TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025011958
公報種別
公開特許公報(A)
公開日
2025-01-24
出願番号
2023114434
出願日
2023-07-12
発明の名称
抵抗スポット溶接継手、自動車用部品、及び抵抗スポット溶接継手の製造方法
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B23K
11/16 20060101AFI20250117BHJP(工作機械;他に分類されない金属加工)
要約
【課題】引張せん断強さ(TSS)及び十字引張強さ(CTS)の両方が優れた抵抗スポット溶接継手、自動車用部品、及び抵抗スポット溶接継手の製造方法を提供する。
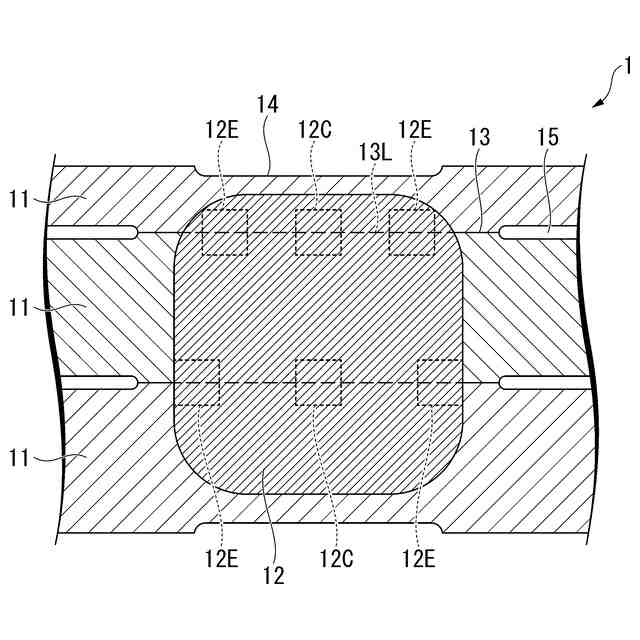
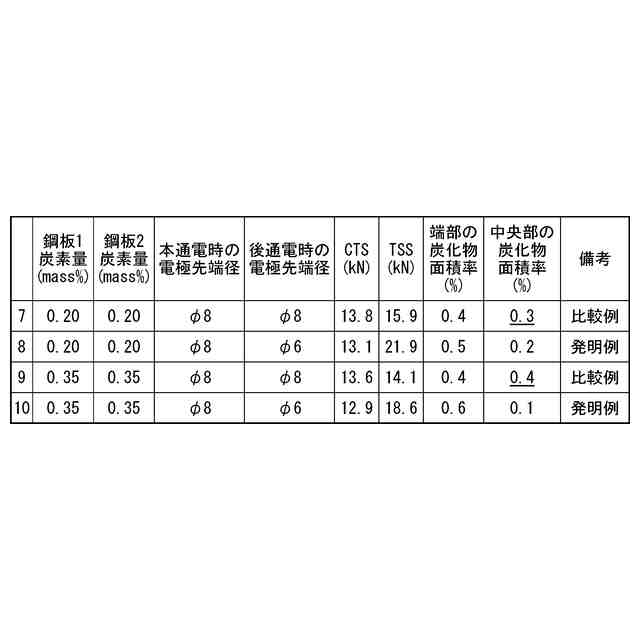
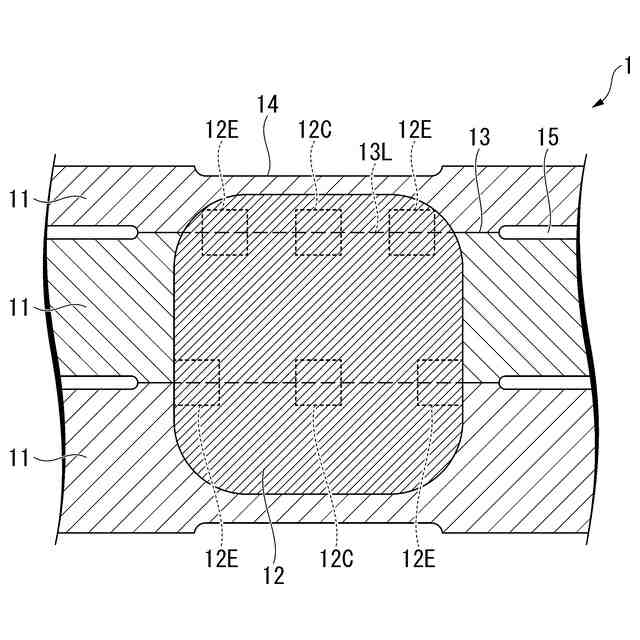
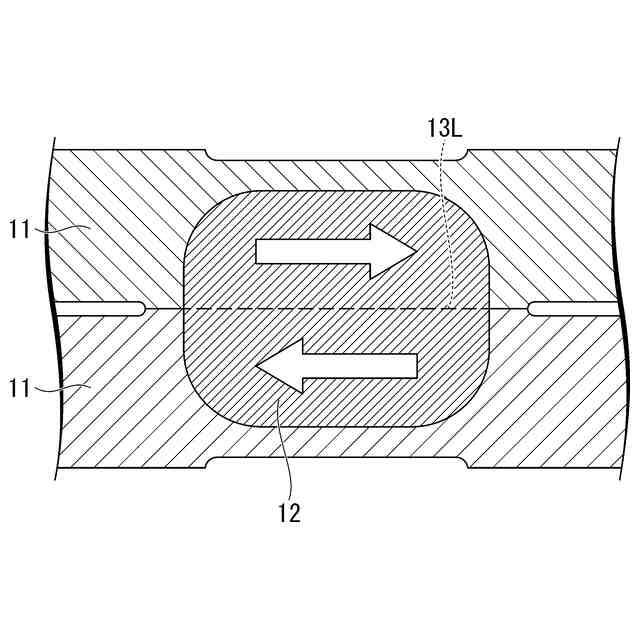
【解決手段】本発明の一態様に係る抵抗スポット溶接継手は、重ねられた2枚以上の鋼板と、鋼板を接合するナゲットと、を備え、ナゲットの断面において測定される、接合界面に沿った仮想線におけるナゲットの両端部それぞれの、鉄系炭化物の面積率が0.3%以上であり、ナゲットの断面において測定される、接合界面に沿った仮想線におけるナゲットの中央部の、鉄系炭化物の面積率が0.2%以下である。
【選択図】図1
特許請求の範囲
【請求項1】
重ねられた2枚以上の鋼板と、
前記鋼板を接合するナゲットと、
を備え、
前記ナゲットの断面において測定される、接合界面に沿った仮想線における前記ナゲットの両端部それぞれの、鉄系炭化物の面積率が0.3%以上であり、
前記ナゲットの前記断面において測定される、前記接合界面に沿った前記仮想線における前記ナゲットの中央部の、前記鉄系炭化物の面積率が0.2%以下である
抵抗スポット溶接継手。
続きを表示(約 970 文字)
【請求項2】
1枚以上の前記鋼板が、炭素量0.20質量%以上の高炭素鋼板である
ことを特徴とする請求項1に記載の抵抗スポット溶接継手。
【請求項3】
前記鋼板の枚数が3枚以上であり、
前記高炭素鋼板と、前記高炭素鋼板に重ねられた前記鋼板との間の前記接合界面に沿った前記仮想線における、前記ナゲットの前記両端部それぞれの前記鉄系炭化物の面積率が0.3%以上であり、前記ナゲットの前記中央部の前記鉄系炭化物の面積率が0.2%以下である
ことを特徴とする請求項2に記載の抵抗スポット溶接継手。
【請求項4】
請求項1~3のいずれか一項に記載の抵抗スポット溶接継手を備える自動車用部品。
【請求項5】
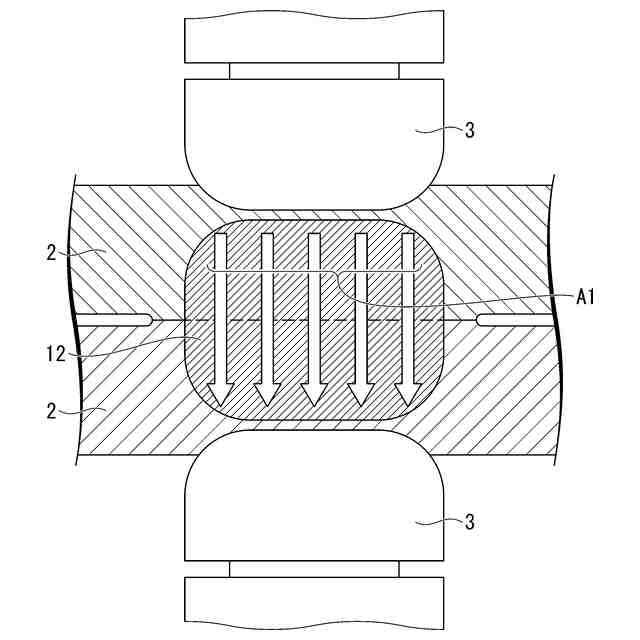
重ねられた2枚以上の鋼板にスポット溶接する工程と、
前記スポット溶接によって形成されたナゲットに後通電する工程と、
を備え、
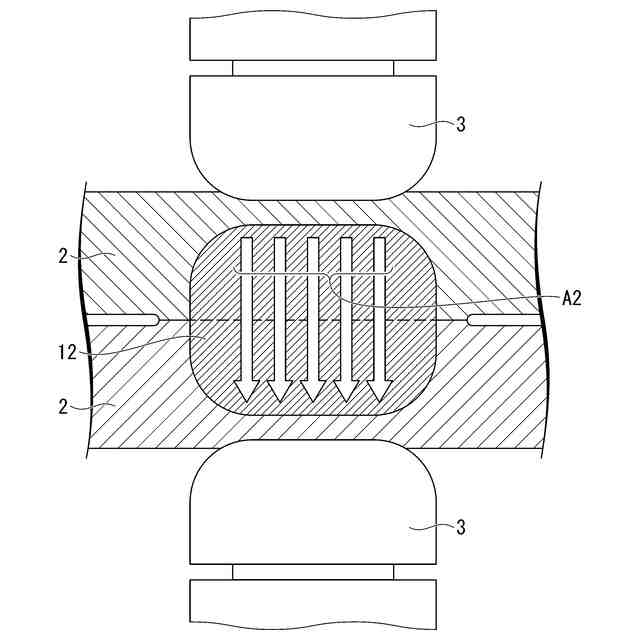
前記後通電の途中で、通電面積を減少させる
抵抗スポット溶接継手の製造方法。
【請求項6】
前記後通電における電流値を一定値に制御し、
前記後通電の開始から終了までの時間をT秒とし、
前記後通電の前記開始からT/2秒~3T/2秒の範囲内の時期において、前記通電面積を減少させる
ことを特徴とする請求項5に記載の抵抗スポット溶接継手の製造方法。
【請求項7】
前記後通電の途中で、加圧力をF1からF2まで減少させることにより、前記通電面積を減少させ、
F2/F1を、0.40以上0.80以下とする
ことを特徴とする請求項5又は請求項6に記載の抵抗スポット溶接継手の製造方法。
【請求項8】
前記後通電の途中で、前記後通電のための第一電極を、前記第一電極よりも先端径が小さい第二電極に交換することにより、前記通電面積を減少させる
ことを特徴とする請求項5又は請求項6に記載の抵抗スポット溶接継手の製造方法。
【請求項9】
前記第一電極の先端径d1及び前記第二電極の先端径d2の比率d2/d1を、0.40以上0.80以下とする
ことを特徴とする請求項8に記載の抵抗スポット溶接継手の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、抵抗スポット溶接継手、自動車用部品、及び抵抗スポット溶接継手の製造方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
抵抗溶接は、溶接継手部に大電流を流し、ここに発生する抵抗熱によって加熱し、圧力を加えて行う溶接である。抵抗溶接は短時間で実行可能であるので、様々な機械部品の製造のために用いられている。
【0003】
抵抗溶接によって形成された溶接部には、後熱電流が流される場合もある。後熱電流とは、抵抗溶接において、溶接を行った後、溶接部に対して焼戻し、焼なまし、及び偏析緩和等の熱処理を行う目的で流す電流のことである。後熱電流の通電は、後通電とも称される。
【0004】
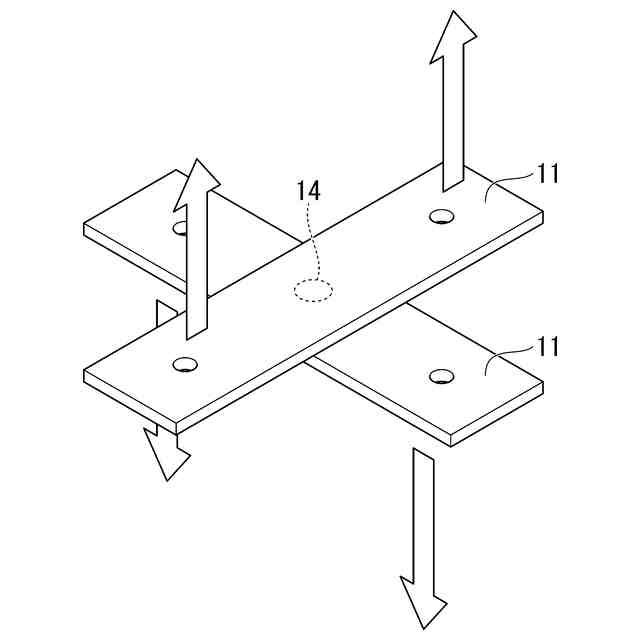
後通電が利用される材料の例として、高強度鋼板が挙げられる。高強度鋼板は、機械部品の軽量化及び安全性を高めるために、様々な技術分野に適用されている。しかしながら高強度鋼板には、抵抗溶接部が脆化しやすいという課題がある。通常の鋼板から構成される溶接継手においては、鋼板の強度が高いほど、十字引張強さ(CTS)が高くなる。しかし、高強度鋼板から構成される溶接継手においては、鋼板の強度が高いほど、CTSが低くなる現象が見られる。なお、十字引張強さ(CTS)とは、JIS Z 3137:1999に規定される十字引張試験によって測定される値である。CTSは、溶接部の剥離強度の指標である。
【0005】
抵抗溶接によって形成された溶接部の特性を向上させるために、これまで種々の技術が検討されている。
【0006】
特許文献1には、ナゲット端部の組織を改善することにより、耐遅れ破壊特性に優れた抵抗スポット溶接部材及びその製造方法を提供する技術が開示されている。当該技術によれば、2以上の鋼板と、鋼板間に形成されたスポット溶接部と、を備え、鋼板の少なくとも1つの鋼板の引張強度が980MPa以上であり、鋼板において、X=[C]+[Si]/40+[Mn]/200で表される係数Xが最も大きくなる鋼板のXをXmaxとし、Y=[P]+3×[S]で表される係数Yが最も小さくなる鋼板のYをYminとした場合に、スポット溶接部のナゲット端部のビッカース硬さHn(Hv)がHob=(800×Xmax+300)/(0.7+20×Ymin)で表されるHob(Hv)以下であり、スポット溶接部の溶接熱影響部の最軟化部のビッカース硬さHmin(Hv)が0.4×Hn≦Hmin≦0.9×Hnを満足する抵抗スポット溶接部材が提供される。
【0007】
特許文献2には、二枚以上の板組に対して、ナゲットの偏析を低下させ、き裂を発生し難くしたことにより、はく離破断を抑制し、軟化させることなく高強度の抵抗スポット溶接継手を提供するが開示されている。当該技術によれば、薄鋼板の抵抗スポット溶接継手において、薄鋼板が構成するナゲットの径をdとしたとき、コロナボンドに囲まれたナゲットの水平面上において、溶融部端部からナゲット内部方向に、d/100の距離の閉曲線とd/5の距離の閉曲線で囲まれるナゲット内の領域に存在するPの量の分布状態を面分析し、Pの濃度m(質量%)が、母材組成のPの濃度M(質量%)の2倍を超えている面積比率が5%以下であることを特徴とする抵抗スポット溶接継手が提供される。
【先行技術文献】
【特許文献】
【0008】
国際公開第2020/036198号
特開2013-151027号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
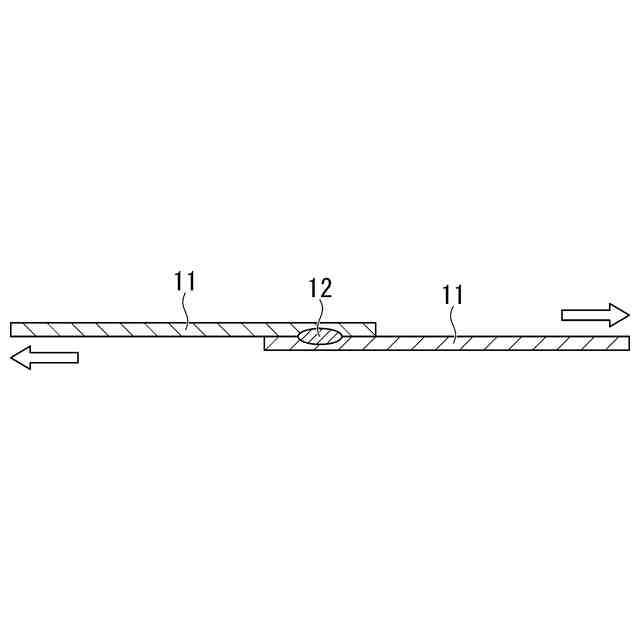
本発明者らは、高強度鋼板の抵抗溶接部のCTSが、後通電を介した焼戻しによって向上することを知見した。しかしながら後通電は、高強度鋼板の抵抗溶接部の引張せん断強さ(TSS)を低下させる。引張せん断強さ(TSS)とは、JIS Z 3136:1999に規定される引張せん断試験によって測定される値である。TSSは、溶接部のせん断強度の指標である。
【0010】
抵抗スポット溶接継手の接合部の信頼性を一層高めるために、TSS及びCTSの両方が優れた接合部を製造可能な抵抗スポット溶接方法が求められている。しかしながら、この要求に応じることができる技術は未だ報告されていない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
スラッジ除去装置
1か月前
株式会社FUJI
工作機械
1か月前
個人
複合金属回転式ホーン
1か月前
株式会社FUJI
工作機械
6日前
株式会社ダイヘン
積層造形溶接方法
10日前
株式会社ツガミ
工作機械
1か月前
トヨタ自動車株式会社
取付装置
1か月前
株式会社ナベヤ
締結装置
10日前
株式会社ツガミ
工作機械
1か月前
トヨタ自動車株式会社
積層コア
1か月前
株式会社トーキン
溶接用トーチ
1か月前
トヨタ自動車株式会社
検査方法
1か月前
株式会社オーエム製作所
工作機械
1か月前
株式会社不二越
歯車研削盤
18日前
株式会社メドメタレックス
ドリル
1か月前
トヨタ自動車株式会社
位相測定方法
1か月前
サムテック株式会社
加工物製造方法
1か月前
三菱電機株式会社
ねじ取り出し装置
1か月前
株式会社FUJI
自動化用パレット
2か月前
株式会社関本管工
エルボ管保持装置
1か月前
株式会社ダイヘン
溶接トーチ
1か月前
株式会社ダイヘン
溶接トーチ
1か月前
DMG森精機株式会社
工作機械
1か月前
株式会社不二越
工具の製造方法
1か月前
トヨタ自動車株式会社
銅線の接合方法
10日前
株式会社不二越
超硬合金製ドリル
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
10日前
津田駒工業株式会社
バリ取り用スピンドル装置
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
株式会社不二越
管用テーパタップ
3日前
株式会社不二越
インタラップタップ
10日前
株式会社不二越
スカイビングカッタ
2か月前
三恵技研工業株式会社
金属部品の製造方法
2か月前
北井産業株式会社
ギヤ切削加工装置
2か月前
三菱マテリアル株式会社
表面被覆切削工具
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ