TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025008893
公報種別
公開特許公報(A)
公開日
2025-01-20
出願番号
2023111500
出願日
2023-07-06
発明の名称
溶融酸化物のフォーミング制御方法及び溶鉄の精錬方法
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
C21C
5/28 20060101AFI20250109BHJP(鉄冶金)
要約
【課題】溶融酸化物のフォーミング制御を可能とする新たな方法を開示する。
【解決手段】本開示の溶融酸化物のフォーミングを制御する方法は、ガス吹込み手段の吹込み孔から前記溶融酸化物へとガスを吹き込むこと、を含み、前記ガス吹込み手段が、導電部を有し、前記導電部が、前記吹込み孔を有し、前記吹込み孔から前記溶融酸化物へと前記ガスが吹き込まれる際、前記溶融酸化物と前記導電部とが接触し、かつ、前記溶融酸化物と前記導電部との電位差が制御されることを特徴とする。
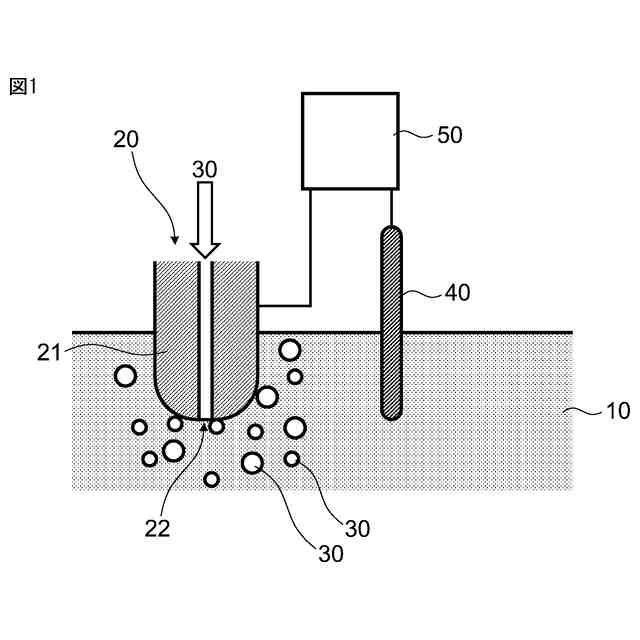
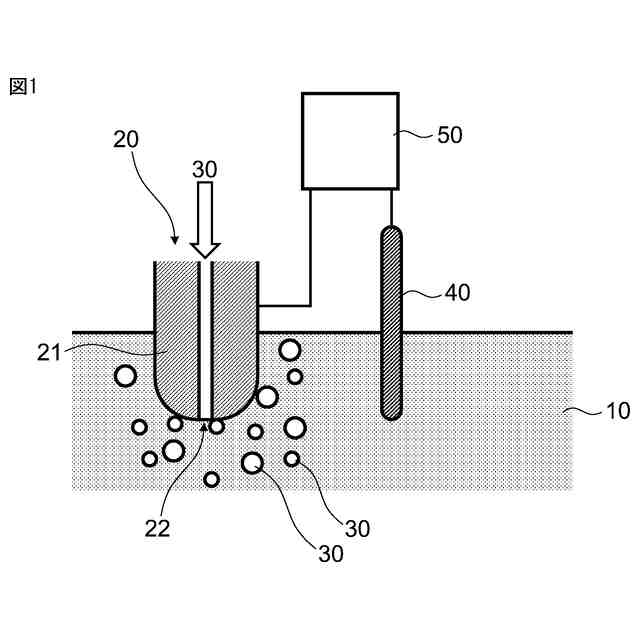
【選択図】図1
特許請求の範囲
【請求項1】
溶融酸化物のフォーミング制御方法であって、
ガス吹込み手段の吹込み孔から前記溶融酸化物へとガスを吹き込むこと、を含み、
前記ガス吹込み手段が、導電部を有し、
前記導電部が、前記吹込み孔を有し、
前記吹込み孔から前記溶融酸化物へと前記ガスが吹き込まれる際、前記溶融酸化物と前記導電部とが接触し、かつ、前記溶融酸化物と前記導電部との電位差が制御される、
溶融酸化物のフォーミング制御方法。
続きを表示(約 880 文字)
【請求項2】
請求項1に記載の溶融酸化物のフォーミング制御方法であって、
前記電位差が、1V未満に制御される、
溶融酸化物のフォーミング制御方法。
【請求項3】
請求項1に記載の溶融酸化物のフォーミング制御方法であって、
前記電位差が、1V以上に制御される、
溶融酸化物のフォーミング制御方法。
【請求項4】
請求項1に記載の溶融酸化物のフォーミング制御方法であって、
前記ガスが、前記溶融酸化物に対して不活性なガスを含む、
溶融酸化物のフォーミング制御方法。
【請求項5】
請求項4に記載の溶融酸化物のフォーミング制御方法であって、
前記ガスが、Ar、He及びN
2
から選ばれる少なくとも1種を含む、
溶融酸化物のフォーミング制御方法。
【請求項6】
請求項1に記載の溶融酸化物のフォーミング制御方法であって、
前記ガスが、前記溶融酸化物に対して活性なガスを含む、
溶融酸化物のフォーミング制御方法。
【請求項7】
請求項6に記載の溶融酸化物のフォーミング制御方法であって、
前記ガスが、O
2
、CO、CO
2
、H
2
及びH
2
Oから選ばれる少なくとも1種を含む、
溶融酸化物のフォーミング制御方法。
【請求項8】
請求項1に記載の溶融酸化物のフォーミング制御方法であって、
前記導電部の電位が前記溶融酸化物の電位よりも高くなるように、前記電位差が制御される、
溶融酸化物のフォーミング制御方法。
【請求項9】
溶鉄の精錬方法であって、
請求項1~8のいずれか1項に記載のフォーミング制御方法によって、前記溶鉄の湯面に存在する溶融酸化物中にガスを吹き込み、前記溶融酸化物に気泡を発生させること、を含む、
溶鉄の精錬方法。
発明の詳細な説明
【技術分野】
【0001】
本願は溶融酸化物のフォーミング制御方法及び溶鉄の精錬方法を開示する。
続きを表示(約 3,700 文字)
【背景技術】
【0002】
高炉-転炉プロセスや電気炉プロセスによって溶鉄を精錬する方法が知られている。いずれの精錬プロセスにおいても、メタル中のケイ素やリン、炭素といった不純物が低減・除去される。メタル中の炭素は、溶鉄への高圧の酸素ガスの吹き付けや、生石灰等の添加によって生成した溶融酸化物中のFeOとの反応によって、COガスとして酸化除去される。このとき発生したCOガスが溶融酸化物中に滞留することで、溶融酸化物が泡立って膨張する、フォーミングと呼ばれる現象が発生する。フォーミングは、撹拌の付与や反応界面積の増加により、精錬反応を促進させる効果がある一方、過剰なフォーミングによって炉口から溶融酸化物が溢れ出るスロッピングの発生や、溶融酸化物の排出時にフォーミング不足により排滓率が低下する、といった問題を発生させる。したがって、精錬プロセスにおいては、生産性を向上させる観点等から、溶融酸化物のフォーミングを制御することが重要となる。精錬プロセスにおけるフォーミングの制御方法として、特許文献1~3の方法が知られている。特許文献1には、計測されるフォーミングの多少に応じて、炉内ガス圧を変化させる方法が開示されている。特許文献2には、溶銑を溶銑鍋に受銑中に、脱珪材とともに粉コークスを投入する方法が開示されている。特許文献3には、フォーミングの鎮静効果のある物質を投入する方法が開示されている。一方で、溶融金属中へのガス吹込み方法に関して、特許文献4~5が知られている。
【先行技術文献】
【特許文献】
【0003】
特開昭62-224613号公報
特開平8-209215号公報
特開2021-147670号公報
特開2016-107312号公報
特開2017-024069号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に開示された方法は、炉内のガス圧によってフォーミングを制御する方法であるが、操業条件の範囲内において制御できる炉内ガス圧の範囲が狭いことから、フォーミングの制御は限定的である。また、特許文献2に開示された方法は、溶銑を溶銑鍋に受銑中に、脱珪材とともに粉コークスを投入することで、発生するフォーミングを抑制する方法であり、フォーミングの促進の効果はない。さらに、近年の世界的なゼロカーボンへの関心の高まりから、粉コークスを投入しCOガスを発生させる方法は、技術開発の潮流と逆行する。特許文献3に開示された方法は、スラグフォーミングの鎮静効果のある物質の投入により、スラグフォーミングを鎮静させる方法であり、フォーミングの促進効果はない。また、鎮静剤として不必要な成分が混入するため、その後の精錬処理が煩雑となり得る。一方、特許文献4及び5に開示された方法は、ガス吹込みの対象が溶融金属であり、フォーミングとは機構が異なる。
【0005】
以上の通り、フォーミングの維持、鎮静及び促進といったフォーミングの制御を実施可能な新たな方法が必要である。
【課題を解決するための手段】
【0006】
本願は、上記課題を解決するための手段として、以下の複数の態様を開示する。
<態様1>
溶融酸化物のフォーミング制御方法であって、
ガス吹込み手段の吹込み孔から前記溶融酸化物へとガスを吹き込むこと、を含み、
前記ガス吹込み手段が、導電部を有し、
前記導電部が、前記吹込み孔を有し、
前記吹込み孔から前記溶融酸化物へと前記ガスが吹き込まれる際、前記溶融酸化物と前記導電部とが接触し、かつ、前記溶融酸化物と前記導電部との電位差が制御される、
溶融酸化物のフォーミング制御方法。
<態様2>
態様1の溶融酸化物のフォーミング制御方法であって、
前記電位差が、1V未満に制御される、
溶融酸化物のフォーミング制御方法。
<態様3>
態様1の溶融酸化物のフォーミング制御方法であって、
前記電位差が、1V以上に制御される、
溶融酸化物のフォーミング制御方法。
<態様4>
態様1~3のいずれかの溶融酸化物のフォーミング制御方法であって、
前記ガスが、前記溶融酸化物に対して不活性なガスを含む、
溶融酸化物のフォーミング制御方法。
<態様5>
態様4の溶融酸化物のフォーミング制御方法であって、
前記ガスが、Ar、He及びN
2
から選ばれる少なくとも1種を含む、
溶融酸化物のフォーミング制御方法。
<態様6>
態様1~3のいずれかの溶融酸化物のフォーミング制御方法であって、
前記ガスが、前記溶融酸化物に対して活性なガスを含む、
溶融酸化物のフォーミング制御方法。
<態様7>
態様6の溶融酸化物のフォーミング制御方法であって、
前記ガスが、O
2
、CO、CO
2
、H
2
及びH
2
Oから選ばれる少なくとも1種を含む、
溶融酸化物のフォーミング制御方法。
<態様8>
態様1~7のいずれかの溶融酸化物のフォーミング制御方法であって、
前記導電部の電位が前記溶融酸化物の電位よりも高くなるように、前記電位差が制御される、
溶融酸化物のフォーミング制御方法。
<態様9>
溶鉄の精錬方法であって、
態様1~8のいずれかのフォーミング制御方法によって、前記溶鉄の湯面に存在する溶融酸化物中にガスを吹き込み、前記溶融酸化物に気泡を発生させること、を含む、
溶鉄の精錬方法。
【発明の効果】
【0007】
本開示の方法によれば、溶融酸化物のフォーミングの維持、鎮静及び促進といった、フォーミングの制御が可能である。
【図面の簡単な説明】
【0008】
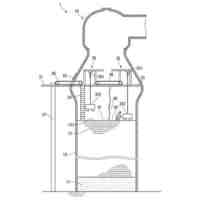
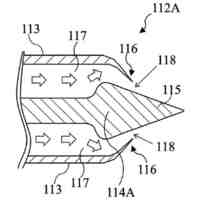
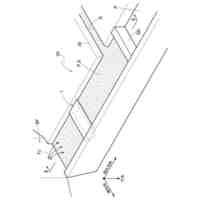
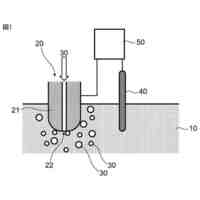
一実施形態に係るフォーミング制御方法を説明するための概略図である。
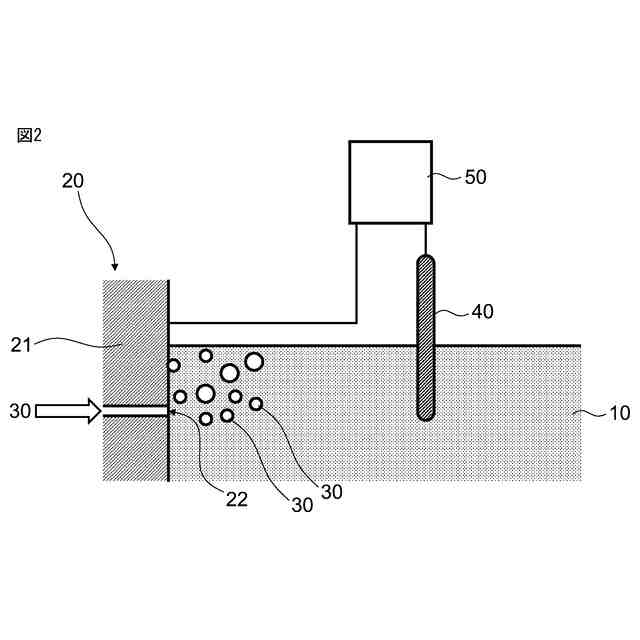
一実施形態に係るフォーミング制御方法を説明するための概略図である。
【発明を実施するための形態】
【0009】
1.溶融酸化物のフォーミング制御方法
図面を参照しつつ、本開示のフォーミング制御方法について説明する。ただし、本開示のフォーミング制御方法は、図示される形態に限定されるものではない。図1及び2に示されるように、一実施形態に係る溶融酸化物10のフォーミング制御方法は、ガス吹込み手段20の吹込み孔22から前記溶融酸化物10へとガス30を吹き込むこと、を含む。ここで、前記ガス吹込み手段20は、導電部21を有する。前記導電部21は、前記吹込み孔22を有する。本実施形態においては、前記吹込み孔22から前記溶融酸化物10へと前記ガス30が吹き込まれる際、前記溶融酸化物10と前記導電部21とが接触し、かつ、前記溶融酸化物10と前記導電部21との電位差が制御される。
【0010】
1.1 溶融酸化物
溶融酸化物10の種類は限定されるものではない。溶融酸化物10は、例えば、溶融スラグであってもよい。溶融酸化物10は、例えば、構成元素として、少なくともCa、Si及びFeを含み得る。この場合、溶融酸化物10の塩基度(CaO/SiO
2
)は、特に限定されるものではない。例えば、塩基度が0.5以上6.0以下である場合に、より高い効果が得られ易い。溶融酸化物10は、例えば、CaOを20質量%以上70質量%以下、又は、SiO
2
を5質量%以上50質量%以下含む場合に、より高い効果が得られ易い。また、溶融酸化物10は、例えば、FeOを5質量%以上60質量%以下含む場合に、より高い効果が得られ易い。溶融酸化物10の粘度は、例えば、1600℃において、0.01Pa・s以上10Pa・s以下であってもよい。溶融酸化物10は、他の液体の表面に存在するものであってもよい。例えば、溶融酸化物10は、溶鉄の湯面に存在するものであってもよい。溶融酸化物10は、気泡が存在しない状態において、一定以上の厚さを有するものであってもよい。例えば、溶融酸化物10は、気泡が存在しない状態において、5mm以上の厚さを有していてもよい。厚さの上限は特に限定されるものではない。また、溶融酸化物10は、固相が含まれていてもよい。固相は、溶融酸化物形成のために投入したCaOの溶け残りや、溶融酸化物の冷却等によって生じた結晶等である。固相率が50%以下の場合に、より高い効果が得られやすい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
新和環境株式会社
炉システム
24日前
新和環境株式会社
炉システム
24日前
日本製鉄株式会社
転炉精錬方法
3日前
株式会社戸畑製作所
高炉用羽口
2か月前
日本製鉄株式会社
溶銑の脱硫方法
2か月前
日本製鉄株式会社
溶鋼の製造方法
1か月前
個人
製鋼用副資材及びその製造方法
1か月前
富士電子工業株式会社
焼き入れ装置
1か月前
日本製鉄株式会社
スラグの排出方法
1か月前
株式会社伊原工業
還元鉄の製造方法
20日前
株式会社デンケン
高温炉
17日前
東京窯業株式会社
溶鋼処理用の浸漬管
25日前
日本製鉄株式会社
脱炭精錬方法
2か月前
日本製鉄株式会社
出銑口開孔装置および出銑口開孔方法
24日前
JFEスチール株式会社
高強度鋼板の製造方法
2か月前
株式会社神戸製鋼所
溶銑の脱りん方法
2か月前
日本製鉄株式会社
精錬用ランスおよび溶鋼の精錬方法
2か月前
JFEスチール株式会社
高周波焼入部品の製造方法
2か月前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
1か月前
日本製鉄株式会社
高炉の還元粉化量の推定方法
25日前
日本製鉄株式会社
溶鋼の製造方法
1か月前
日本製鉄株式会社
還元鉄の溶解方法
2か月前
日本製鉄株式会社
除滓方法及び除滓装置
21日前
JFEスチール株式会社
スラグの管理方法及びスラグ材の製造方法
13日前
日本製鉄株式会社
排滓量の推定方法及び排滓量の推定システム
1か月前
日本製鉄株式会社
排滓量の推定方法及び排滓量の推定システム
1か月前
日本製鉄株式会社
熱風炉の解体方法および熱風炉の築炉方法
19日前
JFEスチール株式会社
金属帯冷却装置および金属帯冷却方法
2か月前
禹州市恒利来新材料股フン有限公司
低ホウ素球状化剤の調製方法
2か月前
JFEスチール株式会社
方向性電磁鋼板の製造方法およびその圧延設備
2か月前
品川リフラクトリーズ株式会社
堰、高炉樋および溶銑除去方法
17日前
日本製鉄株式会社
溶融酸化物のフォーミング制御方法及び溶鉄の精錬方法
2か月前
JFEスチール株式会社
高炉のガス流速分布計算装置、ガス流速計算方法及び操業方法
2か月前
JFEスチール株式会社
鋼板の表面処理方法、鋼板の製造方法、及びプレス成形品の製造方法
1か月前
エジョット エスイー アンド カンパニー カーゲー
ねじ
3か月前
日本精工株式会社
リング状部材の誘導加熱方法および製造方法、リング状部材、軸受、誘導加熱装置、軸受の製造方法、車両の製造方法、並びに、機械装置の製造方法
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ