TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025001003
公報種別
公開特許公報(A)
公開日
2025-01-07
出願番号
2024175504,2022554596
出願日
2024-10-07,2021-03-16
発明の名称
ねじ
出願人
エジョット エスイー アンド カンパニー カーゲー
,
EJOT SE & Co. KG
代理人
個人
主分類
C21D
9/00 20060101AFI20241224BHJP(鉄冶金)
要約
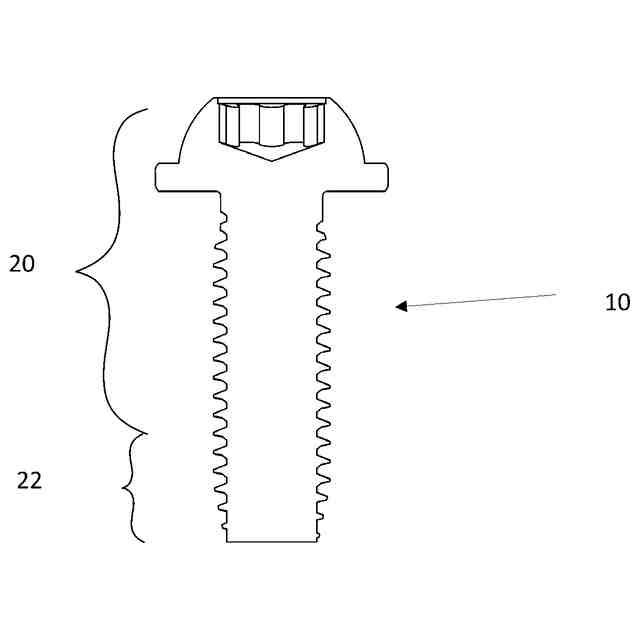
【課題】シャフトが水素脆化しにくいねじの製造方法、およびそのようなねじを提供する。
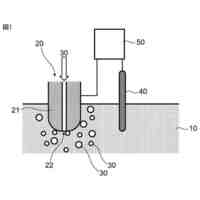
【解決手段】ねじの製造方法は、低合金炭素鋼製のねじワイヤを転造して、ねじ山を有するねじを製造するステップ、炭素雰囲気および/または窒素雰囲気下でねじ全体をオーステナイト化温度まで加熱し前記温度を維持するステップ、ねじ全体をベイナイト化温度まで急冷し、ねじがその断面においてベイナイト組織を有するまでベイナイト化温度を維持するステップ、を有し、その後、先端22がオーステナイト化温度まで加熱された後に、ねじがマルテンサイト開始温度(M
S
)未満の温度まで急冷されることによって、ねじは、その先端22で局所的に硬化される。
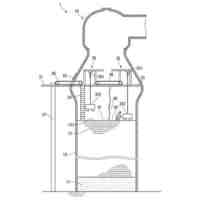
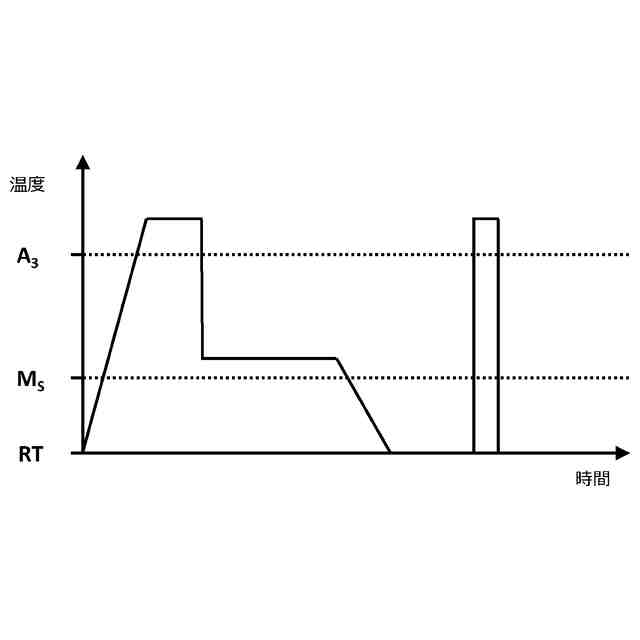
【選択図】図3
特許請求の範囲
【請求項1】
a. 低合金炭素鋼製のねじワイヤを転造して、ねじ山を有するねじ(10)を製造するステップ;
b. 炭素雰囲気および/または窒素雰囲気下で、ねじ(10)全体をオーステナイト化温度まで加熱し、前記温度を維持するステップ;
c. ねじ(10)全体をベイナイト化温度まで急冷し、ねじがその断面にわたってベイナイト組織を有するまでベイナイト化温度を維持するステップ;
を有するねじ(10)の製造方法において、
d. その後、先端(22)をオーステナイト化温度まで加熱した後に、ねじ(10)をマルテンサイト開始温度(M
S
)未満の温度まで急冷することによって、ねじ(10)は、その先端(22)で局所的に硬化されることを特徴とするねじの製造方法。
続きを表示(約 720 文字)
【請求項2】
炭素雰囲気がねじよりも高い炭素含有量を有すること、および/または、窒素雰囲気がねじよりも高い窒素含有量を有することを特徴とする請求項1に記載の方法。
【請求項3】
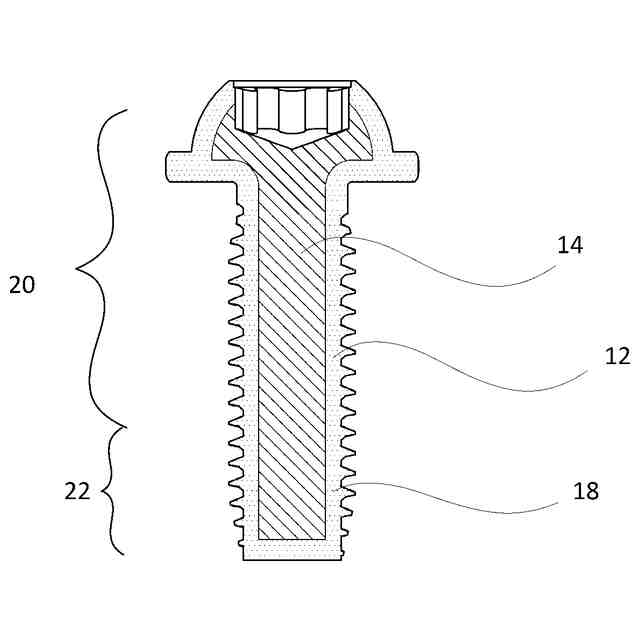
ねじの縁部領域(12、18)が中心部の炭素含有量より少なくとも0.2%高い炭素含有量を有するまで、ねじを炭素雰囲気中でオーステナイト化温度に保つことを特徴とする請求項1又は2に記載の方法。
【請求項4】
ねじ(10)が焼戻しされていることを特徴とする請求項1から3の何れか1項に記載の方法。
【請求項5】
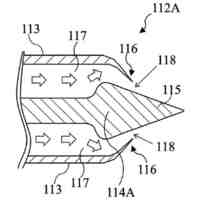
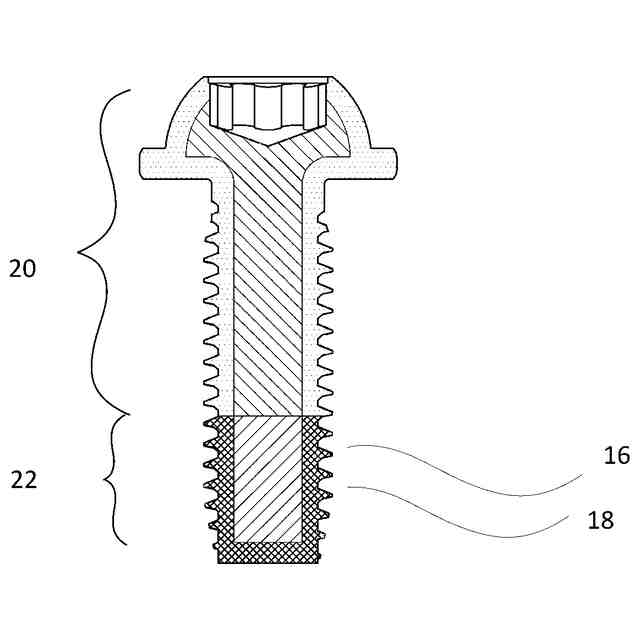
ねじ山付きシャフト(20)と先端(22)とを備え、シャフト(20)はその中心部に実質的にベイナイト組織を有するねじ(10)において、
先端(22)は、少なくともその縁部領域(18)において、実質的に硬化マルテンサイト組織からなることを特徴とするねじ。
【請求項6】
ねじ(10)は、その縁部領域(12、18)において、その中心部よりも高い炭素含有量を有することを特徴とする請求項5に記載のねじ。
【請求項7】
シャフトは、その中心部において実質的に焼戻しベイナイト組織を有し、その縁部領域(12)において中心部よりも高い炭素含有量を有する焼戻し組織を有し、
先端(22)は、少なくともその縁部領域(18)において焼戻し硬化マルテンサイト組織を有することを特徴とする請求項5又は6に記載のねじ。
【請求項8】
ねじ(10)は、請求項1から4の何れか1項に記載の方法を用いて製造されることを特徴とする請求項5から7の何れか1項に記載のねじ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、請求項1のプリアンブルに規定するねじの製造方法、及び請求項5のプリアンブルに規定する直接締結用のねじに関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
EP 3 276 189 A1には、ねじ中心部に比べて、ねじシャフトに沿ったエッジ領域により柔らかいベイナイト組織を有するねじが記載されている。DE 10 2017 101 931 A1には、ベイナイト組織を有するねじが記載されており、ベイナイト組織は、ねじの頭部の方向に位置する中央領域よりもねじの先端における軸方向の硬度が低い。
【0003】
DE 10 2010 055 210 A1には、二重硬化した先端(double-hardened tip)を有するねじの製造方法が開示されており、先端は、ねじの焼戻しマルテンサイト軸領域よりも高い炭素含有量を有している。その結果、ねじの保持領域を有する軸は、ねじの硬化した先端よりも水素脆化しにくい。このため,低合金炭素ねじの先端を部分的に浸炭した後、ねじ全体を焼戻し、その後、先端を局所的に再硬化している。
【0004】
この方法は、ねじを部分的に浸炭させるため、複雑でコストがかかる。
【発明の概要】
【0005】
本発明の目的は、ねじの先端において特に高い硬度を達成し、なおかつその頭部及び保持領域を有するシャフトにおいて低い硬度を達成し、その結果シャフトが水素脆化しにくい、より速い及び/又はより効率的なねじの製造方法を提供することである。本発明の「先端」という表現は、ねじの最前端からねじの頭部方向に延びるねじの前部領域を意味する。これは、特に高強度の金属材料からなる雌部品に、雌ねじ山を溝加工するように作られた領域であることが好ましい。
【0006】
本発明に係るねじは、特に合金元素の含有量が3%未満の低合金炭素鋼線からねじを形成することによって製造される。ねじ山は、ねじの製造中にねじに転造される。ねじワイヤ(又は、スクリューワイヤ;screw wire)に用いられる材料は、好ましくは23MnB4又は38B2である。
【0007】
その後、ねじは、オーステナイト化温度まで加熱される。オーステナイト化温度は、用いられるそれぞれの線材が、そのTTT線図のオーステナイト相領域にある温度である。具体的には、オーステナイト化温度は、線材のA
3
温度よりも高い。
【0008】
ねじをオーステナイト化温度まで加熱した後、ねじをベイナイト化温度まで急冷し、この温度は、具体的にはねじシャフトの断面にわたってねじがベイナイト組織を有するまで維持される。ベイナイト化温度は、線材がベイナイト相領域にあるときの温度である。具体的には、焼入れ時間(又は、急冷時間;quenching time)は、焼入れ中にフェライトとパーライトの両方が形成されないように選択される。具体的には、焼入れは、ねじをベイナイト化温度の溶融塩浴に浸漬することによって行われる。ベイナイト含有組織は、注目する組織部分が、具体的には25%を超える有意かつ測定可能なベイナイト含有量を有する場合に存在する。組織部分は、好ましくは0.05mm
2
のサイズを有する。
【0009】
本発明に係るねじにおいて、25%を超えるベイナイト含有量を有する組織部分の総面積は、ねじの断面積のうち特に80%を超える表面積割合を占める。
【0010】
本発明によれば、ねじはベイナイト化温度で所定の時間保持された後、ねじの先端をオーステナイト化温度まで再び局所的に加熱し、その後、マルテンサイト開始温度未満、具体的には室温まで冷却される。その後、フェライト、パーライト及びベイナイトの形成が大幅に抑制されるように選択された焼入れ時間で、少なくともねじの先端がマルテンサイト開始温度未満に再び急冷される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
新和環境株式会社
炉システム
22日前
新和環境株式会社
炉システム
22日前
日本製鉄株式会社
転炉精錬方法
1日前
株式会社戸畑製作所
高炉用羽口
2か月前
日本製鉄株式会社
溶銑の脱硫方法
2か月前
日本製鉄株式会社
溶鋼の製造方法
1か月前
富士電子工業株式会社
焼き入れ装置
1か月前
株式会社伊原工業
還元鉄の製造方法
18日前
個人
製鋼用副資材及びその製造方法
1か月前
日本製鉄株式会社
スラグの排出方法
29日前
株式会社デンケン
高温炉
15日前
東京窯業株式会社
溶鋼処理用の浸漬管
23日前
日本製鉄株式会社
脱炭精錬方法
1か月前
日本製鉄株式会社
出銑口開孔装置および出銑口開孔方法
22日前
株式会社神戸製鋼所
溶銑の脱りん方法
2か月前
日本製鉄株式会社
精錬用ランスおよび溶鋼の精錬方法
2か月前
JFEスチール株式会社
高強度鋼板の製造方法
2か月前
JFEスチール株式会社
高周波焼入部品の製造方法
2か月前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
1か月前
日本製鉄株式会社
高炉の還元粉化量の推定方法
23日前
日本製鉄株式会社
溶鋼の製造方法
1か月前
小川アルミ工業株式会社
製鋼副資材の製造方法及び製鋼副資材
3か月前
日本製鉄株式会社
還元鉄の溶解方法
2か月前
日本製鉄株式会社
高炉の羽口および高炉の操業方法
3か月前
日本製鉄株式会社
除滓方法及び除滓装置
19日前
JFEスチール株式会社
スラグの管理方法及びスラグ材の製造方法
11日前
日本製鉄株式会社
熱風炉の解体方法および熱風炉の築炉方法
17日前
日本製鉄株式会社
排滓量の推定方法及び排滓量の推定システム
29日前
日本製鉄株式会社
排滓量の推定方法及び排滓量の推定システム
29日前
日本製鉄株式会社
コークスの品質管理方法、及び高炉操業方法
2か月前
禹州市恒利来新材料股フン有限公司
低ホウ素球状化剤の調製方法
2か月前
JFEスチール株式会社
金属帯冷却装置および金属帯冷却方法
2か月前
JFEスチール株式会社
方向性電磁鋼板の製造方法およびその圧延設備
2か月前
品川リフラクトリーズ株式会社
堰、高炉樋および溶銑除去方法
15日前
日本製鉄株式会社
溶融酸化物のフォーミング制御方法及び溶鉄の精錬方法
2か月前
JFEスチール株式会社
高炉のガス流速分布計算装置、ガス流速計算方法及び操業方法
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ