TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025001354
公報種別
公開特許公報(A)
公開日
2025-01-08
出願番号
2023100882
出願日
2023-06-20
発明の名称
分析装置、分析方法及びプログラム
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
G01N
3/28 20060101AFI20241225BHJP(測定;試験)
要約
【課題】プレス部品内の各部位の内部応力の変化が、遅れ破壊懸部位の内部応力の低減に与える影響の大きさを推定すること。
【解決手段】鋼板をプレス加工して成形された部品を分析対象とする処理であり、前記分析対象の一部である評価部位における内部応力から算出される応力値に対する、前記分析対象の他の少なくとも一部である分析領域内の内部応力が与える影響の強さを示す指標である応力影響度、を算出する分析処理を実行する分析装置である。
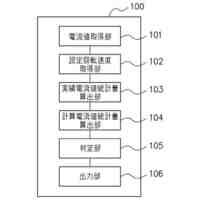
【選択図】図1
特許請求の範囲
【請求項1】
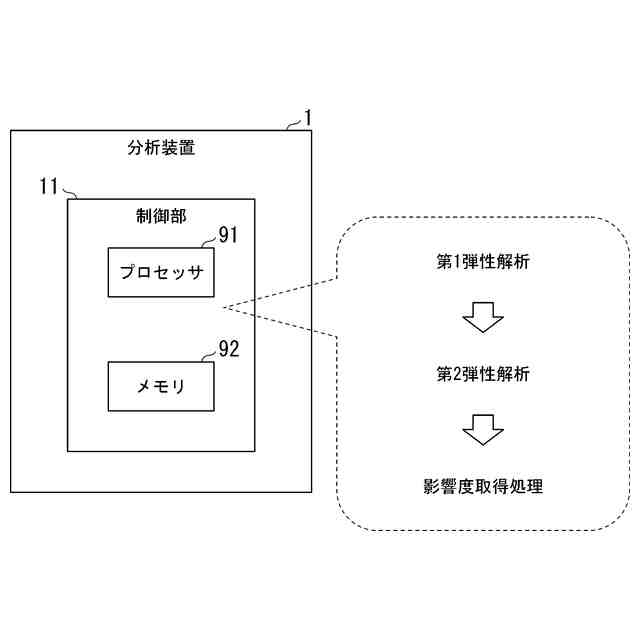
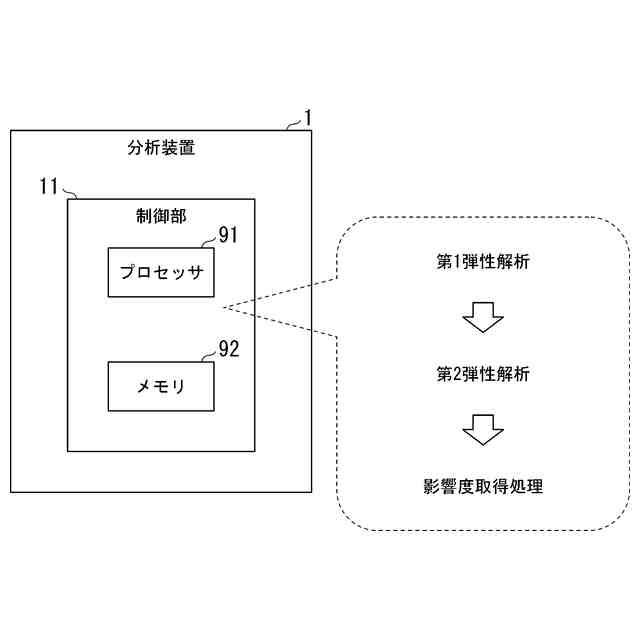
鋼板をプレス加工して成形された部品を分析対象とする処理であり、前記分析対象の一部である評価部位における内部応力から算出される応力値に対する、前記分析対象の他の少なくとも一部である分析領域内の内部応力が与える影響の強さを示す指標である応力影響度、を算出する分析処理を実行する制御部、
を備え、
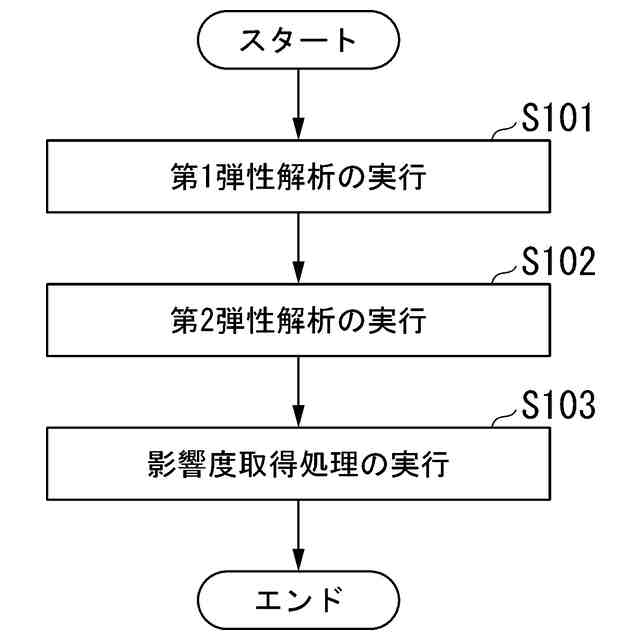
前記制御部は前記分析処理において、プレス加工の下死点における前記分析対象内の内部応力の分布を初期条件に含む弾性解析であって前記内部応力によって生じる前記分析対象の変化の結果を推定する弾性解析である第1弾性解析と、前記分析領域における内部応力は前記プレス加工の下死点における内部応力から変化したものであり前記分析領域以外の内部応力はプレス加工の下死点における前記分析対象内の内部応力であるという比較条件を満たす内部応力の分布を初期条件に含む弾性解析であって前記比較条件を満たす内部応力によって生じる前記分析対象の変化の結果を推定する弾性解析である第2弾性解析と、を実行し、
前記制御部は前記分析処理において、前記第1弾性解析によって推定された前記評価部位における内部応力と前記第2弾性解析によって推定された前記評価部位における内部応力とより算出される値である第1種値と、前記第1弾性解析によって推定された前記評価部位における内部応力と前記第2弾性解析によって推定された前記評価部位における内部応力と前記比較条件における前記分析領域における内部応力の前記プレス加工の下死点における内部応力からの変化の割合である応力変化率αとより算出される値である第2種値と、のいずれか一方を前記応力影響度として取得する影響度取得処理、をさらに実行し、
前記プレス加工の下死点における前記分析対象の形状及び板厚を示す情報と、前記プレス加工の下死点における前記分析対象内のひずみの分布を示す情報と、前記プレス加工の下死点における前記分析対象内の内部応力の分布を示す情報と、は成形解析によって得られる、
分析装置。
続きを表示(約 3,300 文字)
【請求項2】
前記制御部による前記応力影響度の算出において、前記応力値は、ミーゼス応力、相当応力又は内部応力の3種の応力成分のうちの1種の、評価部位の中での最大値であり、前記1種の応力成分は、最大主応力と、任意の方向の方向成分応力成分と、面内の主応力成分と、面内方向の応力について板厚方向での平均を取った平均応力成分と、内部応力より平均応力成分を除いた偏差応力によるモーメント成分と、表層の任意の方向の方向応力成分と、表層の面内最大主応力と、表層の面内主応力成分とのいずれかであり、
前記比較条件での前記分析領域における内部応力は、前記プレス加工の下死点における内部応力と比較して少なくとも応力成分の一部が変化して異なっているものであり、変化する前記応力成分は、任意の方向に対する方向応力成分と、面内方向の応力について板厚方向で平均を取った平均応力成分と、内部応力より平均応力成分を除いた偏差応力成分と、のうちの1又は複数と、内部応力のすべての成分とのいずれかであり、前記変化する応力成分の変化は、変化前の前記応力成分の値から、変化前の前記応力成分に対してゼロ以外の任意の係数である応力変化率αを1から引いた値を乗じた値への変化である、
請求項1に記載の分析装置。
【請求項3】
前記制御部は、複数の各分析領域について、前記分析処理を実行する、
請求項1に記載の分析装置。
【請求項4】
前記制御部は、複数の前記評価部位における前記応力影響度を、色もしくは色の濃さとして、分析対象の形状に投影したコンター図を示す画像を所定の出力先に出力させる、
請求項1に記載の分析装置。
【請求項5】
前記評価部位は、前記プレス加工の下死点における前記分析対象の内部応力の分布と前記プレス加工の下死点における前記分析対象の形状及び板厚とを初期条件として含む弾性解析であり、前記内部応力によって生じる前記分析対象の変化を推定する弾性解析であり、前記分析対象内の内部応力である第ゼロ内部応力を得る弾性解析である第ゼロ弾性解析、によって得られた前記第ゼロ内部応力から算出された応力値と、前記成形解析で得られたひずみから算出されたひずみ値と、独立変数がひずみ値であり目的変数が内部応力から算出された応力値である基準関数と、に基づいて決定され、
前記評価部位として決定される部位は、前記第ゼロ内部応力の示す前記部位における応力値が、前記基準関数の独立変数の値が前記部位におけるひずみ値である場合に前記基準関数の示す応力値、よりも大きいという条件を少なくとも満たす、
請求項1に記載の分析装置。
【請求項6】
前記応力値は前記第ゼロ内部応力より算出されたミーゼス応力、相当応力又は内部応力のうちの1種の、評価部位の中での最大値であり、
前記1種の応力成分とは最大主応力と、任意の方向の方向成分応力成分と、面内の主応力成分と、面内方向の応力について板厚方向での平均を取った平均応力成分と、内部応力より平均応力成分を除いた偏差応力によるモーメント成分と、表層の任意の方向の方向応力成分と、表層の面内最大主応力と、表層の面内主応力成分とのいずれかであり、
前記ひずみ値は前記成形解析で得られたひずみから算出された、最大主ひずみと、最大塑性ひずみと、任意の方向のひずみと、任意の方向の塑性ひずみと、相当ひずみと、相当塑性ひずみと、表層の最大主ひずみと、表層の最大塑性ひずみと、表層の任意の方向のひずみと、表層の任意の方向の塑性ひずみとのいずれかの、前記評価部位の中での最大値である、
請求項5に記載の分析装置。
【請求項7】
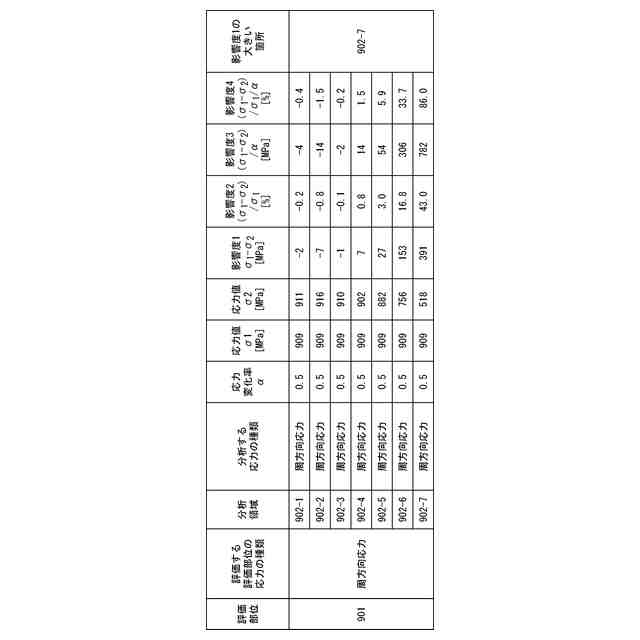
前記制御部は、第1軸として前記成形解析で得られたひずみから算出されたひずみ値を取り、第2の軸として前記応力値を取ったグラフであって、プレス成形によって生成された部品の1又は複数の部位について、前記部位を評価部位とした前記第1弾性解析の解析結果の応力値σ1と、前記部位を評価部位とした前記第2弾性解析の解析結果の応力値σ2と、前記応力値σ1から前記応力値σ2の応力を引いた値に前記比較条件における前記応力変化率αを1から引いた値で除した値に前記応力値σ1を加えた応力値σ3と、のいずれかひとつ又は複数と、前記部位のひずみとの関係を示すグラフ、を示す画像であって、独立変数が前記ひずみ値であり目的変数が前記応力値である基準関数も示す画像、を所定の出力先に出力させ、
前記応力値は前記第1弾性解析もしく前記第2弾性解析によって推定された内部応力より算出されたミーゼス応力、相当応力又は内部応力のうちの1種の、前記評価部位の中での最大値であり、
前記1種の応力成分とは最大主応力と、任意の方向の方向成分応力成分と、面内の主応力成分と、面内方向の応力について板厚方向での平均を取った平均応力成分と、内部応力より平均応力成分を除いた偏差応力によるモーメント成分と、表層の任意の方向の方向応力成分と、表層の面内最大主応力と、表層の面内主応力成分とのいずれかであり、
前記ひずみ値は前記成形解析で得られたひずみから算出された、最大主ひずみと、最大塑性ひずみと、任意の方向のひずみと、任意の方向の塑性ひずみと、相当ひずみと、相当塑性ひずみと、表層の最大主ひずみと、表層の最大塑性ひずみと、表層の任意の方向のひずみと、表層の任意の方向の塑性ひずみと、のうちのいずれかの前記評価部位の中での最大値である、
請求項1に記載の分析装置。
【請求項8】
鋼板をプレス加工して成形された部品を分析対象とする処理であり、前記分析対象の一部である評価部位における内部応力から算出される応力値に対する、前記分析対象の他の少なくとも一部である分析領域内の内部応力が与える影響の強さを示す指標である応力影響度、を算出する分析処理を実行する制御ステップ、
を有し、
前記制御ステップは前記分析処理において、プレス加工の下死点における前記分析対象内の内部応力の分布を初期条件に含む弾性解析であって前記内部応力によって生じる前記分析対象の変化の結果を推定する弾性解析である第1弾性解析と、前記分析領域における内部応力は前記プレス加工の下死点における内部応力か ら変化したものであり前記分析領域以外の内部応力はプレス加工の下死点における前記分析対象内の内部応力であるという比較条件を満たす内部応力の分布を初期条件に含む弾性解析であって前記比較条件を満たす内部応力によって生じる前記分析対象の変化の結果を推定する弾性解析である第2弾性解析と、を実行し、
前記制御ステップは前記分析処理において、前記第1弾性解析によって推定された前記評価部位における内部応力と前記第2弾性解析によって推定された前記評価部位における内部応力とより算出される値である第1種値と、前記第1弾性解析によって推定された前記評価部位における内部応力と前記第2弾性解析によって推定された前記評価部位における内部応力と前記比較条件における前記分析領域における内部応力の前記プレス加工の下死点における内部応力からの変化の割合である応力変化率αとより算出される値である第2種値と、のいずれか一方を前記応力影響度として取得する影響度取得処理、をさらに実行し、
前記プレス加工の下死点における前記分析対象の形状及び板厚を示す情報と、前記プレス加工の下死点における前記分析対象内のひずみの分布を示す情報と、前記プレス加工の下死点における前記分析対象内の内部応力の分布を示す情報と、は成形解析によって得られる、
分析方法。
【請求項9】
請求項1から7のいずれか一項に記載の分析装置としてコンピュータを機能させるためのプログラム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、分析装置、分析方法及びプログラムに関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
近年、自動車には、軽量化による燃費向上と衝突安全性の向上への要求が従来以上に高くなっている。これらを両立するために、自動車部品には引張強度980MPa以上の高強度鋼板の適用が増加傾向にあるが、高強度鋼板の適用課題の一つに遅れ破壊(水素脆化割れ)がある。遅れ破壊とは、環境中から侵入する水素や、プレス成形後の引張残留応力に起因してプレス成形後に一定時間経過した後に突然脆性的に割れが生じる破壊現象であり、鋼板の引張強度が高強度になるにつれて発生しやすくなる。
【0003】
成形品の遅れ破壊の発生は、プレス成形後の部品の残留する内部応力と塑性ひずみの影響があると考えられている。とくに、高い引張残留応力と塑性ひずみが大きい部位は遅れ破壊が発生する可能性が高い。
【0004】
そこでプレス成形後に遅れ破壊の発生が懸念される部位への対策として、残留する内部応力を低減することが考えられる。
【0005】
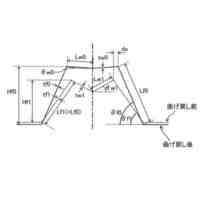
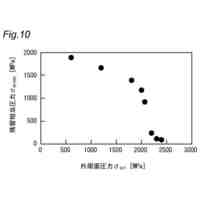
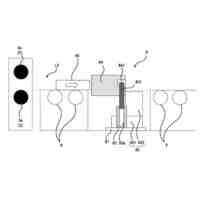
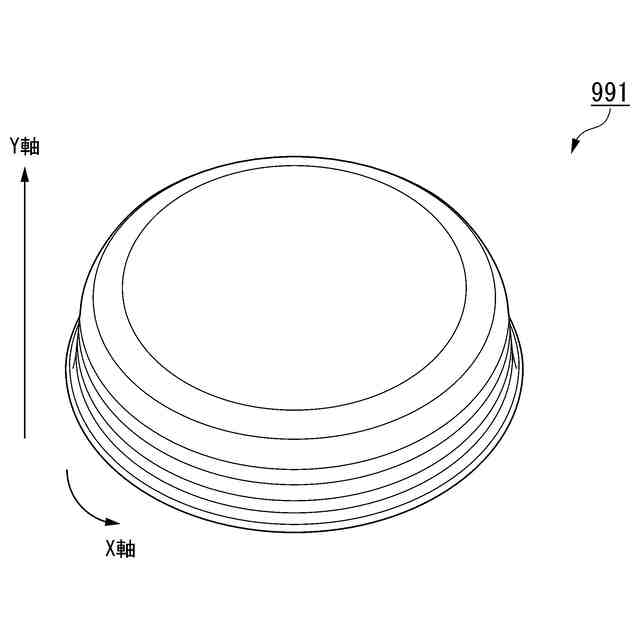
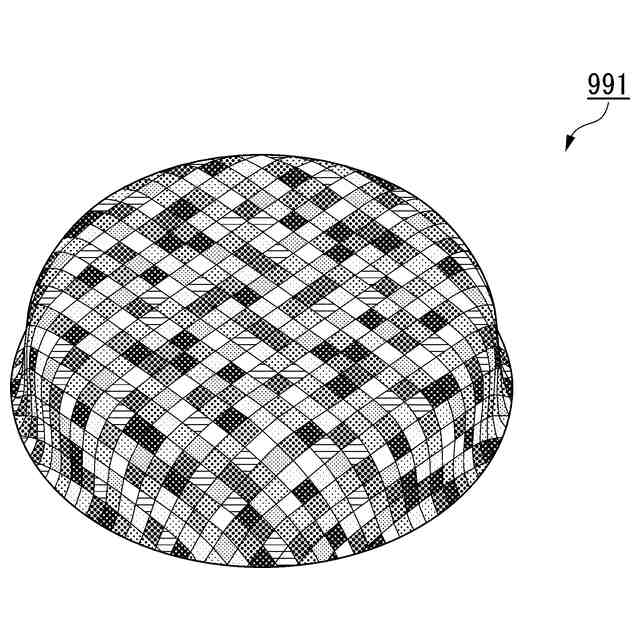
例えば、引張強度が1470MPaで板厚が1.6mmの高強度鋼板で図14のような直径105mmで深さが34mmのカップ状の形の部品を絞り成形した場合に部品端部に最大主応力が約910MPaの内部応力が発生し、遅れ破壊が発生することが確認された。一方、図15のように端部に切り欠きを入れると製品形状が変わるが、切り欠きを入れない端部部位は内部応力の最大主応力が約600MPaまで低減し、遅れ破壊が発生しないことが確認された。
【0006】
製品形状を変えずに残留する内部応力を下げる手法として、懸念部位に対して、1工程目での断面線長が製品形状より長くなるように予成形を行い、次工程で正規寸法に成形して塑性変形させることが有効である。例えば図14の形状の場合は、予成形で端部の径が図14より大きくなるように成形した後に図14の形状に成形すれば製品端部が塑性変形し内部応力が低減する。しかしこの方法により端部部位の内部応力の最大主応力を約600MPaまで低減した場合でも遅れ破壊が発生する。これは内部応力が低減しても塑性ひずみが大きくなるためである。従って、遅れ破壊懸念部に直接塑性変形を与え内部応力を低減する手法は、塑性ひずみが大きくなるため、必ずしも有効な遅れ破壊対策とならない。なお、遅れ破壊懸部位とは遅れ破壊が発生するだろうと経験等に基づいてユーザが想定する部位である。
【先行技術文献】
【特許文献】
【0007】
国際公開第2022/118497号
【発明の概要】
【発明が解決しようとする課題】
【0008】
プレス成形部品内全体に発生する残留応力は、部品内の内部応力として釣り合っているため、プレス成形部品内のある部位の応力を変化させるとそれ以外の部位の応力も変化する。従って、遅れ破壊懸念部の内部応力を低減させるには、遅れ破壊懸部以外の部位の内部応力を変化させる(例えば塑性変形を与える等)ことにより、遅れ破壊懸念部位での塑性ひずみを増大させずに内部応力を低減させる手法が考えらえる。
【0009】
しかし、部品内の各部位の内部応力の変化が、遅れ破壊懸念部位の内部応力の低減に与える影響が分からないため、この手法により遅遅れ破壊懸念部位の内部応力を低減するための法案の検討には成形解析や実験による試行錯誤を行う必要があり大きなコストと時間がかかるため、実用的に用いられていない。
【0010】
上記事情に鑑み、本発明は、プレス部品内の各部位の内部応力の変化が、遅れ破壊懸部位の内部応力の低減に与える影響の大きさを推定する技術を提供することを目的としている。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
11日前
日本製鉄株式会社
鋼材
17日前
日本製鉄株式会社
部品
3日前
日本製鉄株式会社
鋼材
11日前
日本製鉄株式会社
溶接継手
2日前
日本製鉄株式会社
捻回試験装置
3日前
日本製鉄株式会社
鋼の製造方法
11日前
日本製鉄株式会社
柱梁接合構造
12日前
日本製鉄株式会社
表面処理鋼材
3日前
日本製鉄株式会社
多角形筒形構造
11日前
日本製鉄株式会社
コイルばねの製造方法
12日前
日本製鉄株式会社
ラインパイプ用電縫鋼管
12日前
日本製鉄株式会社
素形材及びその製造方法
3日前
日本製鉄株式会社
高力ボルト摩擦接合構造
11日前
日本製鉄株式会社
ハット形鋼矢板の製造方法
17日前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
4日前
日本製鉄株式会社
試験システム及び試験方法
16日前
日本製鉄株式会社
転炉の吹錬終了温度設定方法
12日前
日本製鉄株式会社
鉄鉱石の還元気化脱リン方法
17日前
日本製鉄株式会社
鉄鉱石の還元気化脱リン方法
17日前
日本製鉄株式会社
応力分布測定方法及びプログラム
17日前
日本製鉄株式会社
溶接継手の応力拡大係数推定方法
9日前
日本製鉄株式会社
応力分布測定方法及びプログラム
17日前
日本製鉄株式会社
回転機械の異常診断支援方法及び装置
17日前
日本製鉄株式会社
直流電気炉および直流電気炉の設計方法
19日前
日本製鉄株式会社
炭素鋼鋳片、および炭素鋼鋳片の製造方法
3日前
日本製鉄株式会社
計画立案装置、計画立案方法及び制御プログラム
17日前
日本製鉄株式会社
コイルばねの製造方法及びコイルばねの加工装置
12日前
日本製鉄株式会社
下地部材、面材接合体、屋根パネル及び壁パネル
10日前
日本製鉄株式会社
異常検知装置、異常検知方法、および、プログラム
3日前
日本製鉄株式会社
連続鋳造設備、及び、連続鋳造設備の操業整備方法。
12日前
日本製鉄株式会社
スラグのフォーミング鎮静方法及びフォーミング鎮静材
9日前
日本製鉄株式会社
ヤード管理装置、ヤード管理システム及びヤード管理方法
3日前
日本製鉄株式会社
被覆鋼部材
16日前
日本製鉄株式会社
ベルトコンベア監視装置、ベルトコンベア監視方法、およびプログラム
19日前
日本製鉄株式会社
炭化水素製造触媒、炭化水素製造触媒の製造方法、及び炭化水素の製造方法
16日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ