TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025027782
公報種別
公開特許公報(A)
公開日
2025-02-28
出願番号
2023132913
出願日
2023-08-17
発明の名称
鋼板の表面処理方法、鋼板の製造方法、及びプレス成形品の製造方法
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
C21D
7/04 20060101AFI20250220BHJP(鉄冶金)
要約
【課題】従来よりも効果的に鋼板の表面粗さを改善して、より成形性の優れた鋼板及びプレス成形品を提供する。
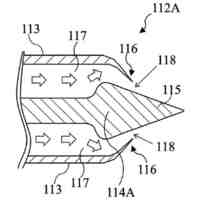
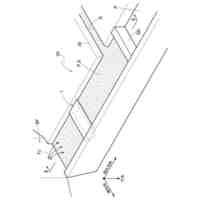
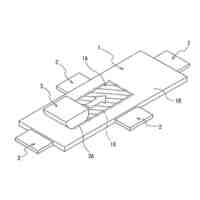
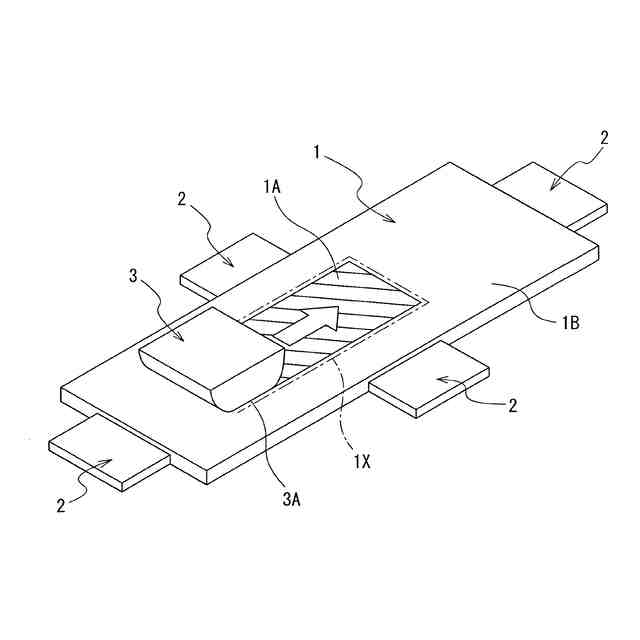
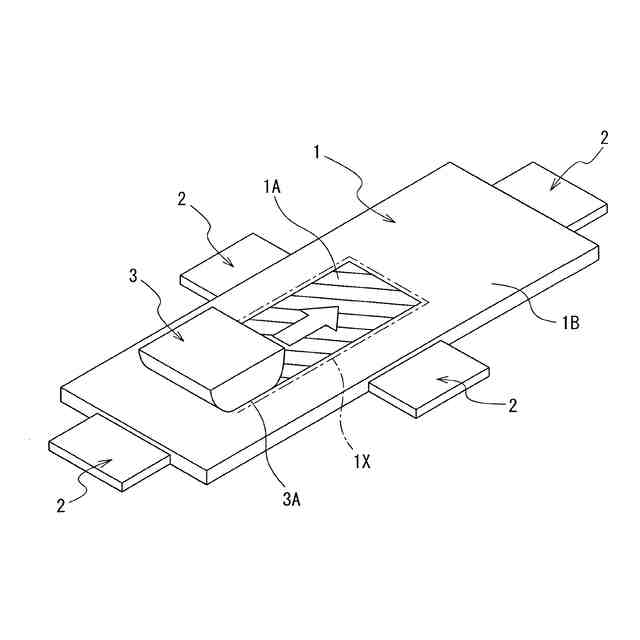
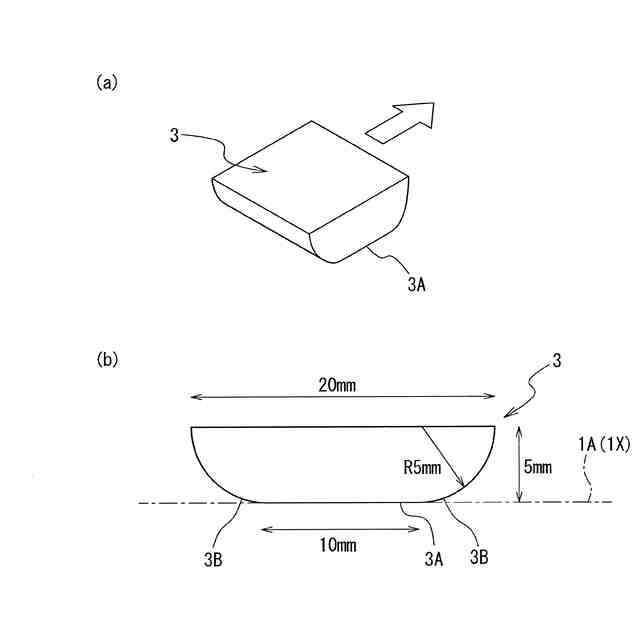
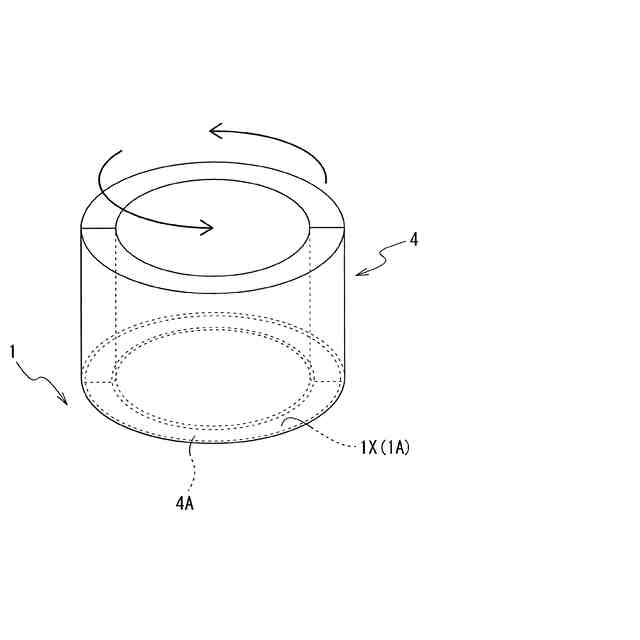
【解決手段】鋼板1の表面処理方法であって、鋼板1の板厚方向で対向する2つの面のうちの少なくとも一方の面に第1領域1Xを設定し、上記第1領域1Xにおいて、上記鋼板1に接触させる摺動面3Aを有する工具3を、上記鋼板1表面に押し付け相対的に当該第1領域1Xの面に沿って摺動させて、上記一方の面における、上記摺動された領域1Aの算術平均粗さRaを、摺動されていない領域の算術平均粗さRaよりも低減させる。
【選択図】 図1
特許請求の範囲
【請求項1】
鋼板の表面処理方法であって、
鋼板の板厚方向で対向する2つの面のうちの少なくとも一方の面に第1領域を設定し、
上記第1領域において、上記鋼板に接触させる摺動面を有する工具を、鋼板表面に押し付け相対的に当該第1領域の面に沿って摺動させて、
上記一方の面における、上記摺動された領域の算術平均粗さを、摺動されていない領域の算術平均粗さよりも低減させる、
鋼板の表面処理方法。
続きを表示(約 900 文字)
【請求項2】
上記摺動で、上記摺動された領域の算術平均粗さを、摺動されていない領域の表面粗さに比べ、32%超低減させる、
請求項1に記載した鋼板の表面処理方法。
【請求項3】
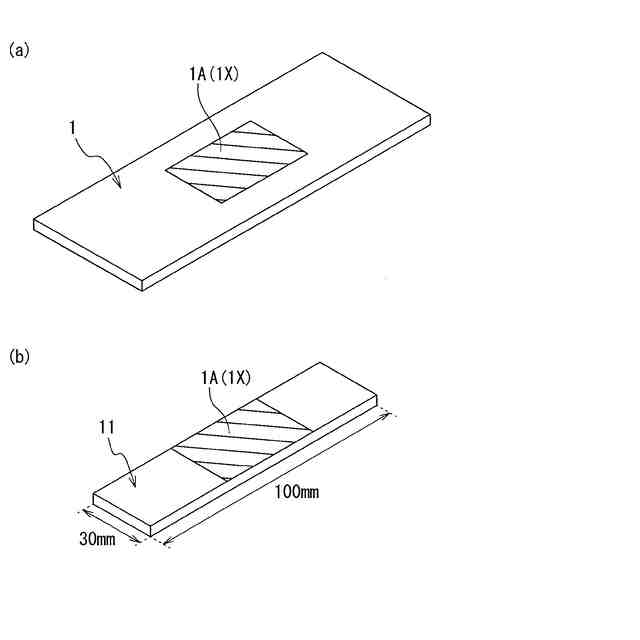
上記摺動された領域の表面粗さは、上記工具の摺動方向の算術平均粗さRaが1.1μm以下、上記摺動方向に直交する方向の算術平均粗さRaが1.3μm以下とする、
請求項1に記載した鋼板の表面処理方法。
【請求項4】
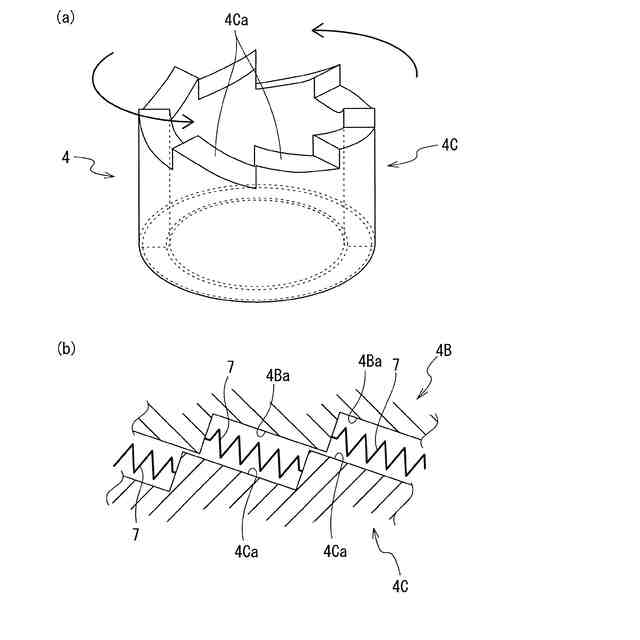
上記工具は、少なくとも上記摺動面を構成する部分が鋼材製であって、上記摺動面の表面粗さが、摺動される鋼板の摺動前の表面粗さよりも小さい、
請求項1に記載した鋼板の表面処理方法。
【請求項5】
上記工具の摺動面の面圧を65MPa以上として上記摺動を行う、
請求項4に記載した鋼板の表面処理方法。
【請求項6】
鋼板を、プレス加工に用いられる鋼板とし、
請求項1~請求項5のいずれか1項に記載した鋼板の表面処理方法で、上記第1領域の表面改善を行う、
鋼板の製造方法。
【請求項7】
上記第1領域を、上記プレス加工で曲げられる領域とする、
請求項6に記載した鋼板の製造方法。
【請求項8】
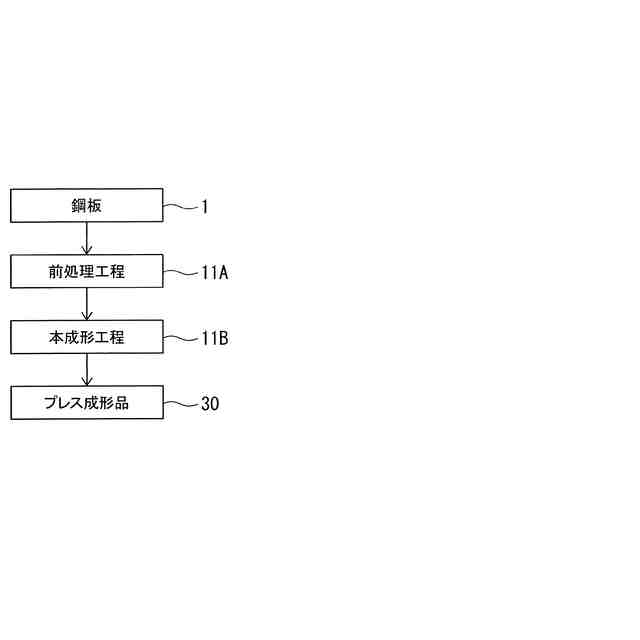
曲げ加工する曲げ成形工程を有するプレス成形によって鋼板をプレス成形品とするプレス成形品の製造方法であって、
上記曲げ成形工程よりも上流の成形工程である第1工程を備え、
上記第1工程で、請求項1~請求項5のいずれか1項に記載した鋼板の表面処理方法を実行する、
プレス成形品の製造方法。
【請求項9】
上記第1領域を、上記曲げ成形工程で曲げられる領域である曲げ加工予定部の面とする、
請求項8に記載したプレス成形品の製造方法。
【請求項10】
上記第1領域を、上記曲げ加工予定部のうちの曲げ内側となる面とする、
請求項9に記載したプレス成形品の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、自動車用鋼板などの鋼板の加工に係る技術である。本発明は、特に、鋼板の表面処理方法及び製造方法、並びにプレス成形品の製造方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
自動車足回り部品や車体構造部品は、鋼板をプレス成形することで製造される。近年、自動車衝突安全性の向上や車体軽量化のため、素材となる鋼板の高強度化が進められている。しかし、鋼板の高強度化に伴い、プレス成形中に割れが発生しやすくなるという課題がある。特に、曲げ成形において、圧縮応力が作用する曲げの内側表面に割れが発生し、プレス成形品の破損等を招くことが課題となっている。
【0003】
これに対する技術として、例えば特許文献1~3の方法がある。
特許文献1には、圧延時に超高圧デスケーリングを施して熱延鋼板を製造することが記載されている。これによって、特許文献1では、鋼板の少なくとも一方の面の表面粗さを適正化し、摺動性及び延性に優れた熱延鋼板を提供する。
【0004】
また、特許文献2では、酸化スケールが薄い状態で圧延することで表面粗さを適正化し、プレス成形性及び耐型かじり性に優れた熱延鋼板を提供する。
また、特許文献3では、鋼材にCrを添加することで、表面粗さの方向性が少ない高加工性高強度熱延鋼板を提供する。
【先行技術文献】
【特許文献】
【0005】
特開平9-118918号公報
特開平11-147101号公報
特開2003-113443号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、特許文献1~3に記載の技術では、鋼板の片面あるいは両面の面全体に対する表面粗さを制御する。このため、鋼板表面の任意の領域に対し、局所的に表面粗さを改善することが出来ない。このために、特許文献1~3に記載の鋼板の製造方法では、鋼板の曲げ成形時に発生する割れを十分に抑制できない場合がある。
【0007】
本発明は、上記の点に着目してなされたもので、従来よりも効果的に鋼板の表面粗さを改善して、より成形性の優れた鋼板及びプレス成形品を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明者らは、鋼板のプレス成形性の改善について検討した。そして、発明者らは、鋼板を曲げ成形する際に、曲げ加工の領域、特に曲げの内側面に発生するしわや亀裂が、鋼板が有するどのような材料特性に影響を受けるか否かについて調査した。その結果、発明者らは、曲げ加工前の鋼板における特定領域の表面粗さが大きい材料ほど、曲げ加工した部分で上記しわや亀裂が発生しやすいという知見を得た。
【0009】
更に、発明者らは、曲げ加工前の鋼板の表面において、算術平均粗さRaが0.1μm未満である面が存在しない部分で曲げ加工を行うと、その曲げ加工した部分で上記しわや亀裂が発生しやすいという知見を得た。
【0010】
以上のような知見に基づき、発明者らは、鋼板を成形する際に、グラインダなどを用いた金属表面の磨き処理を行うことなく、曲げ加工部分以外の粗さを維持したまま、しわや亀裂を効果的に抑制し優れた成形性を有する技術を検討して、本発明を成した。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
新和環境株式会社
炉システム
22日前
新和環境株式会社
炉システム
22日前
日本製鉄株式会社
転炉精錬方法
1日前
株式会社戸畑製作所
高炉用羽口
2か月前
日本製鉄株式会社
溶銑の脱硫方法
2か月前
日本製鉄株式会社
溶鋼の製造方法
1か月前
個人
製鋼用副資材及びその製造方法
1か月前
富士電子工業株式会社
焼き入れ装置
1か月前
株式会社伊原工業
還元鉄の製造方法
18日前
日本製鉄株式会社
スラグの排出方法
29日前
株式会社デンケン
高温炉
15日前
東京窯業株式会社
溶鋼処理用の浸漬管
23日前
日本製鉄株式会社
脱炭精錬方法
1か月前
日本製鉄株式会社
出銑口開孔装置および出銑口開孔方法
22日前
株式会社神戸製鋼所
溶銑の脱りん方法
2か月前
JFEスチール株式会社
高強度鋼板の製造方法
2か月前
日本製鉄株式会社
精錬用ランスおよび溶鋼の精錬方法
2か月前
JFEスチール株式会社
高周波焼入部品の製造方法
2か月前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
1か月前
日本製鉄株式会社
高炉の還元粉化量の推定方法
23日前
小川アルミ工業株式会社
製鋼副資材の製造方法及び製鋼副資材
3か月前
日本製鉄株式会社
還元鉄の溶解方法
2か月前
日本製鉄株式会社
溶鋼の製造方法
1か月前
日本製鉄株式会社
除滓方法及び除滓装置
19日前
JFEスチール株式会社
スラグの管理方法及びスラグ材の製造方法
11日前
日本製鉄株式会社
排滓量の推定方法及び排滓量の推定システム
29日前
日本製鉄株式会社
コークスの品質管理方法、及び高炉操業方法
2か月前
日本製鉄株式会社
排滓量の推定方法及び排滓量の推定システム
29日前
日本製鉄株式会社
熱風炉の解体方法および熱風炉の築炉方法
17日前
JFEスチール株式会社
金属帯冷却装置および金属帯冷却方法
2か月前
禹州市恒利来新材料股フン有限公司
低ホウ素球状化剤の調製方法
2か月前
品川リフラクトリーズ株式会社
堰、高炉樋および溶銑除去方法
15日前
JFEスチール株式会社
方向性電磁鋼板の製造方法およびその圧延設備
2か月前
JFEスチール株式会社
高炉のガス流速分布計算装置、ガス流速計算方法及び操業方法
2か月前
日本製鉄株式会社
溶融酸化物のフォーミング制御方法及び溶鉄の精錬方法
2か月前
JFEスチール株式会社
鋼板の表面処理方法、鋼板の製造方法、及びプレス成形品の製造方法
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ