TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024174726
公報種別
公開特許公報(A)
公開日
2024-12-17
出願番号
2023092710
出願日
2023-06-05
発明の名称
材料特性予測装置、材料特性予測方法及びプログラム
出願人
日本製鉄株式会社
代理人
弁理士法人まこと国際特許事務所
主分類
B21B
37/00 20060101AFI20241210BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】鋼材の略全長に亘る材料特性値を精度良く予測可能な材料特性予測装置等を提供する。
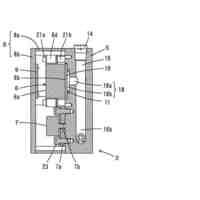
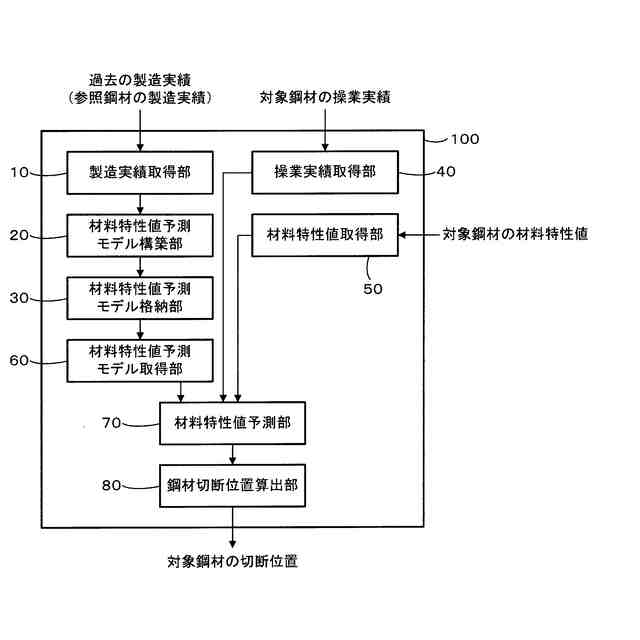
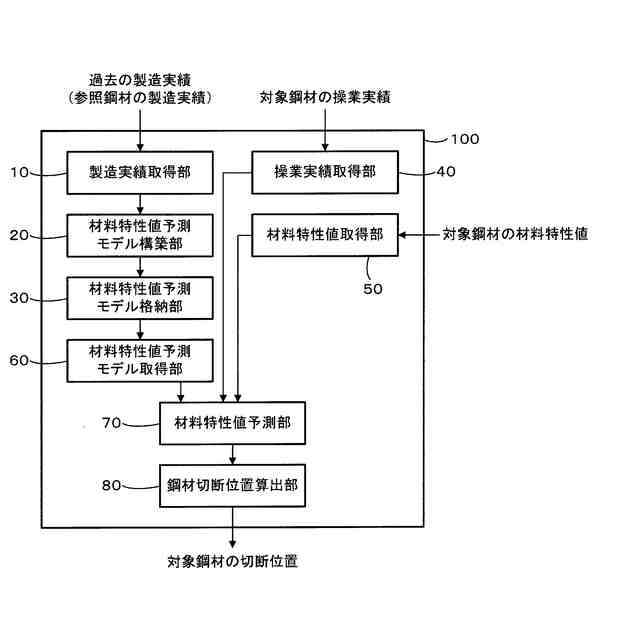
【解決手段】本発明に係る材料特性予測装置100は、予測対象となる対象鋼材の略全長に亘る材料特性値を予測する装置であり、対象鋼材の製造工程における長手方向位置毎の操業実績を入力とし、対象鋼材の長手方向位置毎の材料特性値の確率分布を出力とする第1材料特性値予測モデルを備える。第1材料特性値予測モデルは、例えば、過去に製造された参照鋼材の製造工程における所定の長手方向位置での操業実績を入力とし、参照鋼材の前記所定の長手方向位置から取得した試験片について測定した材料特性値を出力とする既知データを用いることで構築される。材料特性予測装置100は、第1材料特性値予測モデルから、対象鋼材の長手方向位置毎の材料特性値の確率分布を対象鋼材の略全長に亘って出力することで、対象鋼材の略全長に亘る材料特性値を予測する。
【選択図】図1
特許請求の範囲
【請求項1】
予測対象となる鋼材である対象鋼材の略全長に亘る前記対象鋼材の材料特性値を予測する材料特性予測装置であって、
前記対象鋼材の製造工程における長手方向位置毎の操業実績を入力とし、前記対象鋼材の長手方向位置毎の材料特性値の確率分布を出力とする第1材料特性値予測モデルを備え、
前記第1材料特性値予測モデルから、前記対象鋼材の長手方向位置毎の材料特性値の確率分布を前記対象鋼材の略全長に亘って出力することで、前記対象鋼材の略全長に亘る前記対象鋼材の材料特性値を予測する、
材料特性予測装置。
続きを表示(約 1,700 文字)
【請求項2】
前記第1材料特性値予測モデルは、過去に製造された鋼材である参照鋼材から試験片を取得した長手方向位置での製造工程における操業実績を入力とし、前記参照鋼材から取得した前記試験片について測定した材料特性値を出力とする既知データを用いることで構築される、
請求項1に記載の材料特性予測装置。
【請求項3】
前記第1材料特性値予測モデルは、前記対象鋼材の製造工程における試験片を取得した長手方向位置での操業実績を入力とし、前記対象鋼材から取得した前記試験片について測定した材料特性値を出力とする新たな既知データを追加して用いることで再構築される、
請求項2に記載の材料特性予測装置。
【請求項4】
予測対象となる鋼材である対象鋼材の略全長に亘る前記対象鋼材の材料特性値を予測する材料特性予測装置であって、
前記対象鋼材の製造工程における長手方向位置毎の操業実績と、前記対象鋼材から取得した試験片について測定した材料特性値と、前記試験片を取得した前記対象鋼材の長手方向位置とを入力とし、前記対象鋼材の長手方向位置毎の材料特性値の確率分布を出力とする第2材料特性値予測モデルを備え、
前記第2材料特性値予測モデルから、前記対象鋼材の長手方向位置毎の材料特性値の確率分布を前記対象鋼材の略全長に亘って出力することで、前記対象鋼材の略全長に亘る前記対象鋼材の材料特性値を予測する、
材料特性予測装置。
【請求項5】
前記第2材料特性値予測モデルは、過去に製造された鋼材である参照鋼材からモデル出力用試験片を取得した長手方向位置での製造工程における操業実績と、前記モデル出力用試験片を取得した前記長手方向位置と、前記参照鋼材から取得した基準試験片について測定した材料特性値と、前記基準試験片を取得した前記参照鋼材の長手方向位置での製造工程における操業実績と、前記基準試験片を取得した前記長手方向位置とを入力とし、前記モデル出力用試験片について測定した材料特性値を出力とする既知データを用いることで構築される、
請求項4に記載の材料特性予測装置。
【請求項6】
請求項1から3の何れかに記載の前記第1材料特性値予測モデルと、
請求項4又は5に記載の前記第2材料特性値予測モデルと、を備え、
前記第1材料特性値予測モデルから出力される前記対象鋼材の長手方向位置毎の材料特性値の確率分布と、前記第2材料特性値予測モデルから出力される前記対象鋼材の長手方向位置毎の材料特性値の確率分布と、を合成した確率分布を、最終的な前記対象鋼材の長手方向位置毎の材料特性値の確率分布として、前記対象鋼材の略全長に亘って出力することで、前記対象鋼材の略全長に亘る前記対象鋼材の材料特性値を予測する、
材料特性予測装置。
【請求項7】
前記予測した前記対象鋼材の略全長に亘る前記対象鋼材の材料特性値に基づき、製造コストの期待値が最小となるように、前記対象鋼材の長手方向の切断位置を算出する、
請求項1から5の何れかに記載の材料特性予測装置。
【請求項8】
前記予測した前記対象鋼材の略全長に亘る前記対象鋼材の材料特性値に基づき、製造コストの期待値が最小となるように、前記対象鋼材の長手方向の切断位置を算出する、
請求項7に記載の材料特性予測装置。
【請求項9】
予測対象となる鋼材である対象鋼材の略全長に亘る前記対象鋼材の材料特性値を予測する材料特性予測方法であって、
前記対象鋼材の製造工程における長手方向位置毎の操業実績を入力とし、前記対象鋼材の長手方向位置毎の材料特性値の確率分布を出力とする第1材料特性値予測モデルを用い、
前記第1材料特性値予測モデルから、前記対象鋼材の長手方向位置毎の材料特性値の確率分布を前記対象鋼材の略全長に亘って出力することで、前記対象鋼材の略全長に亘る前記対象鋼材の材料特性値を予測する、
材料特性予測方法。
【請求項10】
コンピュータを、請求項1から5の何れかに記載の材料特性予測装置として機能させるためのプログラム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋼板等の鋼材の略全長に亘る引張応力等の材料特性値を精度良く予測可能な、材料特性予測装置、材料特性予測方法、及び材料特性予測装置としてコンピュータを機能させるためのプログラムに関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
加熱工程や圧延工程等の公知の製造工程を経て製造される鋼板等の鋼材は、要求される品質を保証するために、納品に先立って、引張応力等の材料特性値が測定される。材料特性値は、鋼材の先端部又は後端部(製品仕様に応じた長さに切断した後の鋼材の先端部又は後端部を含む)で試験片を採取し、所定の試験機を用いることで測定される。このため、鋼材の全長に亘って鋼材の材料特性値を測定することはできない。
【0003】
鋼材の先端部及び後端部は、鋼材の温度や圧延荷重の設定値からのずれが大きく、材料特性値が要求を満足できないことが多い。このため、試験片を採取した位置で材料特性値が要求を満足できなかった場合、従来は、鋼材の全長に亘る鋼材温度や圧延荷重の情報(温度チャート、荷重チャート)に基づき、鋼材の先端又は後端から、材料特性値が要求を満足すると考えられる位置まで鋼材を切断し、切断後の鋼材の先端部又は後端部から再度試験片を採取し、測定した材料特性値が要求を満足しているかを確認している。
【0004】
しかしながら、鋼材の材料特性値は、鋼材温度、圧延荷重、成分値など、多数の操業実績によって決まるため、温度チャートや荷重チャートを確認するだけでは、鋼材の切断位置を適切に決定することは難しい。このため、鋼材の全長に亘って、材料特性値を精度良く予測できる技術が望まれている。また、鋼材の全長に亘って材料特性値を予測することは、品質保証の観点からも有用な技術である。
【0005】
従来、鋼材の全長に亘る材料特性値を予測する技術として、例えば、特許文献1、2に記載の技術が提案されている。
特許文献1に記載の技術は、鋼材の全域に亘る温度分布を含む操業条件を測定した操業実績と、鋼材の所定位置で測定した材料特性値とを関連付けた情報に基づき予測モデルを作成しておき、次に製造された鋼材の操業実績に基づき、材質予測モデルから鋼材の材料特性値を予測する技術である。しかしながら、特許文献1に記載の技術では、予測モデルの不確実性を考慮できていないため、材料特性値にどの程度のバラツキが生じるかを予測できず、鋼材の切断位置の適正化や、全長に亘る材料特性値の保証への適用は困難である。
【0006】
また、特許文献2に記載の技術は、金属学モデルと機械学習モデルとのハイブリッド手法であり、金属学モデルの入力変数となる製造条件因子を、設備出力因子から機械学習によって推定する手法である。特許文献2に記載の技術では、設備出力因子の組合せが過去実績に存在しない場合に、製造条件因子の推定精度が悪くなるという問題がある。また、金属学モデルは鉄鋼プロセスにおける様々な外乱を考慮しきれていないため、例え製造条件因子が正しく計算されたとしても、材料特性値を高精度に予測することが難しいという問題がある。
【0007】
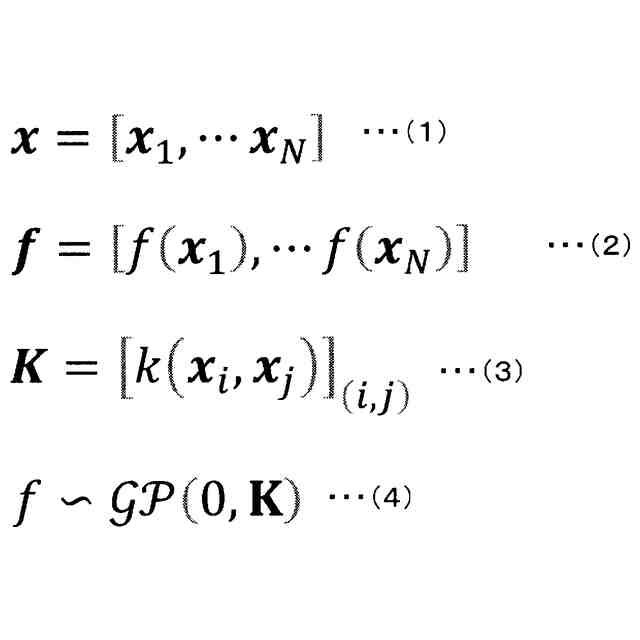
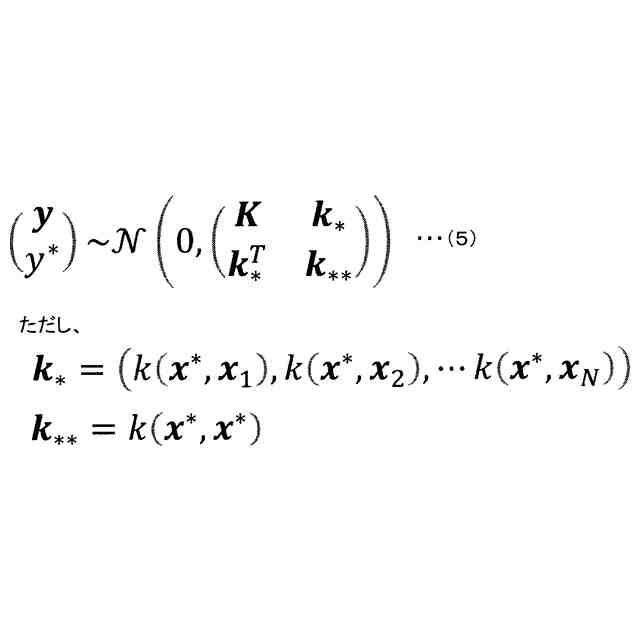
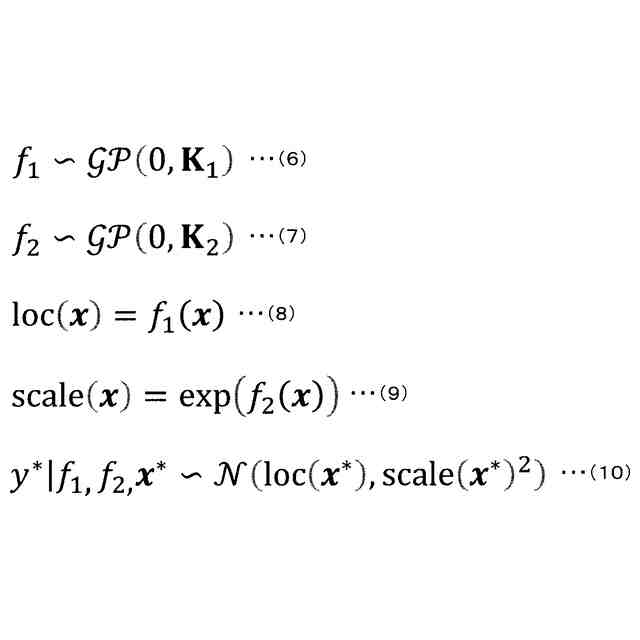
なお、非特許文献1、2には、分散不均一ガウス過程(分散不均一を考慮したガウス過程回帰)について記載されている。
【先行技術文献】
【特許文献】
【0008】
特許第6086155号公報
特開2022-48037号公報
【非特許文献】
【0009】
Alan D. Saul, James Hensman, Aki Vehtari, Neil D. Lawrence, "Chained Gaussian Processes", Proceedings of the 19th International Conference on Artificial Intelligence and Statistics, PMLR 51:1431-1440, 2016
「ヘテロスケダスティック尤度と多潜在GP」, [online], [令和4年9月19日検索], インターネット<URL:https://gpflow.github.io/GPflow/develop/notebooks/advanced/heteroskedastic.html>
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明は、上記従来技術の問題点を解決するべくなされたものであり、鋼材の略全長に亘る材料特性値(期待値のみではなくバラツキも含む)を精度良く予測可能な、材料特性予測装置、材料特性予測方法及びプログラムを提供することを課題とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
堤防
1日前
日本製鉄株式会社
回収装置
1日前
日本製鉄株式会社
めっき鋼線
9日前
日本製鉄株式会社
梁端接合構造
1日前
日本製鉄株式会社
溶銑の脱硫方法
3日前
日本製鉄株式会社
鋼材及び軟磁性部品
10日前
日本製鉄株式会社
ノズルの詰り検出方法及び検出装置
23日前
日本製鉄株式会社
バーリング装置及びバーリング方法
1か月前
日本製鉄株式会社
分析装置、分析方法及びプログラム
10日前
日本製鉄株式会社
制御設計装置、方法、及びプログラム
9日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
23日前
日本製鉄株式会社
溶接接合部および溶接接合部の形成方法
1か月前
日本製鉄株式会社
コークスの品質管理方法、及び高炉操業方法
11日前
日本製鉄株式会社
計画作成装置、計画作成方法、およびプログラム
1日前
日本製鉄株式会社
鋼管杭の耐震性能の評価方法、および演算プログラム
23日前
日本製鉄株式会社
窒化部品用素形材、窒化部品、及び窒化部品の製造方法
23日前
日本製鉄株式会社
ホットスタンプ部材
11日前
日本製鉄株式会社
高炉操業異常推定方法、高炉操業異常推定装置、高炉操業異常推定プログラム及び高炉操業異常推定システム
11日前
個人
金型装置
5か月前
個人
ハゼ折鋼板のハゼ締め装置
2か月前
株式会社プロテリアル
鍛造装置
9日前
個人
鋼線材の高減面率延伸装置
5か月前
村田機械株式会社
プレス機械
2か月前
トヨタ自動車株式会社
金型装置
9日前
株式会社プロテリアル
熱間鍛造用金型
3か月前
株式会社不二越
NC転造盤
1か月前
トヨタ自動車株式会社
プレス金型
4か月前
トヨタ紡織株式会社
金型装置
4か月前
株式会社ゴーシュー
歯車素材
3か月前
大裕株式会社
鋼矢板の矯正装置
5か月前
日伸工業株式会社
加工システム
2か月前
トヨタ自動車株式会社
プレス成型方法
6か月前
石田鉄工株式会社
格子状製品の製造方法
4か月前
株式会社小矢部精機
膜厚制御装置
5か月前
日産自動車株式会社
逐次成形方法
3か月前
A株式会社
接合部材、及び、骨組み構造体
3か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ