TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025002195
公報種別
公開特許公報(A)
公開日
2025-01-09
出願番号
2023102193
出願日
2023-06-22
発明の名称
金属帯冷却装置および金属帯冷却方法
出願人
JFEスチール株式会社
代理人
弁理士法人銀座マロニエ特許事務所
主分類
C21D
1/00 20060101AFI20241226BHJP(鉄冶金)
要約
【課題】ノズルから噴出される冷却ガスの噴出速度を超音速とすることにより、大幅に冷却性能が向上した金属帯冷却装置および金属帯冷却方法を提供すること。
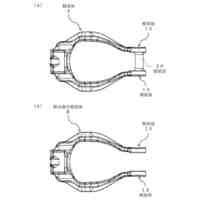
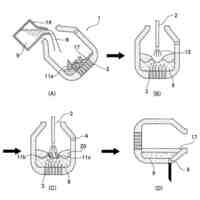
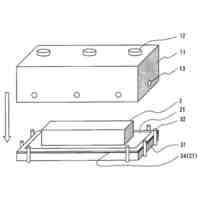
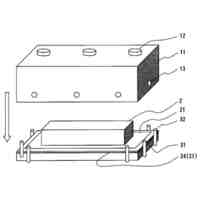
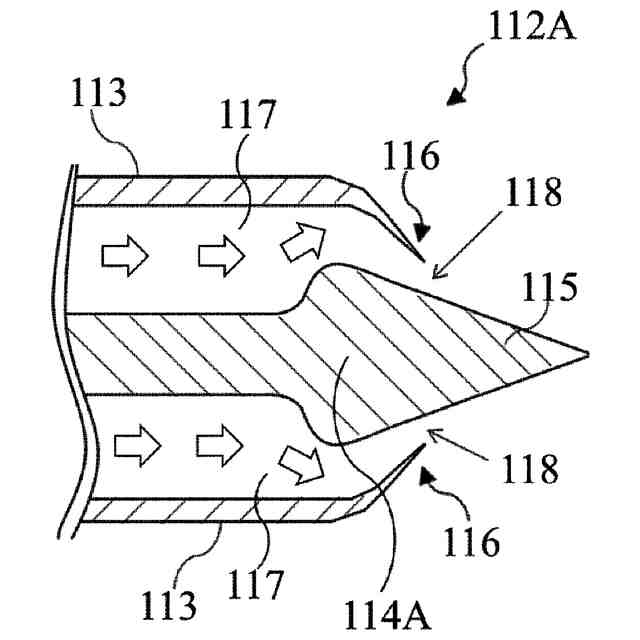
【解決手段】冷却ガスが流れるヘッダと、前記ヘッダに取り付けられたノズルと、を備えた金属帯冷却装置であって、前記ノズルは、超音速のガス噴出速度を実現し得る超音速ノズルであり、前記ノズルから噴出した超音速冷却ガスにより金属帯を冷却することを特徴とする金属帯冷却装置。
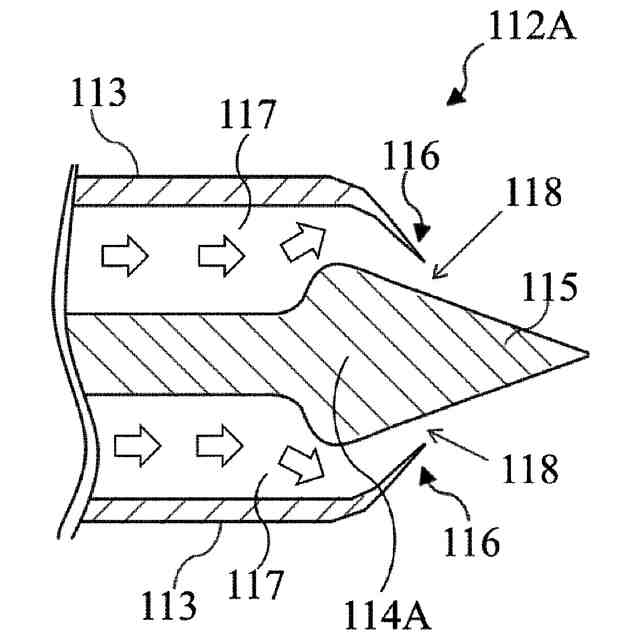
【選択図】図5
特許請求の範囲
【請求項1】
冷却ガスが流れるヘッダと、前記ヘッダに取り付けられたノズルと、を備えた金属帯冷却装置であって、
前記ノズルは、超音速のガス噴出速度を実現し得る超音速ノズルであり、
前記ノズルから噴出した超音速冷却ガスにより金属帯を冷却することを特徴とする金属帯冷却装置。
続きを表示(約 390 文字)
【請求項2】
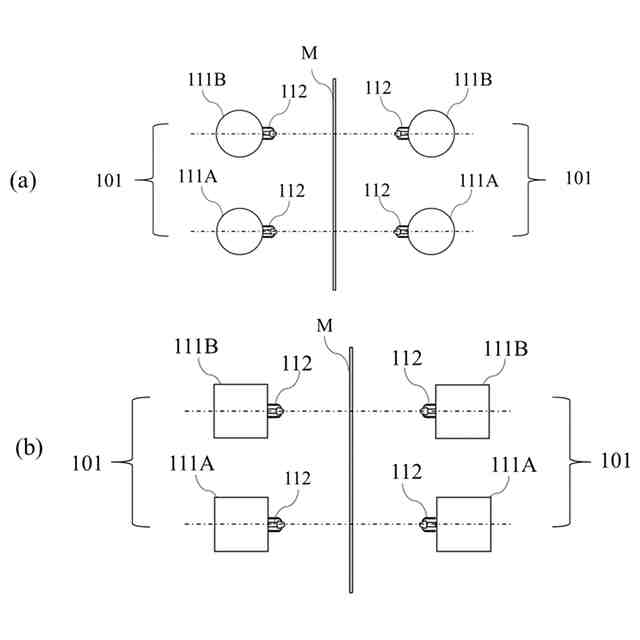
前記ヘッダは、前記金属帯の搬送方向に対して前記金属帯の片面又は両面に設置されており、
前記ヘッダに複数の前記ノズルが取り付けられていることを特徴とする請求項1に記載の金属帯冷却装置。
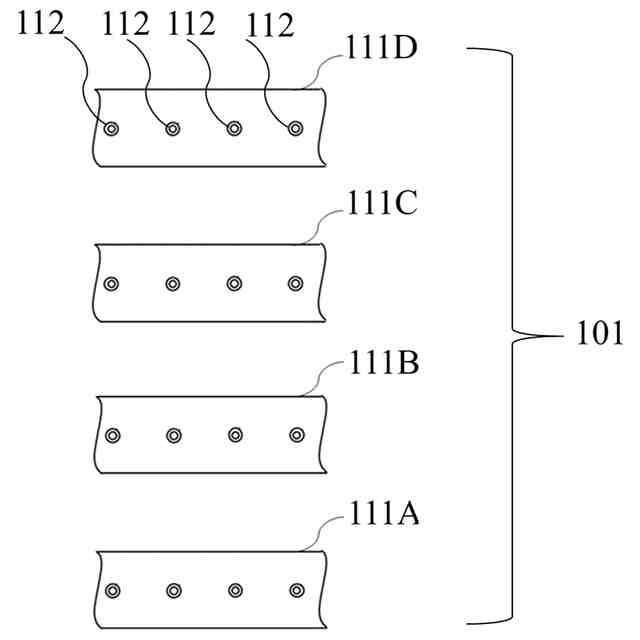
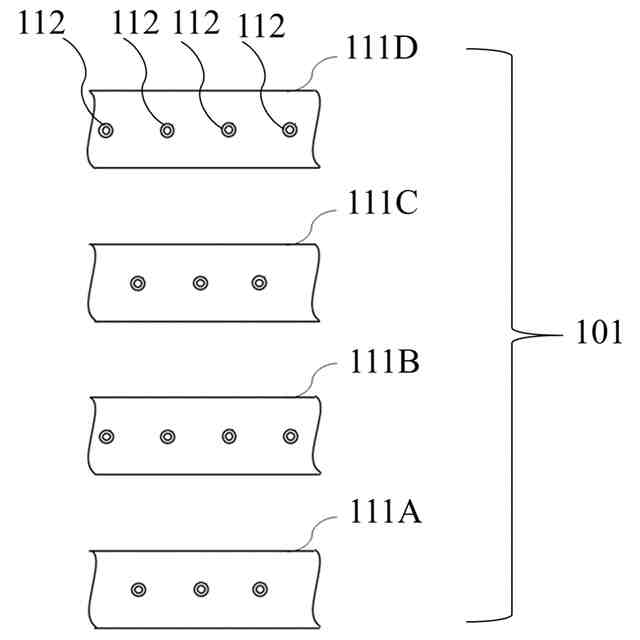
【請求項3】
前記ノズルが前記ヘッダに碁盤目状又は千鳥配置状に取り付けられていることを特徴とする請求項1又は2に記載の金属帯冷却装置。
【請求項4】
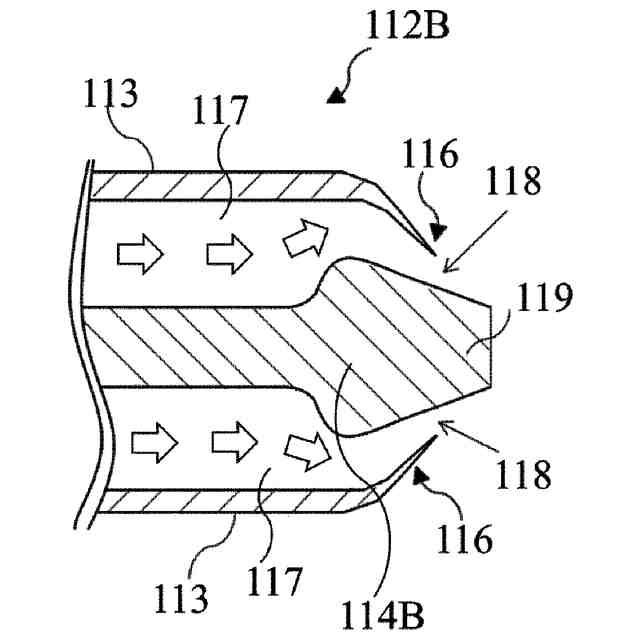
前記ノズルがプラグノズル又はエアロスパイクノズルであることを特徴とする請求項1又は2に記載の金属帯冷却装置。
【請求項5】
請求項1に記載の金属帯冷却装置を用いた金属帯冷却方法であって、
前記超音速ノズルから前記超音速冷却ガスを前記金属帯に噴出する工程と、
前記超音速冷却ガスにより前記金属帯を冷却する工程と、を含むことを特徴とする金属帯冷却方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属帯冷却装置および金属帯冷却方法に関する。特に、本発明は、金属帯の一種である鋼帯の連続焼鈍設備、連続溶融亜鉛めっき設備等において、金属帯を急速に冷却することができる金属帯冷却装置および金属帯冷却方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
近年、高強度の金属板の需要が高まっている。高強度の金属板の一つに高張力鋼板がある。所望の機械的性質を満たす高張力鋼板を製造するためには、熱間圧延された高張力鋼板を冷却する必要がある。金属帯の一種である鋼帯を冷却する際には、熱間圧延された高張力鋼板を連続焼鈍設備内に順次通板させる。このように、高張力鋼板を連続焼鈍設備内に順次通板させることによって、所望の機械的性質を満たす高張力鋼板からなる鋼帯を製造することができる。
【0003】
熱間圧延された高張力鋼を冷却する方法として、連続焼鈍炉において、高張力鋼をガスジェット冷却する方法が提案されている。具体的には、冷却室内に鋼板を挟んで鋼板の両側に配置され、ノズルより冷却ガスを鋼板に吹き付けて冷却する風箱と、冷却室から導入されるガスを冷却し、これを風箱へ供給する手段とを有する連続焼鈍炉での鋼板のガスジェット冷却装置が提案されている(例えば、特許文献1)。
【0004】
特許文献1に記載された鋼板のガスジェット冷却装置は、風箱のノズルの先端部と鋼板との距離をノズルの径に対して規定すると共に、風箱の鋼板パスライン方向の長さを鋼板の幅に対して規定している。すなわち、従来の鋼板のガスジェット冷却装置は、鋼板の両側に円形または多角形の孔の群のノズルを、ノズルの先端部と鋼板との距離をノズル径の10倍以下として配置し、効率のよい冷却を可能としている。
【0005】
また、溶融亜鉛メッキ用鋼板ラインの連続焼鈍装置全体の炉長スペースを従来に比べて節約することができるとともに、より高い還元効果及びより大きい冷却速度を得ることができる溶融亜鉛メッキ用鋼板の連続焼鈍装置及び連続焼鈍方法が提案されている(例えば、特許文献2)。
【0006】
特許文献2に記載された溶融亜鉛メッキ用鋼板の連続焼鈍装置及び連続焼鈍方法は、高濃度の水素を高速で鋼板表面に吹き付けるガスジェットクーラーを設け、冷却ガスの流速を100~190m/s、その水素ガス濃度20~80vol.%としたものである。そして、特許文献2に記載された溶融亜鉛メッキ用鋼板の連続焼鈍装置及び連続焼鈍方法は、冷却における熱伝達率を向上させて、冷却速度を上げることができる。
【先行技術文献】
【特許文献】
【0007】
特開2005-344128号公報
特開2006-144104号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、前記従来の技術には、未だ解決すべき以下のような問題があった。すなわち、特許文献1に記載されたガスジェット冷却措置は、円形又は多角形の孔の群のノズルから噴出される冷却ガスの流速に制限がある。このため、特許文献1に記載されたガスジェット冷却措置は、ノズルから噴出される冷却ガスの流速に限界があり、冷却性能をさらに向上することができない。
【0009】
特許文献2に記載された溶融亜鉛メッキ用鋼板の連続焼鈍装置及び連続焼鈍方法は、冷却性能を向上させるために高濃度の水素ガスを含んだ冷却ガスを噴射する必要がある。このため、特許文献2に記載された溶融亜鉛メッキ用鋼板の連続焼鈍装置及び連続焼鈍方法は、高額な水素ガスを用いることにより、溶融亜鉛メッキ用鋼板を冷却するためのコストが増加するという問題点を有する。
【0010】
本発明は、上記事情に鑑みてなされたものであり、ノズルから噴出される冷却ガスの噴出速度を超音速とすることにより、大幅に冷却性能が向上した金属帯冷却装置および金属帯冷却方法を提供することを目的とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
新和環境株式会社
炉システム
1か月前
新和環境株式会社
炉システム
1か月前
日本製鉄株式会社
転炉精錬方法
23日前
株式会社戸畑製作所
高炉用羽口
2か月前
日本製鉄株式会社
溶銑の脱硫方法
3か月前
日本製鉄株式会社
溶鋼の製造方法
1か月前
株式会社伊原工業
還元鉄の製造方法
1か月前
日本製鉄株式会社
スラグの排出方法
1か月前
個人
製鋼用副資材及びその製造方法
2か月前
富士電子工業株式会社
焼き入れ装置
1か月前
株式会社デンケン
高温炉
1か月前
東京窯業株式会社
溶鋼処理用の浸漬管
1か月前
日本製鉄株式会社
脱炭精錬方法
2か月前
日本製鉄株式会社
鋼の製造方法
12日前
日本製鉄株式会社
出銑口開孔装置および出銑口開孔方法
1か月前
JFEスチール株式会社
高強度鋼板の製造方法
3か月前
日本製鉄株式会社
精錬用ランスおよび溶鋼の精錬方法
3か月前
株式会社神戸製鋼所
溶銑の脱りん方法
2か月前
株式会社サンノハシ
金属加工品の製造方法
10日前
JFEスチール株式会社
高周波焼入部品の製造方法
3か月前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
1か月前
日本製鉄株式会社
高炉の還元粉化量の推定方法
1か月前
日本製鉄株式会社
溶鋼の製造方法
1か月前
日本製鉄株式会社
還元鉄の溶解方法
2か月前
小川アルミ工業株式会社
製鋼副資材の製造方法及び製鋼副資材
4か月前
日本製鉄株式会社
高炉の羽口および高炉の操業方法
4か月前
JFEスチール株式会社
溶銑の予備処理方法
18日前
株式会社プロテリアル
中間焼鈍用保温槽及び熱間加工鋼材の中間焼鈍方法
4か月前
セージ セラピューティクス, インコーポレイテッド
19-ノルC3,3-ジ置換C21-N-ピラゾリルステロイドおよびその使用方法
17日前
株式会社プロテリアル
中間焼鈍用保温槽及び熱間加工鋼材の中間焼鈍方法
18日前
日本製鉄株式会社
転炉の吹錬終了温度設定方法
13日前
JFEスチール株式会社
スラグの管理方法及びスラグ材の製造方法
1か月前
日本製鉄株式会社
除滓方法及び除滓装置
1か月前
日本製鉄株式会社
排滓量の推定方法及び排滓量の推定システム
1か月前
日本製鉄株式会社
排滓量の推定方法及び排滓量の推定システム
1か月前
日本製鉄株式会社
熱風炉の解体方法および熱風炉の築炉方法
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ