TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025004030
公報種別
公開特許公報(A)
公開日
2025-01-14
出願番号
2024163935,2024504929
出願日
2024-09-20,2023-10-30
発明の名称
リング状部材の誘導加熱方法および製造方法、リング状部材、軸受、誘導加熱装置、軸受の製造方法、車両の製造方法、並びに、機械装置の製造方法
出願人
日本精工株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
C21D
9/40 20060101AFI20250106BHJP(鉄冶金)
要約
【課題】リング状部材全体を略均一に効率よく加熱することができる、誘導加熱方法を提供する。
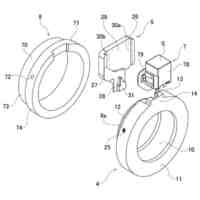
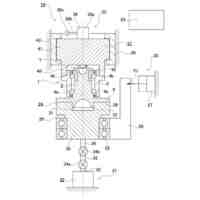
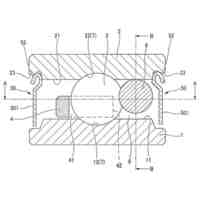
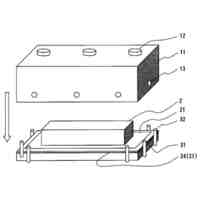
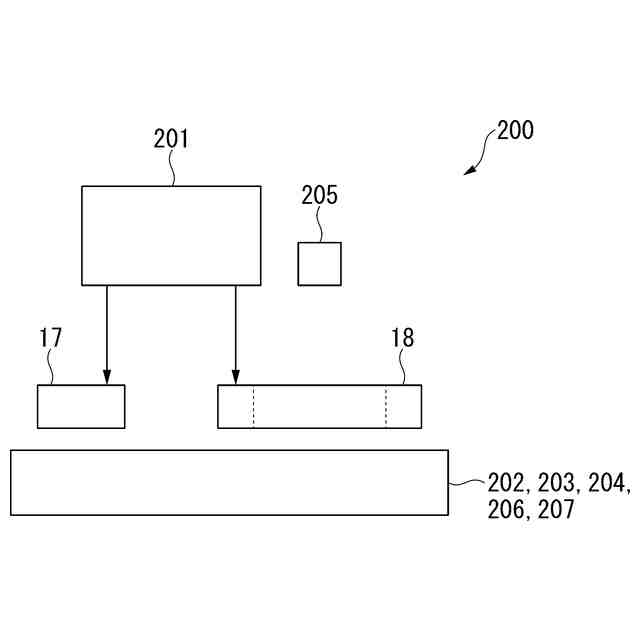
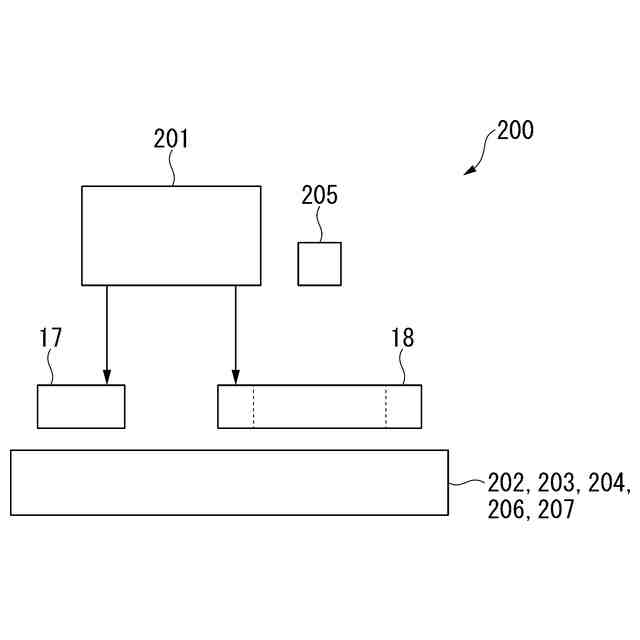
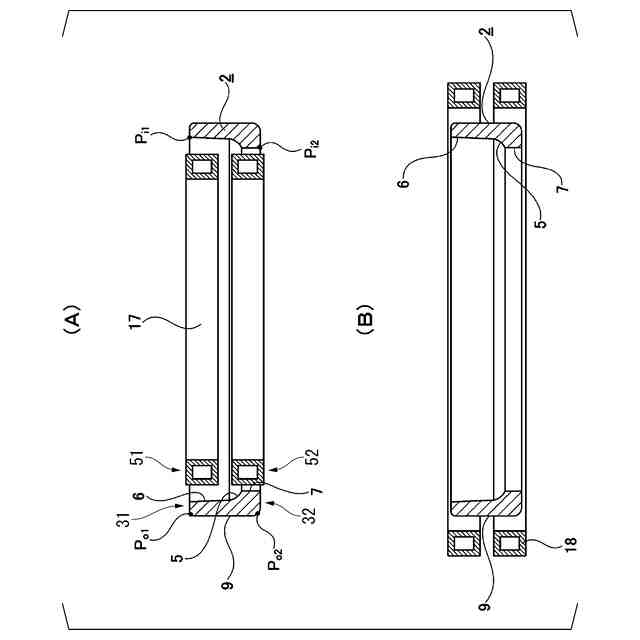
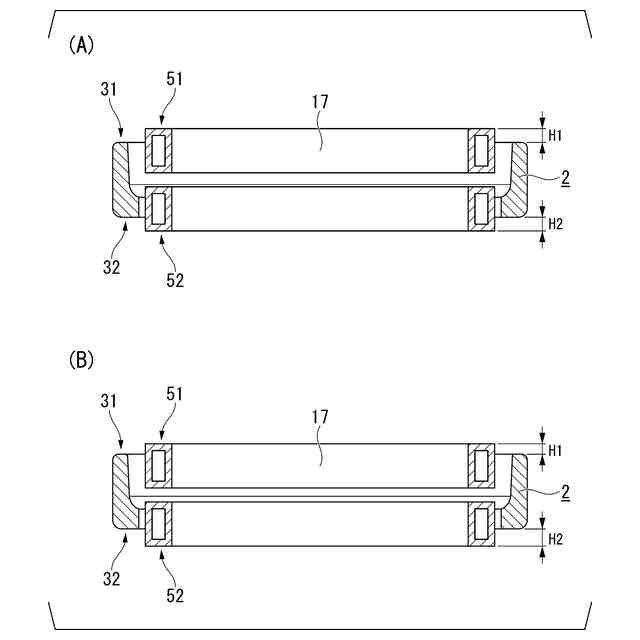
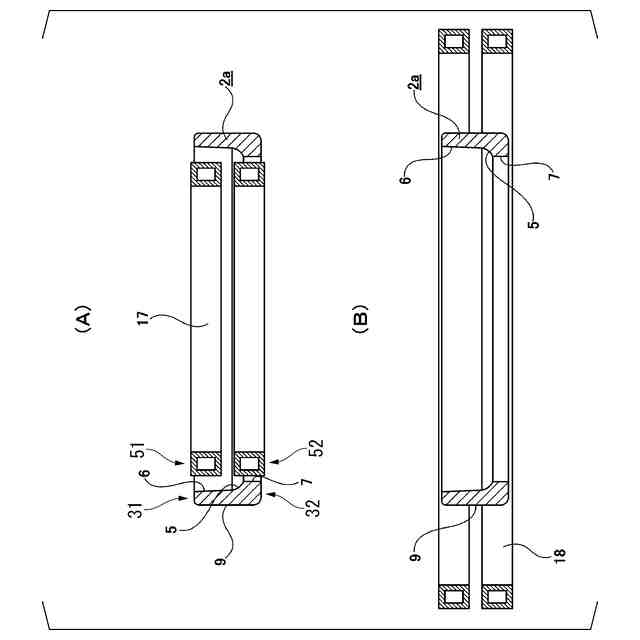
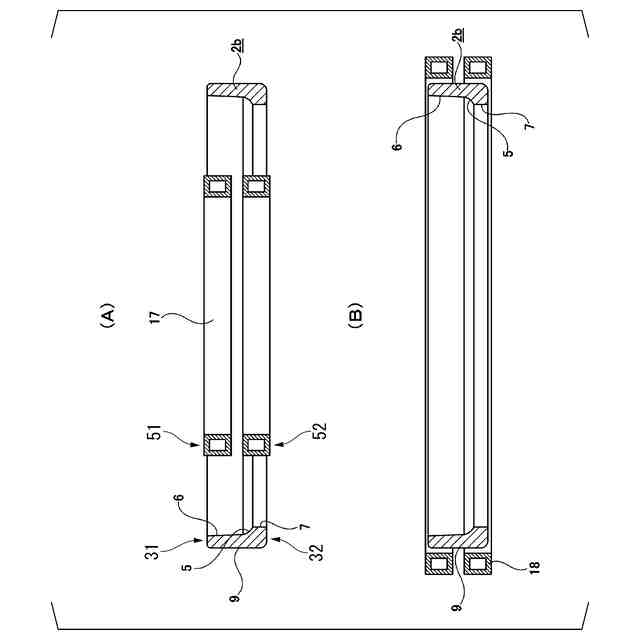
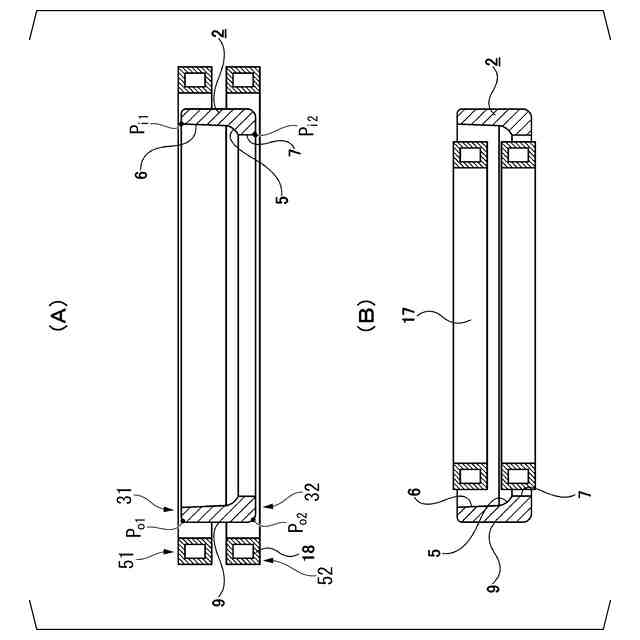
【解決手段】 誘導コイルに電流を供給してリング状部材を誘導加熱する。誘導加熱工程は、リング状部材の径方向外方に実質的なコイルが配置されていない状態において、リング状部材の径方向内方に配置された誘導コイル(17)を用いてリング状部材を誘導加熱すること、又は、リング状部材の径方向内方に実質的なコイルが配置されていない状態において、リング状部材の径方向外方に配置された誘導コイル(18)を用いてリング状部材を誘導加熱すること、を含む。誘導コイル(17、18)の有効長さが、リング状部材の軸長さに比べて大きく設定される。
【選択図】図2
特許請求の範囲
【請求項1】
誘導コイルに電流を供給してリング状部材を誘導加熱する工程を備え、
前記誘導加熱工程は、前記リング状部材の径方向外方に実質的なコイルが配置されていない状態において、前記リング状部材の径方向内方に配置された前記誘導コイルを用いて前記リング状部材を誘導加熱すること、又は、前記リング状部材の径方向内方に実質的なコイルが配置されていない状態において、前記リング状部材の径方向外方に配置された前記誘導コイルを用いて前記リング状部材を誘導加熱すること、を含み、
前記誘導コイルの有効長さが、前記リング状部材の軸長さに比べて大きく設定される、
リング状部材の誘導加熱方法。
続きを表示(約 1,500 文字)
【請求項2】
前記誘導コイルの前記有効長さが、前記リング状部材の前記軸長さの110%以上に設定される、請求項1に記載の誘導加熱方法。
【請求項3】
前記誘導コイルの前記有効長さが、前記リング状部材の前記軸長さの200%以上に設定される、請求項1に記載の誘導加熱方法。
【請求項4】
前記誘導加熱工程は、
前記リング状部材の径方向外方に実質的なコイルが配置されていない状態において、前記リング状部材の径方向内方に配置された、前記誘導コイルとしての内コイルを用いて前記リング状部材を誘導加熱することと、
前記リング状部材の径方向内方に実質的なコイルが配置されていない状態において、前記リング状部材の径方向外方に配置された、前記誘導コイルとしての外コイルを用いて前記リング状部材を誘導加熱することと、
を含む、請求項1から3のいずれかに記載の誘導加熱方法。
【請求項5】
前記内コイル及び前記外コイルのうちの1つのコイルに電流を供給して、前記リング状部材の少なくとも1部が第1目標温度に達するように、前記リング状部材を誘導加熱する第1加熱工程と、
前記第1加熱工程の後に、前記内コイル及び外コイルのうちの別のコイルに電流を供給して、前記リング状部材の少なくとも1部が前記第1目標温度に比べて高い第2目標温度に達するように、前記リング状部材を誘導加熱する第2加熱工程と、
を備える、請求項4に記載の誘導加熱方法。
【請求項6】
前記第1加熱工程で用いられる前記1つのコイルは、前記リング状部材の内面と外面とのうち、面高さの変化が比較的大きい第1面に隣接して配置され、
前記第2加熱工程で用いられる前記別のコイルは、前記リング状部材の前記内面と前記外面とのうち、面高さが比較的一様である第2面に隣接して配置される、
請求項5に記載の誘導加熱方法。
【請求項7】
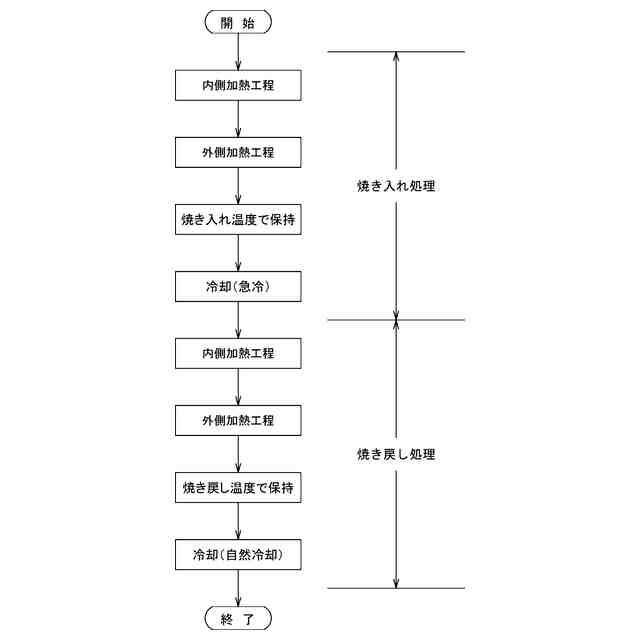
前記誘導加熱工程の後、前記リング状部材を再加熱する工程をさらに備える、
請求項1から6のいずれかに記載の誘導加熱方法。
【請求項8】
リング状部材の径方向内方に配置される第1コイルと、前記リング状部材の径方向外方に配置される第2コイルと、を用意する工程と、
前記第1コイル及び前記第2コイルのうちの1つのコイルに電流を供給して、前記リング状部材の少なくとも1部が第1目標温度に達するように、前記リング状部材を誘導加熱する第1加熱工程と、
前記第1加熱工程の後に、前記第1コイル及び前記第2コイルのうちの別のコイルに電流を供給して、前記リング状部材の少なくとも1部が前記第1目標温度に比べて高い第2目標温度に達するように、前記リング状部材を誘導加熱する第2加熱工程と、
を備える、誘導加熱方法。
【請求項9】
前記第1加熱工程で用いられる前記1つのコイルは、前記リング状部材の内面と外面とのうち、面高さの変化が比較的大きい第1面に隣接して配置され、
前記第2加熱工程で用いられる前記別のコイルは、前記リング状部材の前記内面と前記外面とのうち、面高さが比較的一様である第2面に隣接して配置される、
請求項8に記載の誘導加熱方法。
【請求項10】
前記第1コイルと前記第2コイルとの両方が前記リング状部材に隣接して配置された状態で、前記第1加熱工程及び前記第2加熱工程の少なくとも一方が実行される、請求項8又は9に記載の誘導加熱方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、例えば、軸受を構成する外輪や内輪などの金属製のリング状部材を誘導加熱するための方法に関する。
本願は、2022年10月31日に出願された特願2022-174235号に基づき優先権を主張し、その内容をここに援用する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
例えば、軸受を構成する外輪や内輪には、強度および硬さ、特に転動体と接触する軌道面の硬さを確保しつつ、芯部の靭性を向上させるために、焼入れ処理および焼戻し処理が施される。焼入れ処理と焼戻し処理とはいずれも、外輪や内輪などのリング状部材(ワーク)を所定温度まで加熱し、所定時間保持した後、冷却することにより行われる。
【0003】
特開2019-185882号公報には、電気的に直列接続された外径側コイル部と内径側コイル部とを、リング状部材(短筒状のワーク)の径方向外側と径方向内側とに配置し、外径側コイル部および内径側コイル部に通電することで、リング状部材を誘導加熱する方法が記載されている。特開2019-185882号公報に記載の方法では、外径側コイル部と内径側コイル部とが電気的に直列接続されているため、外径側コイル部と内径側コイル部とに流れる電流値を等しくすることができ、リング状部材の外径側領域と内径側領域とを略同一条件で同時に加熱することができる。
【先行技術文献】
【特許文献】
【0004】
特開2019-185882号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
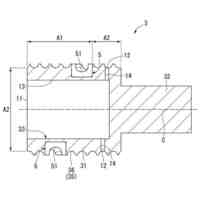
ただし、特開2019-185882号公報に記載の方法では、内周面に外輪軌道を有する外輪や外周面に内輪軌道を有する内輪のように、軸方向位置によって径方向厚さが異なるリング状部材を対象とした場合、径方向厚さが大きい部分の昇温速度が、径方向厚さが小さい部分の昇温速度よりも遅くなる。このため、リング状部材全体を均一に加熱することが難しい。
【0006】
こうしたリング状部材の誘導加熱において、外径側コイル部の内周面の母線形状を、リング状部材の外周面の母線形状に沿った形状とし、かつ、内径側コイル部の外周面の母線形状を、リング状部材の内周面の母線形状に沿った形状とすることが考えられる。コイルに供給する電流値を小さくすれば、軸方向位置によるリング状部材の昇温速度の差が小さく抑制されるかもしれないが、生産性の低下を招く。また、外径側コイル部および内径側コイル部と、リング状部材との位置関係を精度よく規制する必要がある。直径や形状が異なるリング状部材を加熱する際には、リング状部材に合わせたコイルを用意する必要がある。このため、小ロットのリング状部材を対象とする場合、製造コストが嵩んでしまうといった問題が生じる。
【0007】
本発明の態様は、リング状部材全体を略均一に効率よく加熱することができる、誘導加熱方法を提供することを目的としている。
【課題を解決するための手段】
【0008】
本発明の一態様のリング状部材の誘導加熱方法は、誘導コイルに電流を供給してリング状部材を誘導加熱する工程を備える。前記誘導加熱工程は、前記リング状部材の径方向外方に実質的なコイルが配置されていない状態において、前記リング状部材の径方向内方に配置された前記誘導コイルを用いて前記リング状部材を誘導加熱すること、又は、前記リング状部材の径方向内方に実質的なコイルが配置されていない状態において、前記リング状部材の径方向外方に配置された前記誘導コイルを用いて前記リング状部材を誘導加熱すること、を含む。前記誘導コイルの有効長さが、前記リング状部材の軸長さに比べて大きく設定される。
【0009】
本発明の別の一態様のリング状部材の誘導加熱方法は、リング状部材の径方向内方に配置される第1コイルと、前記リング状部材の径方向外方に配置される第2コイルと、を用意する工程と、前記第1コイル及び前記第2コイルのうちの1つのコイルに電流を供給して、前記リング状部材の少なくとも1部が第1目標温度に達するように、前記リング状部材を誘導加熱する第1加熱工程と、前記第1加熱工程の後に、前記第1コイル及び前記第2コイルのうちの別のコイルに電流を供給して、前記リング状部材の少なくとも1部が前記第1目標温度に比べて高い第2目標温度に達するように、前記リング状部材を誘導加熱する第2加熱工程と、を備える。
【0010】
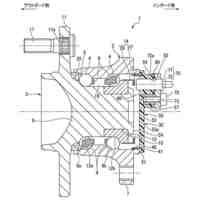
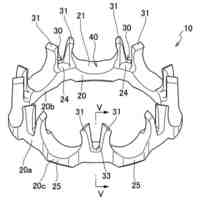
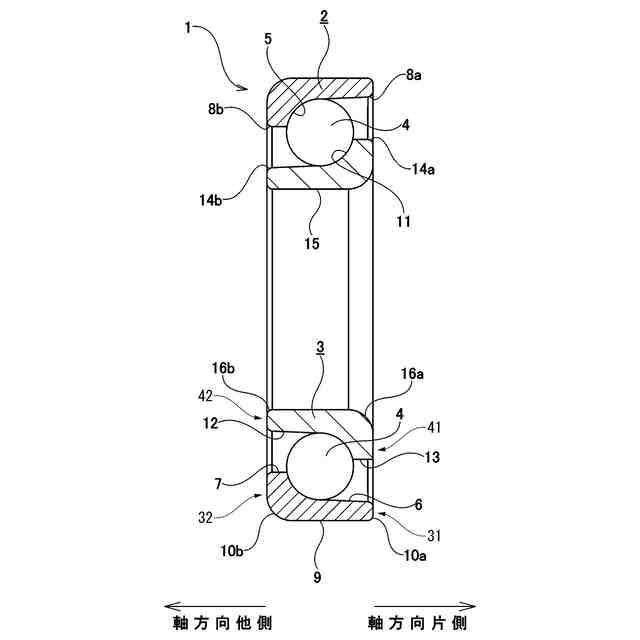
本発明の一態様のリング状部材の誘導加熱方法では、前記リング状部材を、アンギュラ玉軸受、深溝型玉軸受、ころ軸受、若しくは円すいころ軸受などの転がり軸受の内輪または外輪とすることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本精工株式会社
ボールねじ
12日前
日本精工株式会社
磁歪式トルクセンサ
6日前
日本精工株式会社
センサ付ハブユニット軸受
5日前
日本精工株式会社
ハブユニット軸受の予圧測定方法
2日前
日本精工株式会社
玉軸受用冠型保持器、及び玉軸受
5日前
日本精工株式会社
玉軸受、及び、玉軸受におけるグリースの塗布方法
5日前
日本精工株式会社
歯車装置、直動アクチュエータ、バックラッシ角度測定方法およびプログラム
今日
日本精工株式会社
パラレルリンクを含むロボット、および、パラレルリンクを含むロボットの製造方法
7日前
新和環境株式会社
炉システム
26日前
新和環境株式会社
炉システム
26日前
株式会社戸畑製作所
高炉用羽口
2か月前
日本製鉄株式会社
転炉精錬方法
5日前
日本製鉄株式会社
溶鋼の製造方法
1か月前
日本製鉄株式会社
スラグの排出方法
1か月前
富士電子工業株式会社
焼き入れ装置
1か月前
個人
製鋼用副資材及びその製造方法
2か月前
株式会社伊原工業
還元鉄の製造方法
22日前
株式会社デンケン
高温炉
19日前
東京窯業株式会社
溶鋼処理用の浸漬管
27日前
日本製鉄株式会社
脱炭精錬方法
2か月前
日本製鉄株式会社
出銑口開孔装置および出銑口開孔方法
26日前
日本製鉄株式会社
精錬用ランスおよび溶鋼の精錬方法
2か月前
JFEスチール株式会社
高強度鋼板の製造方法
2か月前
株式会社神戸製鋼所
溶銑の脱りん方法
2か月前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
1か月前
JFEスチール株式会社
高周波焼入部品の製造方法
2か月前
日本製鉄株式会社
高炉の還元粉化量の推定方法
27日前
日本製鉄株式会社
溶鋼の製造方法
1か月前
日本製鉄株式会社
還元鉄の溶解方法
2か月前
JFEスチール株式会社
溶銑の予備処理方法
今日
株式会社プロテリアル
中間焼鈍用保温槽及び熱間加工鋼材の中間焼鈍方法
今日
JFEスチール株式会社
スラグの管理方法及びスラグ材の製造方法
15日前
日本製鉄株式会社
除滓方法及び除滓装置
23日前
日本製鉄株式会社
熱風炉の解体方法および熱風炉の築炉方法
21日前
日本製鉄株式会社
排滓量の推定方法及び排滓量の推定システム
1か月前
日本製鉄株式会社
排滓量の推定方法及び排滓量の推定システム
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ