機が広く用いられている。この種の冷却機は、例えばファンによって外部の空気(冷却空気)を吸引し、吸引した空気により焼結鉱を冷却する。この場合、冷却機内で焼結鉱を有効に冷却するために、焼結鉱の冷却に寄与しない無駄な冷却空気を極力減らす必要がある。焼結鉱の冷却に寄与しない空気が増加すると、冷却機の冷却能力が低減する。
【0005】
従来、通気冷却型の冷却機として、直線搬送パン型、円環状パン型、円環ホッパー型等の冷却機が知られている。これらの冷却機では、シュートを通じて冷却機に導かれた焼結鉱は、パン上やホッパー内に堆積する。パンやホッパーにおいて、焼結鉱の堆積層に対し、冷却空気の漏風を防止するため、ウォーターシール構造等によってシールがなされている。一方、シュートにおいては、下部を焼結鉱で満たし、当該焼結鉱の堆積層により通気抵抗を増加させている。具体的には、シュート内における堆積層の通気抵抗が、本来通気を促進すべきパンやホッパー内における堆積層の通気抵抗より大きくなるように工夫されている。シュート内に堆積した焼結鉱によるシールは、マテリアルシールと称される。
【0006】
マテリアルシールを利用した冷却機は、例えば特許文献1に記載されている。特許文献1には、円環ホッパー型の冷却機が開示されている。この冷却機において、焼結鉱はホッパー内に堆積し、さらにシュート内に堆積する。特許文献1には、ホッパー内に堆積する焼結鉱の高さよりもシュート内に堆積する焼結鉱の高さを高くすることにより、シュート内の焼結鉱をマテリアルシールとして利用することができる、と記載されている。
【先行技術文献】
【特許文献】
【0007】
特開2008-232519号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
焼結設備の運転状況やシュート内部の焼結鉱の配置等によっては、シュート内の通気抵抗が十分に得られない場合がある。マテリアルシールの機能が十分に発揮されるためには、シュート内の焼結鉱がホッパー内の焼結鉱と同様の状態で堆積した上で、ホッパー内において冷却空気が焼結鉱の堆積層を通過する長さが、シュート内において冷却空気が焼結鉱の堆積層を通過する長さよりも長い必要がある。しかしながら、焼結設備のレイアウト上、焼結設備を構成する様々な要素を理想的に配置することは困難である。
【0009】
また、シュート内の通気抵抗がホッパー内の通気抵抗よりも小さい場合、ファン等によって吸引される空気の大半がシュートを通じて吸引されてしまう。すると、ホッパー内の焼結鉱の堆積層を通過するガスが減少し、冷却機の冷却能力が不足する。焼結鉱は、十分に冷却されていない限りベルトコンベヤで搬送することができないため、冷却機の冷却能力が不足する場合、焼結鉱を十分に冷却するために焼結鉱の生産量を減らさざるを得ない。したがって、冷却機の冷却能力の観点から、シュート内を通過する冷却空気の量は、極力小さいことが好ましい。
【0010】
別の観点では、傾斜したシュートの内部に堆積した焼結鉱において、粒径の小さい焼結鉱はシュートの底板付近に集まって流れ、粒径の大きい焼結鉱はシュートの天井板付近に集まって流下する。粒径の大きい焼結鉱が集まるシュートの天井板付近では、粒径の小さい焼結鉱が集まる底板付近と比較して通気抵抗が小さくなり、集中して冷却空気が流れる。また、シュートの天井板付近では、個々の焼結鉱のサイズが大きくて、集積した焼結鉱の全体の比表面積が小さいため、冷却空気と焼結鉱との間の熱交換が十分になされない。比表面積とは、焼結鉱の単位質量当たりの表面積である。このため、シュート内を通過した空気は、ホッパー内の焼結鉱を通過して高温になった空気と比較して低温のままである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
20日前
日本製鉄株式会社
部品
12日前
日本製鉄株式会社
鋼材
26日前
日本製鉄株式会社
鋼材
20日前
日本製鉄株式会社
溶接継手
11日前
日本製鉄株式会社
構造部材
1か月前
日本製鉄株式会社
衝撃吸収部材
4日前
日本製鉄株式会社
衝撃吸収部材
4日前
日本製鉄株式会社
鋼の製造方法
20日前
日本製鉄株式会社
柱梁接合構造
21日前
日本製鉄株式会社
衝撃吸収部材
4日前
日本製鉄株式会社
捻回試験装置
12日前
日本製鉄株式会社
転炉精錬方法
1か月前
日本製鉄株式会社
衝撃吸収部材
4日前
日本製鉄株式会社
熱間圧延鋼材
1か月前
日本製鉄株式会社
表面処理鋼材
12日前
日本製鉄株式会社
高炉の操業方法
4日前
日本製鉄株式会社
多角形筒形構造
20日前
日本製鉄株式会社
溶鉄の精錬方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
7日前
日本製鉄株式会社
焼結鉱の製造方法
7日前
日本製鉄株式会社
焼結鉱の製造方法
7日前
日本製鉄株式会社
鋳片の連続鋳造方法
4日前
日本製鉄株式会社
コークスの製造方法
1か月前
日本製鉄株式会社
コイルばねの製造方法
21日前
日本製鉄株式会社
固定具および固定構造
7日前
日本製鉄株式会社
転がり疲労強度試験装置
1か月前
日本製鉄株式会社
転がり疲労強度試験装置
1か月前
日本製鉄株式会社
高力ボルト摩擦接合構造
20日前
日本製鉄株式会社
素形材及びその製造方法
12日前
日本製鉄株式会社
転がり疲労強度試験装置
1か月前
日本製鉄株式会社
転がり疲労強度試験装置
1か月前
日本製鉄株式会社
ラインパイプ用電縫鋼管
21日前
日本製鉄株式会社
転がり疲労強度試験装置
1か月前
日本製鉄株式会社
衝撃吸収部材及び車体部品
4日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ